Você também pode gostar
- Parâmetros TIG para aços, alumínioDocumento3 páginasParâmetros TIG para aços, alumínioLourival Santos100% (2)
- Guia Confeccoes PDFDocumento68 páginasGuia Confeccoes PDFdebora1705100% (2)
- Dimensionamento de perfis para compressãoDocumento5 páginasDimensionamento de perfis para compressãoRodrigo DuarteAinda não há avaliações
- LIGAS METÁLICAS NÃO FERROSASDocumento41 páginasLIGAS METÁLICAS NÃO FERROSASAgostinho MarinhoAinda não há avaliações
- Dicionario Naval de Termos TecnicosDocumento82 páginasDicionario Naval de Termos Tecnicosjvexoskeletal100% (1)
- Ligas de Cobre SociescDocumento87 páginasLigas de Cobre SociescLucas CostaAinda não há avaliações
- Consumíveis de soldagem: eletrodos, varetas, gases e fluxosDocumento44 páginasConsumíveis de soldagem: eletrodos, varetas, gases e fluxosLeandro Almeida100% (2)
- Resumo FísicaDocumento4 páginasResumo Físicajoaogml100% (2)
- Comparação tabela especificações principaisDocumento5 páginasComparação tabela especificações principaisEwerthon Brand's100% (1)
- Projeto de instalações elétricas residenciaisDocumento74 páginasProjeto de instalações elétricas residenciaisisraelanjos100% (1)
- Apostila Estrutural CompletaDocumento338 páginasApostila Estrutural CompletaAndre JunqueiraAinda não há avaliações
- Curso Mecatrônica MetrologiaDocumento25 páginasCurso Mecatrônica MetrologiaisraelanjosAinda não há avaliações
- Tratamento de AguasDocumento74 páginasTratamento de AguasDeivid Carlos100% (1)
- Relatorio To Convencional e A LaserDocumento6 páginasRelatorio To Convencional e A LaserisraelanjosAinda não há avaliações
- Retificador de Onda Completa em PonteDocumento11 páginasRetificador de Onda Completa em PontePedro Henrique Neves75% (4)
- Proteção contra corrosão a quente em caldeirasDocumento12 páginasProteção contra corrosão a quente em caldeirasAlexander Muñoz MuñozAinda não há avaliações
- Cátalogo IndusvalvesDocumento8 páginasCátalogo IndusvalvesJosé Veríssimo Ribeiro de ToledoAinda não há avaliações
- NBR 7400-2015 HDG UniformidadeDocumento9 páginasNBR 7400-2015 HDG UniformidadeddamascenohineAinda não há avaliações
- Xxxxx-Se-E-40-Lm-4-600-R01 - Eletrodutos e Acessorios - Lista de MateriaisDocumento3 páginasXxxxx-Se-E-40-Lm-4-600-R01 - Eletrodutos e Acessorios - Lista de Materiaisemail milhõesAinda não há avaliações
- Tabela Preços - Tecfi 2013Documento24 páginasTabela Preços - Tecfi 2013Carlos MagalhãesAinda não há avaliações
- Introdução aos principais processos de soldagemDocumento52 páginasIntrodução aos principais processos de soldagemJovani SecrettiAinda não há avaliações
- Rev. F 11 / 2016: ProcedimentoDocumento10 páginasRev. F 11 / 2016: ProcedimentoAntonio AbreuAinda não há avaliações
- Ligas Ferrosas - Materiais MetálicosDocumento8 páginasLigas Ferrosas - Materiais MetálicosJonasAinda não há avaliações
- Caracterização Mecânica Por Ensaio de Tração de Alumínio Utilizados em Chassis de MotocicletasDocumento46 páginasCaracterização Mecânica Por Ensaio de Tração de Alumínio Utilizados em Chassis de MotocicletasThiago Cruz Da SilvaAinda não há avaliações
- Peça Das Redes IrrigabrasilDocumento9 páginasPeça Das Redes IrrigabrasilMouraAinda não há avaliações
- Análise de dureza em aços de construção mecânicaDocumento12 páginasAnálise de dureza em aços de construção mecânicaGuilherme Dias ZarurAinda não há avaliações
- Tecnologia Mecânica I: Produtos SiderúrgicosDocumento51 páginasTecnologia Mecânica I: Produtos SiderúrgicosLeonardo ChatzoglouAinda não há avaliações
- Venda de materiais para construçãoDocumento13 páginasVenda de materiais para construçãoTopp EngenhariaAinda não há avaliações
- Su335 AutoprotegidoDocumento1 páginaSu335 AutoprotegidoFelipe Moreira de PáduaAinda não há avaliações
- Ferro-gusa, estrutura e processo do alto-fornoDocumento41 páginasFerro-gusa, estrutura e processo do alto-fornoJulio AndradeAinda não há avaliações
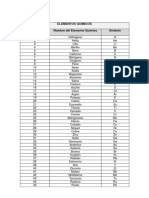
- Elementos QuimicosDocumento3 páginasElementos QuimicosyngridAinda não há avaliações
- Modelos de Chapas PDFDocumento11 páginasModelos de Chapas PDFsidpvaiAinda não há avaliações
- Din 906Documento2 páginasDin 906william_m08100% (1)
- Catálogo EPCMDocumento6 páginasCatálogo EPCMJoão Paulo Braga TavaresAinda não há avaliações
- Aços ARBLDocumento13 páginasAços ARBLSergio AlvesAinda não há avaliações
- DezincificaçãoDocumento16 páginasDezincificaçãoRomulo PaulichenAinda não há avaliações