International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Issue 12, Volume 4 (December 2017) www.ijirae.com
PRODUCTIVITY IMPROVEMENT IN STITCHING
SECTION OF A GARMENT MANUFACTURING
COMPANY
Anand Jayakumar A*
Department of Mechanical Engineering,
SVS College of Engineering, Coimbatore, India
jay4upeople@gmail.com
Krishnaraj C
Department of Mechanical Engineering,
Karpagam College of Engineering, Coimbatore, India
krishna.kce@gmail.com
Aravinth Kumar A
Department of Mechanical Engineering,
KGiSL Institute of Technology, Coimbatore, India
aravinthkumar004@gmail.com
Manuscript History
Number: IJIRAE/RS/Vol.04/Issue12/DCAE10082
DOI: 10.26562/IJIRAE.2017.DCAE10082
Received: 16, November 2017
Final Correction: 09, December 2017
Final Accepted: 17, December 2017
Published: December 2017
Citation: Anand Jayakumar, Krishnaraj, Aravinth Kumar (2017). PRODUCTIVITY IMPROVEMENT IN STITCHING
SECTION OF A GARMENT MANUFACTURING COMPANY. International Journal of Innovative Research in Advanced
Engineering, Volume IV, 08-11. doi: 10.26562/IJIRAE.2017.DCAE10082
Editor: Dr.A.Arul L.S, Chief Editor, IJIRAE, AM Publications, India
Copyright: ©2017 This is an open access article distributed under the terms of the Creative Commons Attribution
License, Which Permits unrestricted use, distribution, and reproduction in any medium, provided the original author
and source are credited
Abstract— In this study one heuristic assembly line balancing technique known as the “Ranked Positional weight
Technique”, developed by Helgeson and Birnie was applied to solve the problem of assembly line balancing in a
garment manufacturing company for one model. Information about solution methods related to assembly line
balancing problems is given. Operator reduction is achieved by line balancing. Layout was modified using the
template method. The aim of this article is the usage of these techniques to improve the productivity in a clothing
company.
Keywords— Assembly line balancing; garment manufacturing industry; layout modification; ranked positional
weight technique; operator reduction;
I. INTRODUCTION
Over the past 170 years, apparel structures has changed from the custom fitting and assembly of individual hand
sewn garments to mechanised, automated and sometimes robotised mass production and distribution of ready to
wear products in the world market. Apparel manufacturing comprises a variety of product categories, materials
and styling and such complexities of manipulating flexible materials and styling and such complexities of
manipulating flexible materials and process. Therefore good balancing and small stocks of work in process during
sewing are the basic concepts to increase the efficiency of production. An assembly line is described as a set of
distinct tasks that is assigned to a set of workstations connected by a transport mechanism in detailed assembling
sequences.
_________________________________________________________________________________________________
IJIRAE: Impact Factor Value – SJIF: Innospace, Morocco (2016): 3.916 | PIF: 2.469 | Jour Info: 4.085 |
ISRAJIF (2016): 3.715 | Indexcopernicus: (ICV 2016): 64.35
IJIRAE © 2014- 17, All Rights Reserved Page –8
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Issue 12, Volume 4 (December 2017) www.ijirae.com
In garment sewing, the components are assembled through a sub assembly process in order to form the finished
product. Therefore the production process includes a set of workstations, at each of which a specific task is carried
out in a restricted sequences with hundreds of employees and thousands of bundles of sub assemblies producing
different styles simultaneously. Generally apparel manufacturers are focussed on whether assembly work will be
finished on time for delivery, finding ways to have more efficiency, how machines and employees are being utilized
and how labour intensity can be minimised whether any station in the assembly line is lagging behind the schedule
and how the assembly line is doing overall. Therefore in order to focus on this kind of labour intensive structure a
pant sewing line was chosen for this study. The production line is analysed by considering the innovative use of
industrial engineering concepts, time study and assembly line balancing. Firstly real data taken from the factory
floor using time studies and precedence constraints are taken into consideration to model the allocation of
operations. The project was carried out at a garment factory in Chennai. Q2D122 model of pant produced in Line A
is taken for the study. In this study, one heuristic assembly line balancing technique known as “Ranked Positional
Weight Technique” developed by Helgeson and Birnie was applied to solve the problem of assembly line balancing
in a clothing company for one model. The aim of this article is to solve the problem of assembly line balancing in a
clothing company. The layout of line A was modified using the template method.
II. LITERATURE REVIEW
The assembly line balancing problem has received considerable attention in the literature and many studies have
been made on this subject since 1954. COMSOAL (Computer Method of Sequencing Operations for Assembly lines)
was first used by Arcus [6] in 1966 as a solution approach to the assembly line balancing problem. Helgeson and
Birnie [7] developed the “Ranked Positional Weight Technique”. In this method the ranked positional weight value
is determined. It is the sum of a specified operation time and working times of the other operations that cannot be
assembled without considering the operation finished. While taking into consideration the cycle time and
technological precedence matrix, the operation having the largest ranged weight is assigned to the first
workstation and other operations are assigned to workstations in accordance with their ranked positional weight
value.For the multi-model assembly line, Kilbridge and Wester[8] developed a simple method to solve line
balancing. In the first stage they formed an appointment table and then they made necessary workload balance
among workstations time taking into consideration precedence relationships and cycle times.
III. METHODOLOGY
In this study the production of Q2D122 model was investigated to improve productivity. By using the “Ranked
Positional Weight Technique” the assembly line balancing problem was solved. The layout was modified using the
template method. This Heuristic method was developed by Helgeson and Birnie of the General Electric Company in
1961. In this method, the ranked positional weight value of each operation is determined. The procedures below
are applied in order to assign operations to workstations. The ranked weight value of an operation is obtained by
summing the operation time considered with the time of other operations that come after that in series. After all of
the ranked positional weights of the operations are determined, they are arranged in decreasing order. Then tasks
are assigned to each workstation starting from the task with the highest ranked positional weight. Before this the
operation having the second highest ranked value should be selected from the remaining working operations in
order to assign to the workstation the precedence constraints the operation time the unused workstation time
should be controlled. The assignment procedure is continued until any one condition below is obtained.
1. If all the operations are assigned to the stations.
2. If there are no operations having either precedence or unassigned time constraints.
This model has 75 operations and an operation list. Its standard times, precedence relations and machine types are
listed below. After the determination of the precedence relationships between operations a technological
precedence diagram was shown in figure. Then the cycle time is calculated as shown below.
C = T/PA.
C = Cycle time.
T = Total working time in a day.
PA = Total production amount in a day.
C = T/PA = 57600/1120 = 51.42 seconds / piece
Then ranked positional weights of operations are calculated by using the method explained above and listed in a
descending order as shown in figure. As a result of balancing, it is found that n = 100 workstations are needed to
balance the line. Balancing results of the ranked positional weight technique as given in table.
Balancing loss is calculated
BL = (nxC - ∑ti ) / ( n x C) x 100%
= (100 x 51.42 – 3674.79) / (100 x 51.42) x 100%
= 28.53%
For this assembly line efficiency values are calculated.
LE = [N∑i=1 ti /(nxC)] x 100% = 75.43%
_________________________________________________________________________________________________
IJIRAE: Impact Factor Value – SJIF: Innospace, Morocco (2016): 3.916 | PIF: 2.469 | Jour Info: 4.085 |
ISRAJIF (2016): 3.715 | Indexcopernicus: (ICV 2016): 64.35
IJIRAE © 2014- 17, All Rights Reserved Page –9
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Issue 12, Volume 4 (December 2017) www.ijirae.com
TABLE I - SAMPLE DATA
Work Work Ranked Precedence Operation Name Total Machine Type Section
Station Task Positional Relations Cycle
Number Number Weight Time
Value
1 1 142 0 Make fly box at bottom 20 SNUBT Fly Section
2 2 123 1 Turn fly box 19 Helper table Fly Section
3 3 93 2 Press fly box 30 Ironing table Fly Section
4 4 69 3 Top stitch fly box 24 SNUBT Fly Section
5 5 30 4 Serge fly and fly box 39 3TO/L Fly Section
6 6 18 5 Tack fly box overlap threads 12 SNUBT Fly Section
7 7 0 6 Inspection 18 Inspection Table Fly Section
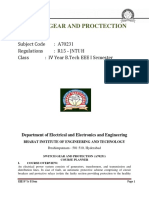
Fig. 1 Layout before modification
Fig. 2 Layout after modification
_________________________________________________________________________________________________
IJIRAE: Impact Factor Value – SJIF: Innospace, Morocco (2016): 3.916 | PIF: 2.469 | Jour Info: 4.085 |
ISRAJIF (2016): 3.715 | Indexcopernicus: (ICV 2016): 64.35
IJIRAE © 2014- 17, All Rights Reserved Page –10
International Journal of Innovative Research in Advanced Engineering (IJIRAE) ISSN: 2349-2163
Issue 12, Volume 4 (December 2017) www.ijirae.com
IV. CONCLUSIONS
The Ranked Positional Weight Technique is easier to apply and has higher line efficiencies. For this reason, when
work elements are assigned to workstations, standard deviation values of standard times are taken into
consideration. This situation enables work elements to be assigned to workstations more sensitively and thus more
reliable assembly line balancing results are obtained. As a result of operator reduction, line efficiency was
improved by 7.11%. By modification of layout travel distance was reduced by 13m and work in process between
two sections was reduced.
REFERENCES
1. Eryuruk S. H, Kalaoglu F, Baskak M, “Assembly Line Balancing in a Clothing Company”, Fibers and Textiles in
Eastern Europe, Vol 16, No 1(66) pp 93-98.
2. Rezul Hasan Shumon Md, Kazi Arif-Uz-Zaman and Azizur Rahman, “Productivity Improvement through Line
Balancing in Apparel Industries”, Proceedings of the 2010 International Conference on Industrial Engineering
and Operations Management Dhaka, Bangladesh, January 9 – 10, 2010.
3. Mucella G Guner, Can Unal, “Line Balancing in the Apparel Industry Using Simulation Techniques”, Fibers and
Textiles in Eastern Europe, Vol 16, No 2(67), pp 68-71.
4. Fatma Kalaoglu, Canan Saricam, “Analysis of Modular Manufacturing System in Clothing Industry by Using
Simulation”, Fibers and Textiles in Eastern Europe, Vol 15, No. 3(62), pp 93-96.
5. Senem Kursun, Fatma Kalaoglu, “Simulation of Production Line Balancing in Apparel Manufacturing”, Fibers
and Textiles in Eastern Europe Vol 17, No 4(77) pp 68- 71.
6. Arcus A.L, “COMSOAL: A Computer Method of Sequencing for Assembly Lines”, International Journal of
Production Research, 4(4) pp. 259-277, 1966.
7. Helgeson W.P, Birnie D.P, “Assembly Line Balancing Using the Ranked Positional Weight Technique”, Journal
of Industrial Engineering, Vol. 12(6), pp384-398, 1961.
8. Kilbridge M.D, Wester L ,”A Heuristic Method for Assembly Line Balancing”, Journal of Industrial Engineering,
Vol. 12(4), pp292-298, 1961.
9. El-Sayed E. A, Boucher T.O, “Analysis and Control of Production Systems”, Prentice Hall, New Jersy, 1985.
Hadi Gokcen, Kursad Agpak, Recep Benzer “Balancing of parallel assembly lines”, International Journal of
Production Economics, pp 600-609.
_________________________________________________________________________________________________
IJIRAE: Impact Factor Value – SJIF: Innospace, Morocco (2016): 3.916 | PIF: 2.469 | Jour Info: 4.085 |
ISRAJIF (2016): 3.715 | Indexcopernicus: (ICV 2016): 64.35
IJIRAE © 2014- 17, All Rights Reserved Page –11
Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Modular Multilevel Converter With PS-PWM Technique and Shorting Algorithm For Battery Management of An Electric VehicleDocumento8 páginasModular Multilevel Converter With PS-PWM Technique and Shorting Algorithm For Battery Management of An Electric VehicleIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Review of Various Biometric Authentication TechniquesDocumento7 páginasReview of Various Biometric Authentication TechniquesIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Brain Haemorrhage Segmentation Using Discrete Wavelet TransformDocumento5 páginasBrain Haemorrhage Segmentation Using Discrete Wavelet TransformIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Comparative Study of RCC and Steel Structures For Different Floor HeightsDocumento5 páginasComparative Study of RCC and Steel Structures For Different Floor HeightsIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Effect of Automatic Lighting Fads (Fish Aggregating Devices) On Stationary Lift Net in Kepulauan Seribu, IndonesiaDocumento7 páginasEffect of Automatic Lighting Fads (Fish Aggregating Devices) On Stationary Lift Net in Kepulauan Seribu, IndonesiaIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Characterization and Washability Studies of Raw Coal of BaluchistanDocumento8 páginasCharacterization and Washability Studies of Raw Coal of BaluchistanIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- A Brief Review of Future Precision Strike Missile SystemsDocumento19 páginasA Brief Review of Future Precision Strike Missile SystemsIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Analysis of Fiber Reinforced Plastic Needle Gate For K.T. WeirsDocumento5 páginasAnalysis of Fiber Reinforced Plastic Needle Gate For K.T. WeirsIJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- QlassicDocumento31 páginasQlassicQila HusinAinda não há avaliações
- CSDocumento2 páginasCSharry khanAinda não há avaliações
- AGH English Course ListDocumento22 páginasAGH English Course ListAzharuddin Ehtesham Farooqui100% (1)
- Evening Course Offerings Fall 2014Documento4 páginasEvening Course Offerings Fall 2014madithakAinda não há avaliações
- Tugas-Architecture in The City - 2020 - FinalDocumento133 páginasTugas-Architecture in The City - 2020 - FinalVICKY KOSASIHAinda não há avaliações
- Surveillance RobotDocumento24 páginasSurveillance RobotAbinash BeheraAinda não há avaliações
- FlairsTech - SE Introduction 01Documento58 páginasFlairsTech - SE Introduction 01tahazamzamAinda não há avaliações
- 5 - Structural Elements and LoadingDocumento84 páginas5 - Structural Elements and LoadingCt Kamariah Md SaatAinda não há avaliações
- CEE522 SyllabusDocumento5 páginasCEE522 SyllabusJohn WIilmmAinda não há avaliações
- John Ngaya Mukabi, PHD Full CV 23NOV09Documento104 páginasJohn Ngaya Mukabi, PHD Full CV 23NOV09John Ngaya MukabiAinda não há avaliações
- Numerical Relay Protection of Transformer PDFDocumento19 páginasNumerical Relay Protection of Transformer PDFShubham Sharma100% (1)
- Cotton Bale ManagementDocumento9 páginasCotton Bale Managementchamp2357Ainda não há avaliações
- Elastopipe - BrochureDocumento12 páginasElastopipe - BrochureedgarmerchanAinda não há avaliações
- Data Collection TechniquesDocumento31 páginasData Collection Techniqueschamow0% (1)
- Struktur SVM Teknologi ElektrikDocumento2 páginasStruktur SVM Teknologi ElektrikAfieza TumijanAinda não há avaliações
- 9-Introduction To Software Testing - Failure, Error, Fault, Defect, Bug-09-08-2023Documento26 páginas9-Introduction To Software Testing - Failure, Error, Fault, Defect, Bug-09-08-2023ramanentertainsAinda não há avaliações
- Hydro Culv 21Documento10 páginasHydro Culv 21rungekutasaAinda não há avaliações
- GSB PDFDocumento4 páginasGSB PDFsachin sAinda não há avaliações
- Initial Pages - Ipdc-2Documento7 páginasInitial Pages - Ipdc-2FenilAinda não há avaliações
- Jawaharlal Nehru Technological University KakinadaDocumento4 páginasJawaharlal Nehru Technological University KakinadaVenkat ChadalavadaAinda não há avaliações
- Design Development PlanDocumento1 páginaDesign Development PlanRajAinda não há avaliações
- JD - Biomedical TechnicianDocumento4 páginasJD - Biomedical TechnicianMohammad BerroAinda não há avaliações
- Handbook of Petroleum Refining ProcessesDocumento5 páginasHandbook of Petroleum Refining Processeselsayed amerAinda não há avaliações
- Design and Analysis of Tank Ring Wall Fo PDFDocumento3 páginasDesign and Analysis of Tank Ring Wall Fo PDFsatyakamAinda não há avaliações
- Switch Gear and Proctection: Subject Code: A70231 Regulations: R15 - Jntuh Class: IV Year B.Tech EEE I SemesterDocumento21 páginasSwitch Gear and Proctection: Subject Code: A70231 Regulations: R15 - Jntuh Class: IV Year B.Tech EEE I SemestervenkatAinda não há avaliações
- DESIGN CalculationDocumento47 páginasDESIGN CalculationZayyan Romjon100% (2)
- Instrument Signal LineDocumento62 páginasInstrument Signal Linedewking198875% (4)
- NDT Weld Visual Inspection ProcedureDocumento4 páginasNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- Civil Engineering Final Year Projects Topic List - HTMLDocumento4 páginasCivil Engineering Final Year Projects Topic List - HTMLJohn Meverick E EdralinAinda não há avaliações
- B.tech (CSE) Curriculum 2015 2016 Final - June 4Documento6 páginasB.tech (CSE) Curriculum 2015 2016 Final - June 4Soumyadeep SenguptaAinda não há avaliações