Você também pode gostar
- Understanding Rod LoadDocumento7 páginasUnderstanding Rod LoadJose RattiaAinda não há avaliações
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringDocumento4 páginasRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonAinda não há avaliações
- Numerical Prediction of Stability Limit in Centrifugal Compressors With Vaneless DiffuserDocumento9 páginasNumerical Prediction of Stability Limit in Centrifugal Compressors With Vaneless DiffuserMiguelMazzucchelliAinda não há avaliações
- Aerodynamic Design of A Single Stage Axi PDFDocumento9 páginasAerodynamic Design of A Single Stage Axi PDFAnkur BhatnagarAinda não há avaliações
- Aerodynamic Design of A Single Stage Axi PDFDocumento9 páginasAerodynamic Design of A Single Stage Axi PDFMuntather SalahAinda não há avaliações
- Upthrust Problems On Multistage Vertical Turbine Pumps: by Donald R. Smith and Stephen PriceDocumento12 páginasUpthrust Problems On Multistage Vertical Turbine Pumps: by Donald R. Smith and Stephen PriceGerman ToledoAinda não há avaliações
- Compresor CentrifugoDocumento16 páginasCompresor CentrifugoIgnacio SotoAinda não há avaliações
- Design of An Advanced Marine WaterjetDocumento9 páginasDesign of An Advanced Marine Waterjetgnd100Ainda não há avaliações
- ISCA RJEngS 2012 090Documento6 páginasISCA RJEngS 2012 090Ganesh Anand GoparajuAinda não há avaliações
- Compressor Effects On Specific Fuel Consumption of Kerosene-Fueled Civil TurbofansDocumento11 páginasCompressor Effects On Specific Fuel Consumption of Kerosene-Fueled Civil TurbofansboroumandAinda não há avaliações
- A Practical Guide To Compressor Technology Ch11Documento9 páginasA Practical Guide To Compressor Technology Ch11petroelgrandeAinda não há avaliações
- Design of Journal Bearings in Reciprocating Compressors: Purdue E-PubsDocumento6 páginasDesign of Journal Bearings in Reciprocating Compressors: Purdue E-PubsRahman SiPujangga MistiztAinda não há avaliações
- By The Numbers Compressor PerformanceDocumento64 páginasBy The Numbers Compressor PerformanceMoosa NaseerAinda não há avaliações
- Geometry Optimization of Exhaust Manifold Using CFD: Research ArticleDocumento4 páginasGeometry Optimization of Exhaust Manifold Using CFD: Research Articlejaison jacobAinda não há avaliações
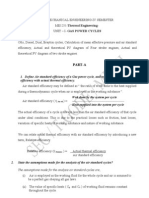
- Thermal Engineering Unit I For BE Students PDFDocumento44 páginasThermal Engineering Unit I For BE Students PDFsridevi73Ainda não há avaliações
- Piping SystemsDocumento5 páginasPiping SystemsDesislavAinda não há avaliações
- Experience With Torsional Vibration at Reciprocating CompressorsDocumento14 páginasExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëAinda não há avaliações
- Calculation and Design of The Fly Wheel For Small and Medium CompDocumento7 páginasCalculation and Design of The Fly Wheel For Small and Medium CompAkshay PundeAinda não há avaliações
- Me6404 Te Even QBDocumento32 páginasMe6404 Te Even QBBala NarayanasamyAinda não há avaliações
- STATE of The Art Design FrancisDocumento11 páginasSTATE of The Art Design FrancisearizabalAinda não há avaliações
- Axial Compressor Chapter OneDocumento15 páginasAxial Compressor Chapter OnenazeemlngAinda não há avaliações
- 978 1 349 16484 4 - 3 AnnotatedDocumento2 páginas978 1 349 16484 4 - 3 AnnotatedwaleligneAinda não há avaliações
- Stress Analysis and Weight Reduction of A One-CyliDocumento18 páginasStress Analysis and Weight Reduction of A One-CyliAnonymous K3FaYFlAinda não há avaliações
- 10 0200 Smythe PaperDocumento10 páginas10 0200 Smythe PapermikeAinda não há avaliações
- Evaluating Complex Inlet Distortion With A Parallel Compressor Model Part 1Documento19 páginasEvaluating Complex Inlet Distortion With A Parallel Compressor Model Part 1Lam Trinh NguyenAinda não há avaliações
- Design and Analysis of A 111 Centrifugal Compressor For A Small Turbofan EngineDocumento8 páginasDesign and Analysis of A 111 Centrifugal Compressor For A Small Turbofan EngineSuherman MuktiAinda não há avaliações
- Introduction To IC EnginesDocumento10 páginasIntroduction To IC Enginesabhiy91Ainda não há avaliações
- Optimum Design of A Subsonic Axial - Ow Compressor Stage: Applied EnergyDocumento9 páginasOptimum Design of A Subsonic Axial - Ow Compressor Stage: Applied EnergyOnnuri WonAinda não há avaliações
- Design Analysis of Spur Gear With The Usage of The Advanced ComputerDocumento6 páginasDesign Analysis of Spur Gear With The Usage of The Advanced ComputerPradeep AdsareAinda não há avaliações
- CFD Analysis of Swept and Leaned Transonic Compressor RotorDocumento5 páginasCFD Analysis of Swept and Leaned Transonic Compressor RotorseventhsensegroupAinda não há avaliações
- 10 Development of A High Performance Centrifugal Compressor Using A 3D Inverse Design TechniqueDocumento11 páginas10 Development of A High Performance Centrifugal Compressor Using A 3D Inverse Design TechniqueSubhash PadmanabhanAinda não há avaliações
- Terjemahan MBT 726 - 728Documento2 páginasTerjemahan MBT 726 - 728Muchammad FauziAinda não há avaliações
- Design and Optimization of The Impeller On Centrifugal Compressor in Fuel Cell VehicleDocumento8 páginasDesign and Optimization of The Impeller On Centrifugal Compressor in Fuel Cell VehicleSuherman MuktiAinda não há avaliações
- 20 - Low-Cycle Fatigue of Turbocharger Compressor Wheels Online Prediction and Lifetime ExtensionDocumento12 páginas20 - Low-Cycle Fatigue of Turbocharger Compressor Wheels Online Prediction and Lifetime ExtensionlochtayAinda não há avaliações
- Recommended Approach To Control Vibration From Cylinder Gas ForcesDocumento14 páginasRecommended Approach To Control Vibration From Cylinder Gas ForcesKelly Eberle100% (1)
- Gas Turbine PerformanceDocumento16 páginasGas Turbine PerformanceSulzerRuudAinda não há avaliações
- How to Use Generic Bearing ComponentDocumento7 páginasHow to Use Generic Bearing ComponenthjxyAinda não há avaliações
- Mean Streamline Aerodynamic Performance Analysis of Centrifugal CompressorsDocumento7 páginasMean Streamline Aerodynamic Performance Analysis of Centrifugal Compressorsingegnere81Ainda não há avaliações
- Analysis of Pressure For 3lobe Hydrodynamic Journal BearingDocumento5 páginasAnalysis of Pressure For 3lobe Hydrodynamic Journal BearingseventhsensegroupAinda não há avaliações
- Danilishin 2020 IOP Conf. Ser. Mater. Sci. Eng. 1001 012010Documento8 páginasDanilishin 2020 IOP Conf. Ser. Mater. Sci. Eng. 1001 012010Sbaa SbaaAinda não há avaliações
- Design Challenges For Recip Compressors in Specialty Gas ServicesDocumento17 páginasDesign Challenges For Recip Compressors in Specialty Gas Servicessammar_10Ainda não há avaliações
- Predicting How a Centrifugal Compressor's Slip Factor Varies With Flow RateDocumento13 páginasPredicting How a Centrifugal Compressor's Slip Factor Varies With Flow Ratetorrent0cataclysmAinda não há avaliações
- Propeller Design For Minimum Induced VibrationsDocumento9 páginasPropeller Design For Minimum Induced VibrationssimondayaAinda não há avaliações
- Thermal Engineering Unit I For BE StudentsDocumento44 páginasThermal Engineering Unit I For BE Studentsba27100% (8)
- Design of A Compressor Stage Using CFD Techniques: Low - Aspect Ratio TransonicDocumento18 páginasDesign of A Compressor Stage Using CFD Techniques: Low - Aspect Ratio Transonicshakir hussainAinda não há avaliações
- The Effect of Unbalance On Bearing LifeDocumento8 páginasThe Effect of Unbalance On Bearing LifejaypallaAinda não há avaliações
- DynamometerDocumento28 páginasDynamometerzezo2011100% (4)
- Effect of Inlet Distortions, Co-Swirl and Counter-Swirl On Single Axial Fan and Contra-Rotating Axial FansDocumento9 páginasEffect of Inlet Distortions, Co-Swirl and Counter-Swirl On Single Axial Fan and Contra-Rotating Axial Fansapi-3784429100% (1)
- Design and Analysis of Crankshaft For Single Cylinder 4-Stroke Deisel EngineDocumento3 páginasDesign and Analysis of Crankshaft For Single Cylinder 4-Stroke Deisel EngineChetan GuptaAinda não há avaliações
- Technical Note A FORTRAN Program For Calculating The Evaporation Rates in Diesel Engine Fuel SpraysDocumento5 páginasTechnical Note A FORTRAN Program For Calculating The Evaporation Rates in Diesel Engine Fuel Spraysim19rahulAinda não há avaliações
- Preliminary Radial Flow TurbineDocumento10 páginasPreliminary Radial Flow Turbinejr110livecomAinda não há avaliações
- Rotary vs Scroll Compressor Efficiency with Alternative RefrigerantsDocumento8 páginasRotary vs Scroll Compressor Efficiency with Alternative RefrigerantsRita Morice Gómez100% (1)
- Rotor Dynamics Lund Stability CriteriaDocumento6 páginasRotor Dynamics Lund Stability CriteriathunderAinda não há avaliações
- Indicator Diagram Measurements and Engine Power CalculationsDocumento3 páginasIndicator Diagram Measurements and Engine Power CalculationsLagon AinAinda não há avaliações
- Basic Practices in Compressors SelectionDocumento11 páginasBasic Practices in Compressors SelectionHector RodriguezAinda não há avaliações
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsNo EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsAinda não há avaliações
- Design and Analysis of Centrifugal CompressorsNo EverandDesign and Analysis of Centrifugal CompressorsAinda não há avaliações
- Modeling of Complex Systems: Application to Aeronautical DynamicsNo EverandModeling of Complex Systems: Application to Aeronautical DynamicsAinda não há avaliações
- Denso-FB-30-TapeDocumento2 páginasDenso-FB-30-TapefoamtrailerAinda não há avaliações
- Seismic Assessment Report_Rev 0 Final (1)Documento36 páginasSeismic Assessment Report_Rev 0 Final (1)foamtrailerAinda não há avaliações
- Ansi Z535.1 - 1998 PDFDocumento27 páginasAnsi Z535.1 - 1998 PDFlonglong3003100% (2)
- Alfa Laval Pump Handbook PDFDocumento257 páginasAlfa Laval Pump Handbook PDFkashifwarsiAinda não há avaliações
- Rupture of Crude Oil TankDocumento12 páginasRupture of Crude Oil TankdndudcAinda não há avaliações
- WP 459Documento53 páginasWP 459foamtrailerAinda não há avaliações
- A Study of Storage Tank Accidents InternetDocumento10 páginasA Study of Storage Tank Accidents Internetfoamtrailer100% (1)
- 4.11 Storage Tank ColapseDocumento14 páginas4.11 Storage Tank ColapsefoamtrailerAinda não há avaliações
- API RBI Tank Case Study: Lessons from Delaying InspectionsDocumento26 páginasAPI RBI Tank Case Study: Lessons from Delaying InspectionsGiang T Le100% (1)
- A Study of Storage Tank Accidents InternetDocumento10 páginasA Study of Storage Tank Accidents Internetfoamtrailer100% (1)
- 11-7579 WP Pipeline Hydraulics D FINALDocumento15 páginas11-7579 WP Pipeline Hydraulics D FINALjoaquingon100% (1)
- The Fundamentals of Modal TestingDocumento56 páginasThe Fundamentals of Modal TestingAsier Tejada OseguiAinda não há avaliações
- Yusifov AnarDocumento44 páginasYusifov AnarfoamtrailerAinda não há avaliações
- Veronica Ferrara PHDDocumento74 páginasVeronica Ferrara PHDfoamtrailerAinda não há avaliações
- Yusifov AnarDocumento44 páginasYusifov AnarfoamtrailerAinda não há avaliações
- WP 526.compressed 1Documento132 páginasWP 526.compressed 1foamtrailerAinda não há avaliações
- Reciprocating Compressors Vibration Analysis PDFDocumento3 páginasReciprocating Compressors Vibration Analysis PDFfoamtrailerAinda não há avaliações
- Crankcase VibrationDocumento1 páginaCrankcase VibrationfoamtrailerAinda não há avaliações
- 90 F 3Documento8 páginas90 F 3foamtrailerAinda não há avaliações
- Velomitor Piezo Velocity Sensor Datasheet 141632Documento7 páginasVelomitor Piezo Velocity Sensor Datasheet 141632Alberto PallasAinda não há avaliações
- 2015.06 Why You Cant Rely On Temperature MeasurementsDocumento4 páginas2015.06 Why You Cant Rely On Temperature MeasurementsLasse HansenAinda não há avaliações
- National Instruments Sensor White PaperDocumento29 páginasNational Instruments Sensor White PaperDavid WoodAinda não há avaliações
- VIBRATION ANALYSIS TITLEDocumento153 páginasVIBRATION ANALYSIS TITLEAnonymous ffje1rpa100% (1)
- 3500 25 Keyphasor Module Operations and Maintenance Manual 1Documento54 páginas3500 25 Keyphasor Module Operations and Maintenance Manual 1foamtrailer100% (3)
- 4 20 Ma Vibration Monitoring of Reciprocating Gas Compressors PDFDocumento5 páginas4 20 Ma Vibration Monitoring of Reciprocating Gas Compressors PDFfoamtrailerAinda não há avaliações
- 11-5417 FAQ Aspen HYSYS Petroleum RefiningDocumento2 páginas11-5417 FAQ Aspen HYSYS Petroleum RefiningfoamtrailerAinda não há avaliações
- 29 Mounted ResonanceDocumento15 páginas29 Mounted ResonancefoamtrailerAinda não há avaliações
- CMCP515 600 N Power Supply 597787Documento44 páginasCMCP515 600 N Power Supply 597787foamtrailerAinda não há avaliações
- M08 2014 Unit SpecificationDocumento10 páginasM08 2014 Unit SpecificationfoamtrailerAinda não há avaliações
- Encyclopedia of Chemical Processing and Design. 69 - Supplement 1Documento277 páginasEncyclopedia of Chemical Processing and Design. 69 - Supplement 1steamboatpirate80% (15)
- Discuss The Challenges For Firms To Operate in The Hard-Boiled Confectionery Market in India?Documento4 páginasDiscuss The Challenges For Firms To Operate in The Hard-Boiled Confectionery Market in India?harryAinda não há avaliações
- Chain Surveying InstrumentsDocumento5 páginasChain Surveying InstrumentsSachin RanaAinda não há avaliações
- Chap06 (6 24 06)Documento74 páginasChap06 (6 24 06)pumba1234Ainda não há avaliações
- DK Children Nature S Deadliest Creatures Visual Encyclopedia PDFDocumento210 páginasDK Children Nature S Deadliest Creatures Visual Encyclopedia PDFThu Hà100% (6)
- Uhf Leaky Feeder Rev CDocumento4 páginasUhf Leaky Feeder Rev CLuis Isaac PadillaAinda não há avaliações
- Descripcion Unidad 9, Dos CiudadesDocumento13 páginasDescripcion Unidad 9, Dos CiudadesGabriela ValderramaAinda não há avaliações
- Convocation ProgramDocumento125 páginasConvocation ProgramZirak TayebAinda não há avaliações
- Home Brewing Log Sheet PDFDocumento2 páginasHome Brewing Log Sheet PDFStefanita0% (1)
- Air Wellness QRSDocumento2 páginasAir Wellness QRSapi-3743459Ainda não há avaliações
- Smart Note Taker Saves Time With Air WritingDocumento17 páginasSmart Note Taker Saves Time With Air WritingNagarjuna LokkuAinda não há avaliações
- FST Handbook 2014-Final Copy 1 PDFDocumento382 páginasFST Handbook 2014-Final Copy 1 PDFDelvon DownerAinda não há avaliações
- 中美两国药典药品分析方法和方法验证Documento72 páginas中美两国药典药品分析方法和方法验证JasonAinda não há avaliações
- Baseline Program Rev 3A Presentation 25 July 2020Documento24 páginasBaseline Program Rev 3A Presentation 25 July 2020Shakti Sourava RautrayaAinda não há avaliações
- Project On Stones & TilesDocumento41 páginasProject On Stones & TilesMegha GolaAinda não há avaliações
- Internal Audit ChecklistDocumento18 páginasInternal Audit ChecklistAkhilesh Kumar75% (4)
- Retaining Wall-Masonry Design and Calculation SpreadsheetDocumento6 páginasRetaining Wall-Masonry Design and Calculation SpreadsheetfarrukhAinda não há avaliações
- ADDRESSABLE 51.HI 60854 G Contoller GuideDocumento76 páginasADDRESSABLE 51.HI 60854 G Contoller Guidemohinfo88Ainda não há avaliações
- LKC CS Assignment2Documento18 páginasLKC CS Assignment2Jackie LeongAinda não há avaliações
- Cs8791 Cloud Computing Unit2 NotesDocumento37 páginasCs8791 Cloud Computing Unit2 NotesTeju MelapattuAinda não há avaliações
- OpenROV Digital I/O and Analog Channels GuideDocumento8 páginasOpenROV Digital I/O and Analog Channels GuidehbaocrAinda não há avaliações
- Gautam Samhita CHP 1 CHP 2 CHP 3 ColorDocumento22 páginasGautam Samhita CHP 1 CHP 2 CHP 3 ColorSaptarishisAstrology100% (1)
- JK Paper Q4FY11 Earnings Call TranscriptDocumento10 páginasJK Paper Q4FY11 Earnings Call TranscriptkallllllooooAinda não há avaliações
- Cost Analysis and Financial Projections for Gerbera Cultivation ProjectDocumento26 páginasCost Analysis and Financial Projections for Gerbera Cultivation ProjectshroffhardikAinda não há avaliações
- Lincoln Pulse On PulseDocumento4 páginasLincoln Pulse On PulseEdison MalacaraAinda não há avaliações
- HVCCI UPI Form No. 3 Summary ReportDocumento2 páginasHVCCI UPI Form No. 3 Summary ReportAzumi AyuzawaAinda não há avaliações
- The Temple of ChaosDocumento43 páginasThe Temple of ChaosGauthier GohorryAinda não há avaliações
- Pharmacokinetics and Drug EffectsDocumento11 páginasPharmacokinetics and Drug Effectsmanilyn dacoAinda não há avaliações
- 11 Baby Crochet Cocoon Patterns PDFDocumento39 páginas11 Baby Crochet Cocoon Patterns PDFIoanaAinda não há avaliações
- Hyperbaric WeldingDocumento17 páginasHyperbaric WeldingRam KasturiAinda não há avaliações
- Liquid Out, Temperature 25.5 °C Tube: M/gs P / WDocumento7 páginasLiquid Out, Temperature 25.5 °C Tube: M/gs P / WGianra RadityaAinda não há avaliações