Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Understanding Photography-Master Your Digital Camera and Capture That Perfect Photo by Sean T. McHugh 2019Documento319 páginasUnderstanding Photography-Master Your Digital Camera and Capture That Perfect Photo by Sean T. McHugh 2019powergraphics100% (3)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Kress Van Leeuwen 2001Documento23 páginasKress Van Leeuwen 2001Patrick Humphries0% (1)
- Types of JournalingDocumento6 páginasTypes of JournalingJesh Granado100% (1)
- Test 5 - Respuestas Nivel Higher PDFDocumento2 páginasTest 5 - Respuestas Nivel Higher PDFToñi Lopez80% (10)
- Cement Mill Water Spray System ReportDocumento48 páginasCement Mill Water Spray System ReportMUNEEB WAHEED50% (2)
- SMA AfricanArt Vol1Documento69 páginasSMA AfricanArt Vol1renato100% (1)
- Arts Throughout HistoryDocumento8 páginasArts Throughout Historyapi-264373083100% (4)
- Reading Builder 3 PDFDocumento7 páginasReading Builder 3 PDFnathalia costaAinda não há avaliações
- Architectural Reviewers - History & TheoryDocumento101 páginasArchitectural Reviewers - History & Theorykharen97% (30)
- Construction ContractDocumento4 páginasConstruction ContractFe Magpantay-VillaAinda não há avaliações
- Vibration Analysis Level-1 Training CourseDocumento23 páginasVibration Analysis Level-1 Training CourseMUNEEB WAHEED100% (1)
- A - Design 1979-Roma InterrottaDocumento107 páginasA - Design 1979-Roma InterrottaJuan Piñeros100% (2)
- Wuttunee Stephane Dreaming The PyramidDocumento414 páginasWuttunee Stephane Dreaming The Pyramidlectoraavida100% (2)
- Schultz, Carlo ScarpaDocumento10 páginasSchultz, Carlo ScarpaSAVAinda não há avaliações
- Cat 60 Band Saw Blade Low-ResDocumento56 páginasCat 60 Band Saw Blade Low-ResMUNEEB WAHEEDAinda não há avaliações
- Maintenance PracticesDocumento17 páginasMaintenance PracticesMUNEEB WAHEEDAinda não há avaliações
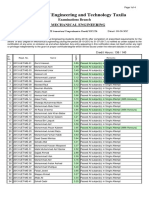
- UET Taxila Mechanical Engineering Degree Results 2017Documento4 páginasUET Taxila Mechanical Engineering Degree Results 2017MUNEEB WAHEEDAinda não há avaliações
- Fee Concession FormDocumento2 páginasFee Concession FormNauman Hameed0% (1)
- GB Boiler Tube Norma ChinesaDocumento18 páginasGB Boiler Tube Norma ChinesaJose Marcos Martins ReisAinda não há avaliações
- Gear BoxDocumento29 páginasGear BoxSheikh Zakir100% (1)
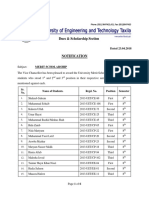
- Dues & Scholarship Section: NotificationDocumento6 páginasDues & Scholarship Section: NotificationMUNEEB WAHEEDAinda não há avaliações
- Dues Notices For Fall Samester 2015 2014 2013 SessionDocumento3 páginasDues Notices For Fall Samester 2015 2014 2013 SessionMuhammadMansoorGoharAinda não há avaliações
- S.# Answer Option (A) Answer Option (B) Answer Option (C) Answer Option (D)Documento2 páginasS.# Answer Option (A) Answer Option (B) Answer Option (C) Answer Option (D)MUNEEB WAHEEDAinda não há avaliações
- Rolling Bearings - 17000 EN - TCM - 12-121486Documento1.152 páginasRolling Bearings - 17000 EN - TCM - 12-121486Abhinav SaiAinda não há avaliações
- Mohr's Circle: Academic Resource CenterDocumento23 páginasMohr's Circle: Academic Resource CentersyedamiriqbalAinda não há avaliações
- HEC Need Based Scholarship 2015-16Documento9 páginasHEC Need Based Scholarship 2015-16MUNEEB WAHEEDAinda não há avaliações
- Coal Mill BeltsDocumento6 páginasCoal Mill BeltsMUNEEB WAHEEDAinda não há avaliações
- Planetary Gearboxes Line 3Documento7 páginasPlanetary Gearboxes Line 3MUNEEB WAHEEDAinda não há avaliações
- Main PartsDocumento3 páginasMain PartsMUNEEB WAHEEDAinda não há avaliações
- Internal GrindingDocumento10 páginasInternal GrindingMUNEEB WAHEEDAinda não há avaliações
- Final Rep PDFDocumento16 páginasFinal Rep PDFMUNEEB WAHEEDAinda não há avaliações
- New Microsoft Excel WorksheetDocumento1 páginaNew Microsoft Excel WorksheetMUNEEB WAHEEDAinda não há avaliações
- Materials CreepDocumento21 páginasMaterials CreepGerry AnandaAinda não há avaliações
- Main PartsDocumento3 páginasMain PartsMUNEEB WAHEEDAinda não há avaliações
- 2D Analysis of Filleted BarDocumento4 páginas2D Analysis of Filleted BarMUNEEB WAHEEDAinda não há avaliações
- Bifilar GPHDocumento1 páginaBifilar GPHMUNEEB WAHEEDAinda não há avaliações
- Everyday English 1 - Module 8 TestDocumento2 páginasEveryday English 1 - Module 8 TestXmauiX0% (1)
- Feather Art of The Brazilian IndiansDocumento6 páginasFeather Art of The Brazilian IndiansAhmad SolimanAinda não há avaliações
- 3M Scotchkote - Custom Coating GuideDocumento16 páginas3M Scotchkote - Custom Coating GuideUgoRibeiroAinda não há avaliações
- HT 521 81071 000 ENDocumento6 páginasHT 521 81071 000 ENEdward AguillónAinda não há avaliações
- Press Release: NdigoDocumento2 páginasPress Release: Ndigoapi-78823106Ainda não há avaliações
- Dupa PaintDocumento1 páginaDupa PaintLemark R.Ainda não há avaliações
- PageMaker7.0 TutorialDocumento80 páginasPageMaker7.0 Tutorialmuthuprakash123Ainda não há avaliações
- Curatorial Statement Guidelines: A Few SamplesDocumento2 páginasCuratorial Statement Guidelines: A Few SamplesDonatela OpethianAinda não há avaliações
- Art Study IndiaDocumento10 páginasArt Study IndiarominachemearriagaAinda não há avaliações
- 1950s Fabric Trends: From Faille to Full Swing TextilesDocumento5 páginas1950s Fabric Trends: From Faille to Full Swing TextilesSpoorthi PoojariAinda não há avaliações
- Monemvasia SimpleDocumento4 páginasMonemvasia Simplesammy2121Ainda não há avaliações
- Chapter 2REVIEW OF RELATED LITERATUREDocumento8 páginasChapter 2REVIEW OF RELATED LITERATUREmolecule atomAinda não há avaliações
- The Magic Behind Tux PaintDocumento16 páginasThe Magic Behind Tux PaintMohan KrishnaAinda não há avaliações
- Labu Sayong: Malaysia's Unique Clay Pitcher Art & CraftDocumento10 páginasLabu Sayong: Malaysia's Unique Clay Pitcher Art & Craftwan saiyidah nafisahAinda não há avaliações
- Why Theatre? A Study of Robert Wilson: Digital Commons at Butler UniversityDocumento53 páginasWhy Theatre? A Study of Robert Wilson: Digital Commons at Butler UniversityademsesliAinda não há avaliações
- History of Sikkim PresentationDocumento5 páginasHistory of Sikkim PresentationNavleen kaurAinda não há avaliações
- WWII Art CollectionDocumento2 páginasWWII Art CollectionAnonymous 7bsvkAEloAinda não há avaliações
- Pollock, Modernity and The Spaces of FemininityDocumento13 páginasPollock, Modernity and The Spaces of FemininityFanni BoncziAinda não há avaliações