Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Demoversion IWE 2011Documento47 páginasDemoversion IWE 2011Burag HamparyanAinda não há avaliações
- Britannia FinalDocumento39 páginasBritannia FinalNitinAgnihotri100% (1)
- A Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Documento79 páginasA Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Chandan SrivastavaAinda não há avaliações
- Presenting India's Biggest NYE 2023 Destination PartyDocumento14 páginasPresenting India's Biggest NYE 2023 Destination PartyJadhav RamakanthAinda não há avaliações
- MTD Microwave Techniques and Devices TEXTDocumento551 páginasMTD Microwave Techniques and Devices TEXTARAVINDAinda não há avaliações
- Activity Problem Set G4Documento5 páginasActivity Problem Set G4Cloister CapananAinda não há avaliações
- Questions For ReviewDocumento2 páginasQuestions For ReviewJoemar JavierAinda não há avaliações
- Superelement Modeling-Based Dynamic Analysis of Vehicle Body StructuresDocumento7 páginasSuperelement Modeling-Based Dynamic Analysis of Vehicle Body StructuresDavid C HouserAinda não há avaliações
- Rodriguez, Joseph Lorenz Ceit-08-402ADocumento7 páginasRodriguez, Joseph Lorenz Ceit-08-402AJOSEPH LORENZ RODRIGUEZAinda não há avaliações
- Constitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Documento3 páginasConstitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Mukesh ShuklaAinda não há avaliações
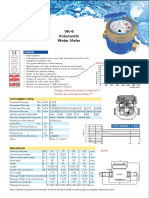
- Baylan: VK-6 Volumetric Water MeterDocumento1 páginaBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaAinda não há avaliações
- WebquestDocumento3 páginasWebquestapi-501133650Ainda não há avaliações
- Convert MS Word Documents to LinuxDocumento16 páginasConvert MS Word Documents to Linux8043 Nitish MittalAinda não há avaliações
- March 29, 2013 Strathmore TimesDocumento31 páginasMarch 29, 2013 Strathmore TimesStrathmore TimesAinda não há avaliações
- Ceoeg-Cebqn Rev0Documento3 páginasCeoeg-Cebqn Rev0jbarbosaAinda não há avaliações
- Chapter 2 FlywheelDocumento24 páginasChapter 2 Flywheelshazwani zamriAinda não há avaliações
- Supplement - 7 Procurement Manual: Democratic Socialist Republic of Sri LankaDocumento8 páginasSupplement - 7 Procurement Manual: Democratic Socialist Republic of Sri LankaDinuka MalinthaAinda não há avaliações
- An-7004 IGBT Driver Calculation Rev00Documento8 páginasAn-7004 IGBT Driver Calculation Rev00Raghuram YaramatiAinda não há avaliações
- MEETING OF THE BOARD OF GOVERNORS Committee on University Governance April 17, 2024Documento8 páginasMEETING OF THE BOARD OF GOVERNORS Committee on University Governance April 17, 2024Jamie BouletAinda não há avaliações
- Bataan Peninsula State University - Balanga Campus: Certificate of RegistrationDocumento1 páginaBataan Peninsula State University - Balanga Campus: Certificate of RegistrationMichael PeraltaAinda não há avaliações
- Medhat CVDocumento2 páginasMedhat CVSemsem MakAinda não há avaliações
- SS Corrosion SlidesDocumento36 páginasSS Corrosion SlidesNathanianAinda não há avaliações
- Find The Minimal Sum of Products For The Boolean Expression F Using Quine-Mccluskey MethodDocumento15 páginasFind The Minimal Sum of Products For The Boolean Expression F Using Quine-Mccluskey MethodSaira RasulAinda não há avaliações
- NPTEL Web Course On Complex Analysis: A. SwaminathanDocumento19 páginasNPTEL Web Course On Complex Analysis: A. SwaminathanMohit SharmaAinda não há avaliações
- AAFA Webinar Intertek Jan 2012 V5Documento29 páginasAAFA Webinar Intertek Jan 2012 V5rabiulfAinda não há avaliações
- InfosysDocumento22 páginasInfosysTarun Singhal50% (2)
- Counsel For Plaintiff, Mark Shin: United States District Court Northern District of CaliforniaDocumento21 páginasCounsel For Plaintiff, Mark Shin: United States District Court Northern District of CaliforniafleckaleckaAinda não há avaliações
- MongoDB vs RDBMS - A ComparisonDocumento20 páginasMongoDB vs RDBMS - A ComparisonShashank GuptaAinda não há avaliações
- TSM V5.3 Technical GuideDocumento456 páginasTSM V5.3 Technical GuideparifsAinda não há avaliações
- Desarmado y Armado de Transmision 950BDocumento26 páginasDesarmado y Armado de Transmision 950Bedilberto chableAinda não há avaliações