Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- API 510 Corrosion Rate and Remaining Life CalculationsDocumento2 páginasAPI 510 Corrosion Rate and Remaining Life Calculationshirenpatel_6233% (6)
- Shell ConfigurationDocumento6 páginasShell Configurationhirenpatel_62Ainda não há avaliações
- Issn (Online) 2321-3051Documento14 páginasIssn (Online) 2321-3051hirenpatel_62Ainda não há avaliações
- Shell ConfigurationDocumento6 páginasShell Configurationhirenpatel_62Ainda não há avaliações
- U-Tube Heat ExchangerDocumento9 páginasU-Tube Heat Exchangerhirenpatel_62Ainda não há avaliações
- Issn (Online) 2321-3051Documento14 páginasIssn (Online) 2321-3051hirenpatel_62Ainda não há avaliações
- U-Tube Heat ExchangerDocumento9 páginasU-Tube Heat Exchangerhirenpatel_62Ainda não há avaliações
- U-Tube Heat ExchangerDocumento9 páginasU-Tube Heat Exchangerhirenpatel_62Ainda não há avaliações
- Issn (Online) 2321-3051Documento14 páginasIssn (Online) 2321-3051hirenpatel_62Ainda não há avaliações
- Design of Shell & Tube Heat ExchangersDocumento19 páginasDesign of Shell & Tube Heat Exchangershirenpatel_62Ainda não há avaliações
- Design of Shell & Tube Heat ExchangersDocumento19 páginasDesign of Shell & Tube Heat Exchangershirenpatel_62Ainda não há avaliações
- Issn (Online) 2321-3051Documento14 páginasIssn (Online) 2321-3051hirenpatel_62Ainda não há avaliações
- Issn (Online) 2321-3051Documento14 páginasIssn (Online) 2321-3051hirenpatel_62Ainda não há avaliações
- Design of Shell & Tube Heat ExchangersDocumento19 páginasDesign of Shell & Tube Heat Exchangershirenpatel_62Ainda não há avaliações
- Design of Shell & Tube Heat ExchangersDocumento19 páginasDesign of Shell & Tube Heat Exchangershirenpatel_62Ainda não há avaliações
- Welding Rod Selection PDFDocumento1 páginaWelding Rod Selection PDFhirenpatel_62Ainda não há avaliações
- Job Scope & Notes To VendorsDocumento21 páginasJob Scope & Notes To Vendorshirenpatel_62Ainda não há avaliações
- Basics of Exchanger Thermal DesignDocumento23 páginasBasics of Exchanger Thermal Designhirenpatel_62Ainda não há avaliações
- Basics of Exchanger Thermal DesignDocumento23 páginasBasics of Exchanger Thermal Designhirenpatel_62Ainda não há avaliações
- MATERIALS WITH Welding Rod Selection PDFDocumento1 páginaMATERIALS WITH Welding Rod Selection PDFhirenpatel_62Ainda não há avaliações
- HeatExchanger ReportDocumento5 páginasHeatExchanger ReportNur Izzati KamrulnizamAinda não há avaliações
- Basics of Exchanger Thermal DesignDocumento23 páginasBasics of Exchanger Thermal Designhirenpatel_62Ainda não há avaliações
- Htri 105 PDFDocumento1 páginaHtri 105 PDFhirenpatel_62Ainda não há avaliações
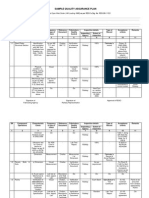
- Sample QAP of Steel Bridge GirderDocumento5 páginasSample QAP of Steel Bridge Girderuday64668Ainda não há avaliações
- Article - Bolted Joint DesignDocumento15 páginasArticle - Bolted Joint DesignPiyush YardiAinda não há avaliações
- View TendDocumento21 páginasView Tendhirenpatel_62Ainda não há avaliações
- VSJE InstructionsDocumento2 páginasVSJE InstructionsRahul KananiAinda não há avaliações
- Bolted JointsDocumento24 páginasBolted JointsPaul ColbertAinda não há avaliações
- Pipe Schedule PDFDocumento1 páginaPipe Schedule PDFMehmet YılmazAinda não há avaliações
- Image Hosting SitesDocumento16 páginasImage Hosting SitesstudentAinda não há avaliações
- Letter Writing: An Informative Powerpoint About LetterDocumento11 páginasLetter Writing: An Informative Powerpoint About LetterMalik KamranAinda não há avaliações
- Army Watercraft SafetyDocumento251 páginasArmy Watercraft SafetyPlainNormalGuy2Ainda não há avaliações
- RELATION AND FUNCTION - ModuleDocumento5 páginasRELATION AND FUNCTION - ModuleAna Marie ValenzuelaAinda não há avaliações
- BRENTON TarrantDocumento4 páginasBRENTON TarrantSayyidAinda não há avaliações
- Hydropneumatic Booster Set MFDocumento5 páginasHydropneumatic Booster Set MFdonchakdeAinda não há avaliações
- Letter of Acceptfor TDocumento3 páginasLetter of Acceptfor TCCSAinda não há avaliações
- Sample Valuation ReportDocumento15 páginasSample Valuation Reportayush singlaAinda não há avaliações
- Ladies Code I'm Fine Thank YouDocumento2 páginasLadies Code I'm Fine Thank YoubobbybiswaggerAinda não há avaliações
- STD Specification For Design and Integration of Fuel Energy Storage F3063Documento7 páginasSTD Specification For Design and Integration of Fuel Energy Storage F3063Kobus PretoriusAinda não há avaliações
- Line Integrals in The Plane: 4. 4A. Plane Vector FieldsDocumento7 páginasLine Integrals in The Plane: 4. 4A. Plane Vector FieldsShaip DautiAinda não há avaliações
- When I Was A ChildDocumento2 páginasWhen I Was A Childapi-636173534Ainda não há avaliações
- Forensic My Cology Mcgraw HillDocumento8 páginasForensic My Cology Mcgraw HillJayanti RaufAinda não há avaliações
- Gummy Bear Story RubricDocumento1 páginaGummy Bear Story Rubricapi-365008921Ainda não há avaliações
- The Art of Street PhotographyDocumento13 páginasThe Art of Street PhotographyDP ZarpaAinda não há avaliações
- ResearchDocumento10 páginasResearchhridoy tripuraAinda não há avaliações
- Internal Gear Pump: Replaces: 03.08 Material No. R901216585 Type PGH.-3XDocumento36 páginasInternal Gear Pump: Replaces: 03.08 Material No. R901216585 Type PGH.-3XbiabamanbemanAinda não há avaliações
- TV Antenna Tower CollapseDocumento4 páginasTV Antenna Tower CollapseImdaad ChuubbAinda não há avaliações
- 762id - Development of Cluster-7 Marginal Field Paper To PetrotechDocumento2 páginas762id - Development of Cluster-7 Marginal Field Paper To PetrotechSATRIOAinda não há avaliações
- Tugas Inggris Text - Kelas 9Documento27 páginasTugas Inggris Text - Kelas 9salviane.theandra.jAinda não há avaliações
- Chemical Safety ChecklistDocumento3 páginasChemical Safety ChecklistPillai Sreejith100% (10)
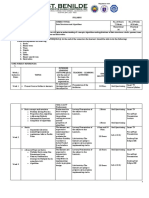
- Data Structures and Algorithms SyllabusDocumento9 páginasData Structures and Algorithms SyllabusBongbong GalloAinda não há avaliações
- Eco EssayDocumento3 páginasEco EssaymanthanAinda não há avaliações
- PC's & Laptop Accessories PDFDocumento4 páginasPC's & Laptop Accessories PDFsundar chapagainAinda não há avaliações
- Financial Statement AnalysisDocumento18 páginasFinancial Statement AnalysisAbdul MajeedAinda não há avaliações
- CCNP SWITCH 300-115 - Outline of The Official Study GuideDocumento31 páginasCCNP SWITCH 300-115 - Outline of The Official Study GuidehammiesinkAinda não há avaliações
- Name: Mercado, Kath DATE: 01/15 Score: Activity Answer The Following Items On A Separate Sheet of Paper. Show Your Computations. (4 Items X 5 Points)Documento2 páginasName: Mercado, Kath DATE: 01/15 Score: Activity Answer The Following Items On A Separate Sheet of Paper. Show Your Computations. (4 Items X 5 Points)Kathleen MercadoAinda não há avaliações
- Silk Road Ensemble in Chapel HillDocumento1 páginaSilk Road Ensemble in Chapel HillEmil KangAinda não há avaliações
- 1000 KilosDocumento20 páginas1000 KilosAbdullah hayreddinAinda não há avaliações
- Chapter 15: Religion in The Modern World: World Religions: A Voyage of DiscoveryDocumento11 páginasChapter 15: Religion in The Modern World: World Religions: A Voyage of DiscoverysaintmaryspressAinda não há avaliações