Você também pode gostar
- Lista Subestaciones ElectricasDocumento1 páginaLista Subestaciones ElectricasedwinAinda não há avaliações
- Instrucciones de Instalacion Itpv 2.0Documento10 páginasInstrucciones de Instalacion Itpv 2.0edwinAinda não há avaliações
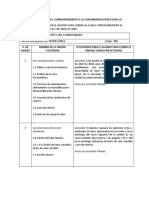
- ACTIVIDADES DE Primera Oportunidad REFRIGERACIÓN Y AIRE ACONDICIONADODocumento19 páginasACTIVIDADES DE Primera Oportunidad REFRIGERACIÓN Y AIRE ACONDICIONADOedwinAinda não há avaliações
- Refrigeración y Aire Acondicionado ACTIVIDADES A REALIZAR EN SEGUNDA OPORTUNIDADDocumento4 páginasRefrigeración y Aire Acondicionado ACTIVIDADES A REALIZAR EN SEGUNDA OPORTUNIDADedwinAinda não há avaliações
- Formula para Calcular Reusos MikrotikDocumento4 páginasFormula para Calcular Reusos MikrotikedwinAinda não há avaliações
- Caseta de ControlDocumento3 páginasCaseta de ControledwinAinda não há avaliações
- Modelado, Sistemas, MatematicosDocumento11 páginasModelado, Sistemas, MatematicosedwinAinda não há avaliações
- Rubricas Maquinas y Equipos Termicos 1Documento5 páginasRubricas Maquinas y Equipos Termicos 1edwinAinda não há avaliações
- Investigacion 1-Medio Sumador, Sumador, Completo, Medio RestadorDocumento25 páginasInvestigacion 1-Medio Sumador, Sumador, Completo, Medio RestadoredwinAinda não há avaliações
- Ensayo Auditorias EnergeticasDocumento2 páginasEnsayo Auditorias EnergeticasedwinAinda não há avaliações
- Investigacion, Lubricantes Mecanicos-Administracion y Tecnicas de MantenimientoDocumento16 páginasInvestigacion, Lubricantes Mecanicos-Administracion y Tecnicas de MantenimientoedwinAinda não há avaliações
- Energia Eolica - InvestigacionDocumento11 páginasEnergia Eolica - InvestigacionedwinAinda não há avaliações
- Reporte de Practica CapacitoresDocumento12 páginasReporte de Practica CapacitoresedwinAinda não há avaliações
- Reporte de Practica ResistoresDocumento13 páginasReporte de Practica ResistoresedwinAinda não há avaliações
- Tarea Curvas de Bezier - Monzon Gonzalez Herwin EduardoDocumento4 páginasTarea Curvas de Bezier - Monzon Gonzalez Herwin EduardoedwinAinda não há avaliações
- Medidores de Calidad de EnergíaDocumento6 páginasMedidores de Calidad de EnergíaedwinAinda não há avaliações
- Energia Eolica - InvestigacionDocumento11 páginasEnergia Eolica - InvestigacionedwinAinda não há avaliações
- Practicas de MetrologiaDocumento19 páginasPracticas de MetrologiaedwinAinda não há avaliações
- Tarea 2 ConjuntosDocumento4 páginasTarea 2 ConjuntosCatalina CarvajalAinda não há avaliações
- OUTPUTDocumento11 páginasOUTPUTChristianAinda não há avaliações
- Clase 1 Climatizacion CES 2020Documento48 páginasClase 1 Climatizacion CES 2020Fquezadae Fernando Quezada EspinozaAinda não há avaliações
- Laboratorio 4 Procesos Metalúrgicos I (Autoguardado)Documento14 páginasLaboratorio 4 Procesos Metalúrgicos I (Autoguardado)diogoAinda não há avaliações
- Ejercicios de Triangulos Rectangulos 3Documento4 páginasEjercicios de Triangulos Rectangulos 3daisyyayalaeAinda não há avaliações
- Como Detectar Equipos Obsoletos en AD Con OldcmpDocumento4 páginasComo Detectar Equipos Obsoletos en AD Con OldcmphellcrowAinda não há avaliações
- Caracterizacion Estructural de ProteinasDocumento9 páginasCaracterizacion Estructural de ProteinasMarta FerliniAinda não há avaliações
- Subtema 4.2.4 Transistores IgbtDocumento11 páginasSubtema 4.2.4 Transistores IgbtClyde Yamir Poblete SanchezAinda não há avaliações
- Técnicas e Instrumentos de Recojo de InformaciónDocumento7 páginasTécnicas e Instrumentos de Recojo de InformaciónMerlyAinda não há avaliações
- Unidades de Medida de LongitudDocumento15 páginasUnidades de Medida de LongitudGeraldyn Maryuri P�rez CorredorAinda não há avaliações
- Excel - Fórmulas y Funciones AvanzadasDocumento25 páginasExcel - Fórmulas y Funciones AvanzadasHector Rodriguez100% (1)
- Gas Natural 2010Documento107 páginasGas Natural 2010rondador23100% (4)
- Analisis de Imagenes SatelitalesDocumento59 páginasAnalisis de Imagenes SatelitalesprigogineAinda não há avaliações
- s02s1 Tarea Resolucion de Ejercicios Edyp CGT Utp HHBL 2021Documento7 páginass02s1 Tarea Resolucion de Ejercicios Edyp CGT Utp HHBL 2021jesus hector inofuente alemanAinda não há avaliações
- Unidad 2.1 Circuitos Hidraulicos y NeumaticosDocumento33 páginasUnidad 2.1 Circuitos Hidraulicos y NeumaticosMisael Galicia FloresAinda não há avaliações
- AlquinosDocumento50 páginasAlquinosDany MirelyAinda não há avaliações
- Criterios de LogroDocumento2 páginasCriterios de LogroAndres AvilaAinda não há avaliações
- Concepto Diferencial Interpretación Geométrica de Las DiferencialesDocumento1 páginaConcepto Diferencial Interpretación Geométrica de Las DiferencialesBryan TqAinda não há avaliações
- PRÁCTICA No. 9Documento6 páginasPRÁCTICA No. 9David UchihaAinda não há avaliações
- Ley de HenryDocumento3 páginasLey de HenrydiegoAinda não há avaliações
- Iq 6 BEnergia OCW PDFDocumento29 páginasIq 6 BEnergia OCW PDFAndy BatistaAinda não há avaliações
- HidrogeologíaDocumento24 páginasHidrogeologíaWilderAlexanderMCAinda não há avaliações
- 5 Instrucciones para El Entrenamiento en VigiflowDocumento8 páginas5 Instrucciones para El Entrenamiento en VigiflowROSYVELASQMAinda não há avaliações
- Actividad7 Álgebra LinealDocumento5 páginasActividad7 Álgebra LinealCruz MendozaAinda não há avaliações
- MANIDocumento8 páginasMANICoco MirandiAinda não há avaliações
- EyM - Unidad 3 Ejercitario 2020-2Documento2 páginasEyM - Unidad 3 Ejercitario 2020-2Moisés AparicioAinda não há avaliações
- Intercambiadores de Calor de Tubo y CorazaDocumento32 páginasIntercambiadores de Calor de Tubo y CorazaYuri JacoboAinda não há avaliações
- Ejercicios Cap12 Control de Calidad y 6 SigmaDocumento11 páginasEjercicios Cap12 Control de Calidad y 6 SigmaElias Jose Albis Pacheco50% (2)
- El Sonido Fenomenos OndulatoriosDocumento2 páginasEl Sonido Fenomenos OndulatoriosD'imrPoloAinda não há avaliações
- Como Vectorizar Una Imagen (Tutorial Propio) - Taringa!Documento12 páginasComo Vectorizar Una Imagen (Tutorial Propio) - Taringa!resmarAinda não há avaliações