Você também pode gostar
- 1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Documento2 páginas1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Carlin BabuchasAinda não há avaliações
- Estacion Total TopconDocumento2 páginasEstacion Total TopconCarlin BabuchasAinda não há avaliações
- Pinza Amperimetrica Klein Tools CL900 SN 1217C-C1Documento2 páginasPinza Amperimetrica Klein Tools CL900 SN 1217C-C1Carlin BabuchasAinda não há avaliações
- Megohmetro Fluke 1550C SN 1420021Documento3 páginasMegohmetro Fluke 1550C SN 1420021Carlin BabuchasAinda não há avaliações
- Prensa de Compresion Testmark CM+2500Documento4 páginasPrensa de Compresion Testmark CM+2500Carlin BabuchasAinda não há avaliações
- 1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Documento2 páginas1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Carlin BabuchasAinda não há avaliações
- Certificado Estacion Total TecniprecisiónDocumento3 páginasCertificado Estacion Total TecniprecisiónCarlin BabuchasAinda não há avaliações
- ARCO ECCE 20 159 Aclaratoria Orion Energy SignedDocumento2 páginasARCO ECCE 20 159 Aclaratoria Orion Energy SignedCarlin BabuchasAinda não há avaliações
- Insulation Tester 10KV Fluke 1555 (I Help) 2022-12-09Documento4 páginasInsulation Tester 10KV Fluke 1555 (I Help) 2022-12-09Carlin BabuchasAinda não há avaliações
- 849 C.C. Company Pca Llave Dinamométrica K-D Tools 2953 SN 0 8 1 0 7 2 9 5 5Documento2 páginas849 C.C. Company Pca Llave Dinamométrica K-D Tools 2953 SN 0 8 1 0 7 2 9 5 5Carlin BabuchasAinda não há avaliações
- 612 C.C. Company Manometro Noshok N-D SN T P - P C M A N - 0 3Documento2 páginas612 C.C. Company Manometro Noshok N-D SN T P - P C M A N - 0 3Carlin BabuchasAinda não há avaliações
- Certificado de Calibracion - Holiday Alto VoltajeDocumento2 páginasCertificado de Calibracion - Holiday Alto VoltajeCarlin BabuchasAinda não há avaliações
- Sac 2022-001Documento4 páginasSac 2022-001Carlin BabuchasAinda não há avaliações
- MTR Amb 001Documento21 páginasMTR Amb 001Carlin BabuchasAinda não há avaliações
- 1.2 TDR Ampliación Eno Fase I Rev0 2020 04 19 FinalDocumento14 páginas1.2 TDR Ampliación Eno Fase I Rev0 2020 04 19 FinalCarlin BabuchasAinda não há avaliações
- T. Comerciales Epc Upgrade RonDocumento4 páginasT. Comerciales Epc Upgrade RonCarlin BabuchasAinda não há avaliações
- TDR Upgrade Facilidades Ron EpcDocumento10 páginasTDR Upgrade Facilidades Ron EpcCarlin BabuchasAinda não há avaliações
- Acta Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Documento4 páginasActa Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Carlin BabuchasAinda não há avaliações
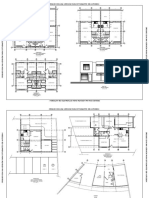
- Planos DepartamentoDocumento9 páginasPlanos DepartamentoCarlin BabuchasAinda não há avaliações
- Histograma Personal. Construccion y Arranque FacilitiesRON - 2020 - 01-13Documento2 páginasHistograma Personal. Construccion y Arranque FacilitiesRON - 2020 - 01-13Carlin BabuchasAinda não há avaliações
- Curso ImportacionesDocumento57 páginasCurso ImportacionesCarlin BabuchasAinda não há avaliações
- Pr-Oc-Ol-5-1.1 (Plan de Revegetacion Del DDV)Documento3 páginasPr-Oc-Ol-5-1.1 (Plan de Revegetacion Del DDV)Carlin BabuchasAinda não há avaliações
- Consultas Eno Central FinalDocumento23 páginasConsultas Eno Central FinalCarlin BabuchasAinda não há avaliações
- Orion Formulario de Precios EPC-Rev-G-AB - 15octDocumento1 páginaOrion Formulario de Precios EPC-Rev-G-AB - 15octCarlin BabuchasAinda não há avaliações
- Bases Licitación Nave Industrial CalacalíDocumento6 páginasBases Licitación Nave Industrial CalacalíCarlin BabuchasAinda não há avaliações
- Instructivo para Pruebas Hidrostáticas de Estanqueidad para Tanques de AlmacenamientoDocumento13 páginasInstructivo para Pruebas Hidrostáticas de Estanqueidad para Tanques de AlmacenamientoCarlin Babuchas100% (2)
- NTP-1068 2016 Vibraciones Alternativas para Evaluar El RiesgoDocumento6 páginasNTP-1068 2016 Vibraciones Alternativas para Evaluar El RiesgoAnonymous IbHP1NYAinda não há avaliações
- Receta de InglésDocumento12 páginasReceta de InglésJavier SauzaAinda não há avaliações
- Gestion de RiesgosDocumento48 páginasGestion de RiesgosHenry JunniorAinda não há avaliações
- Biomarcadores y BiometriaDocumento6 páginasBiomarcadores y Biometriaamalia casilla vidalAinda não há avaliações
- Convenio de Individual de Prestaciones AlimentariasDocumento2 páginasConvenio de Individual de Prestaciones AlimentariasDiana suarezAinda não há avaliações
- Extracto de BancosDocumento9 páginasExtracto de BancosjohannaAinda não há avaliações
- Varicela 210222+1Documento12 páginasVaricela 210222+1karenAinda não há avaliações
- Estado Hiperosmolar Hiperglicemico ESDocumento15 páginasEstado Hiperosmolar Hiperglicemico ESbboyhelyAinda não há avaliações
- Manual Delegados Cne 2021Documento16 páginasManual Delegados Cne 2021Primaria Barrio la EstanciaAinda não há avaliações
- MineroReyes JenniferGuiviny M2S3AI5Documento2 páginasMineroReyes JenniferGuiviny M2S3AI5jennifer minero reyesAinda não há avaliações
- Conceptos Generales de La InformaticaDocumento7 páginasConceptos Generales de La InformaticaSergio Sanchez RojasAinda não há avaliações
- Interpretacion TopograficaDocumento14 páginasInterpretacion TopograficaCESAR BUITRAGO RUIZAinda não há avaliações
- Pauta Alimentaria PauliDocumento3 páginasPauta Alimentaria PauliPaulina Muñoz CastilloAinda não há avaliações
- Trabajo de Monfragüe (Cáceres)Documento10 páginasTrabajo de Monfragüe (Cáceres)Soufian NadifAinda não há avaliações
- Diagnóstico Por Los 8 Principios. MTCHDocumento2 páginasDiagnóstico Por Los 8 Principios. MTCHJelitza NaranjoAinda não há avaliações
- FORMATO GTH-P18-F1 Inscripcion o Actualizacion en El EscalafonDocumento2 páginasFORMATO GTH-P18-F1 Inscripcion o Actualizacion en El EscalafonLiyiPaterninaAinda não há avaliações
- Plantas Utiles de BailadoresDocumento27 páginasPlantas Utiles de Bailadoresveliger2009Ainda não há avaliações
- Sociales Taller 10 PDFDocumento2 páginasSociales Taller 10 PDFAndrea Giraldo HerreraAinda não há avaliações
- Germen DentalDocumento4 páginasGermen DentalSandra MolinaAinda não há avaliações
- Procesos 2Documento5 páginasProcesos 2lauraAinda não há avaliações
- Cuento La Aventura Del Plato MágicoDocumento1 páginaCuento La Aventura Del Plato MágicomoranfonsecaraulAinda não há avaliações
- Ventilador de Tiro InducidoDocumento1 páginaVentilador de Tiro InducidoJuan RoaAinda não há avaliações
- Expresión No VerbalDocumento34 páginasExpresión No VerbalJuan ReyesAinda não há avaliações
- Evaluación Práctica Física Mecánica 1-2020Documento3 páginasEvaluación Práctica Física Mecánica 1-2020ANDREA FERNANDA BARAJAS CAROAinda não há avaliações
- Imprimir Crucigrama - Excel (Tecnologia - 10º - Secundaria)Documento3 páginasImprimir Crucigrama - Excel (Tecnologia - 10º - Secundaria)Luis Armando Plaza FallaAinda não há avaliações
- Informe de Laboratorio Nº4 Leyes de Newton. Maquinas Simples y Desplazamientos Sobre Un PlanoDocumento13 páginasInforme de Laboratorio Nº4 Leyes de Newton. Maquinas Simples y Desplazamientos Sobre Un Planojavier19alejandroAinda não há avaliações
- Elaboracion de Leche de Soya (Mezcla en Polvo A Base de Proteina de Soya)Documento19 páginasElaboracion de Leche de Soya (Mezcla en Polvo A Base de Proteina de Soya)Valentina VanegasAinda não há avaliações
- Sistema Constructivo Adobe-LibreDocumento30 páginasSistema Constructivo Adobe-LibreDiego Fernando Vazquez75% (4)
- Coherencia Cardiaca, Ana BDocumento2 páginasCoherencia Cardiaca, Ana BAndres varsobiaAinda não há avaliações
- Misión ChiriquíDocumento27 páginasMisión ChiriquíMarleny YiselAinda não há avaliações