Você também pode gostar
- TemJournalFebruary2016 76 79Documento5 páginasTemJournalFebruary2016 76 79Bea J. FlorentinoAinda não há avaliações
- Plasma Arc WeldingDocumento2 páginasPlasma Arc WeldingSaiful AmreeAinda não há avaliações
- MDPN242: Casting, Forming and Welding GmawDocumento6 páginasMDPN242: Casting, Forming and Welding GmawEl LordAinda não há avaliações
- 2015l - Influência de Procedimentos e Modos de Transferência Na Soldagem Mag Na Redução de Deformações em Painéis de Estrutura MarítimaDocumento10 páginas2015l - Influência de Procedimentos e Modos de Transferência Na Soldagem Mag Na Redução de Deformações em Painéis de Estrutura MarítimaIgor Alexsander Barbosa MagnoAinda não há avaliações
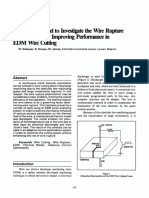
- Thermal Model To Investigate The Wire RuptureDocumento12 páginasThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeAinda não há avaliações
- Assignment 1 WeldingDocumento6 páginasAssignment 1 WeldingHazim Hamdan100% (1)
- Exp 9Documento8 páginasExp 9ManavAinda não há avaliações
- Effect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsDocumento8 páginasEffect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsCharles JacobAinda não há avaliações
- Protection of MotorsDocumento7 páginasProtection of MotorsSudrshan B BarveAinda não há avaliações
- 77 (Migmag) - Metal TransferDocumento1 página77 (Migmag) - Metal Transferjose alberto gamiñoAinda não há avaliações
- Development of A New Optical Monitoring System ForDocumento7 páginasDevelopment of A New Optical Monitoring System ForNia KurniaAinda não há avaliações
- Study of Wedm For Surface Roughness While Machining High Strength MaterialsDocumento9 páginasStudy of Wedm For Surface Roughness While Machining High Strength MaterialsNiranjan HugarAinda não há avaliações
- Particularities of The Short-Circuit Operation and Failure Modes of SiC-MOSFETsDocumento10 páginasParticularities of The Short-Circuit Operation and Failure Modes of SiC-MOSFETs刘锦成Ainda não há avaliações
- 10 Introduction To Welding ProcessesDocumento13 páginas10 Introduction To Welding ProcessesKARTHICKAinda não há avaliações
- Gate Turnoff Thyristor (GTO) Book Sec 3Documento46 páginasGate Turnoff Thyristor (GTO) Book Sec 3Shuvodip DasAinda não há avaliações
- Vincotech TP 2018 05 The Challenges of Using SiC MOSFET-based Power Modules For Solar Inverters Tauer MatthiasDocumento5 páginasVincotech TP 2018 05 The Challenges of Using SiC MOSFET-based Power Modules For Solar Inverters Tauer MatthiasCan IlicaAinda não há avaliações
- GMAW 2007 Welding JournalDocumento33 páginasGMAW 2007 Welding JournaledyAinda não há avaliações
- Welding Process: Name: Date: March 11, 2022 Yr./Section: 2BSABE-CDocumento4 páginasWelding Process: Name: Date: March 11, 2022 Yr./Section: 2BSABE-CClifford HermoAinda não há avaliações
- 43 Jan 2558 PDFDocumento6 páginas43 Jan 2558 PDFMuzammil ShaikhAinda não há avaliações
- Developments in Tig WeldingDocumento8 páginasDevelopments in Tig WeldingSenthil KumarAinda não há avaliações
- Welding Process & DefectsDocumento11 páginasWelding Process & DefectsAbhishek TalujaAinda não há avaliações
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocumento6 páginasOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsAinda não há avaliações
- Analysis of Parameters and Time Sequences For Full Operation Mode of Vacuum Interrupter For Medium Voltage Power PlantsDocumento7 páginasAnalysis of Parameters and Time Sequences For Full Operation Mode of Vacuum Interrupter For Medium Voltage Power PlantsAdit YudaAinda não há avaliações
- Lectura 3 M PDFDocumento12 páginasLectura 3 M PDFFlakita S MelcOchitaAinda não há avaliações
- Parametric Optimization of Mig WeldingDocumento8 páginasParametric Optimization of Mig WeldingMihaela NastaseAinda não há avaliações
- Pipe WeldingDocumento6 páginasPipe Weldingyohanes_pamungkas_2Ainda não há avaliações
- Iw&tt GmawDocumento50 páginasIw&tt GmawHimanshu MishraAinda não há avaliações
- Thermal Power Dissipation SG - VishayDocumento8 páginasThermal Power Dissipation SG - Vishaypietro zugnoniAinda não há avaliações
- Optimization of Welding Parameters of Submerged Arc Welding Process: A ReviewDocumento6 páginasOptimization of Welding Parameters of Submerged Arc Welding Process: A ReviewsettaAinda não há avaliações
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocumento10 páginasWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliAinda não há avaliações
- Ijirt157448 PaperDocumento6 páginasIjirt157448 PaperesteveranchezcabahugjrAinda não há avaliações
- Triac Sereies HV Switching Circuit PDFDocumento12 páginasTriac Sereies HV Switching Circuit PDFJubari FikriAinda não há avaliações
- A Novel TFET StructureDocumento23 páginasA Novel TFET StructureRohith ChowdaryAinda não há avaliações
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocumento5 páginasLow Energy Arc Joining Process For Materials Sensitive To Heatbizo88Ainda não há avaliações
- Micro Plasma Arc WeldingDocumento5 páginasMicro Plasma Arc WeldingJigar ChaudharyAinda não há avaliações
- Malvika2022 Article AReviewOnANegativeCapacitanceFDocumento15 páginasMalvika2022 Article AReviewOnANegativeCapacitanceFMD Salim EqubalAinda não há avaliações
- Advanced Gas Metal Arc Welding ProcDocumento20 páginasAdvanced Gas Metal Arc Welding ProcjavadmohammadiAinda não há avaliações
- MOSFET Gate Drive Circuit Design Considerations For Integrated High Switching Frequency Buck ConverterDocumento7 páginasMOSFET Gate Drive Circuit Design Considerations For Integrated High Switching Frequency Buck ConvertermikeAinda não há avaliações
- Irjet V3i7474 PDFDocumento4 páginasIrjet V3i7474 PDFSergiu HălăucăAinda não há avaliações
- Effect of GTAW-SMAW Hybrid Welding Process Parameters On Hardness of WeldDocumento5 páginasEffect of GTAW-SMAW Hybrid Welding Process Parameters On Hardness of WeldKorimaAinda não há avaliações
- Review of Resistance Spot Welding of SteelDocumento31 páginasReview of Resistance Spot Welding of SteelLívia RodriguesAinda não há avaliações
- aspublishedonIEEEXplore TIE2349876Documento10 páginasaspublishedonIEEEXplore TIE2349876josmelAinda não há avaliações
- Surface Tension Transfer (STT) Pipe WeldingDocumento3 páginasSurface Tension Transfer (STT) Pipe WeldingahmedAinda não há avaliações
- Gan-Based Lateral and Vertical Devices: Physical Mechanisms Limiting Stability and ReliabilityDocumento3 páginasGan-Based Lateral and Vertical Devices: Physical Mechanisms Limiting Stability and Reliability張碩仁Ainda não há avaliações
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocumento5 páginasLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809Ainda não há avaliações
- Welding ProcessesDocumento12 páginasWelding ProcessesMadhurimaMitraAinda não há avaliações
- Demagnetization of Modular Surface Mounted Permanent Magnet MachinesDocumento7 páginasDemagnetization of Modular Surface Mounted Permanent Magnet MachinesMartin FurlanAinda não há avaliações
- RC 160 PaperDocumento7 páginasRC 160 PaperSatyabrata MahapatraAinda não há avaliações
- Study of High-Speed GMAW Assisted by Compound External Magnetic FieldDocumento17 páginasStudy of High-Speed GMAW Assisted by Compound External Magnetic Fieldjyoti singhAinda não há avaliações
- Relation Between Weld Parameters and Weld Qualityin Ac Resistance Spot Welding AluminiumDocumento52 páginasRelation Between Weld Parameters and Weld Qualityin Ac Resistance Spot Welding AluminiumuttonAinda não há avaliações
- A Review Paper On A-Tig Welding ProcessDocumento4 páginasA Review Paper On A-Tig Welding ProcessIJSTEAinda não há avaliações
- Effect of Double Pulse MIG Welding On Porosity Formation On Aluminium 5083 Fillet JointDocumento6 páginasEffect of Double Pulse MIG Welding On Porosity Formation On Aluminium 5083 Fillet JointdietersimaAinda não há avaliações
- 10 1109icece 2016 7853874Documento5 páginas10 1109icece 2016 7853874riya pc02Ainda não há avaliações
- art3A10.10072Fs00170 012 4513 5Documento21 páginasart3A10.10072Fs00170 012 4513 5Wael MansourAinda não há avaliações
- Trends in IC TechnologyDocumento26 páginasTrends in IC Technologyhale_209031335Ainda não há avaliações
- Section Design of Welded ConnectionsDocumento5 páginasSection Design of Welded ConnectionsLương TrườngAinda não há avaliações
- Partial Discharge Assessment in HVCTDocumento4 páginasPartial Discharge Assessment in HVCTHoang PhapAinda não há avaliações
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDocumento5 páginas13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuAinda não há avaliações
- Soporte UboltDocumento2 páginasSoporte UboltJames HansonAinda não há avaliações
- J 32Documento2 páginasJ 32bkprodhAinda não há avaliações
- Piping-Progress-Measurement - (In Dia and in Meter)Documento6 páginasPiping-Progress-Measurement - (In Dia and in Meter)bhardwaj_rahul7937100% (2)
- J 31Documento2 páginasJ 31bkprodhAinda não há avaliações
- J 33Documento2 páginasJ 33bkprodhAinda não há avaliações
- FE410WWA - Equivalent Steel Grades QualitiesDocumento6 páginasFE410WWA - Equivalent Steel Grades QualitiesbkprodhAinda não há avaliações
- Schedule LevelsDocumento7 páginasSchedule LevelsbkprodhAinda não há avaliações
- VesselsDocumento4 páginasVesselsAri KurniawanAinda não há avaliações
- BNBM Rock Wool PDFDocumento4 páginasBNBM Rock Wool PDFbkprodhAinda não há avaliações
- Cong Truc Hai Dam PDFDocumento3 páginasCong Truc Hai Dam PDFbkprodhAinda não há avaliações
- Mobile Crane 250T - Liebherr LTM - 1250Documento12 páginasMobile Crane 250T - Liebherr LTM - 1250bkprodhAinda não há avaliações
- ASGEpg187 PDFDocumento3 páginasASGEpg187 PDFbkprodhAinda não há avaliações
- X GR Grating Fastening System Product Data 330924Documento14 páginasX GR Grating Fastening System Product Data 330924bkprodhAinda não há avaliações
- Steel StructuralsDocumento10 páginasSteel Structuralsdchz_62Ainda não há avaliações
- TecfiSpA SWE01 ETA120253Documento23 páginasTecfiSpA SWE01 ETA120253bkprodhAinda não há avaliações
- STT Lincoln Electric PDFDocumento30 páginasSTT Lincoln Electric PDFbkprodhAinda não há avaliações
- X GR Grating Fastening System Product Data 330924Documento14 páginasX GR Grating Fastening System Product Data 330924bkprodhAinda não há avaliações
- Manhole D430: Fitting DetailsDocumento1 páginaManhole D430: Fitting DetailsbkprodhAinda não há avaliações
- DP StraightDocumento22 páginasDP StraightbkprodhAinda não há avaliações
- PTQ q4 2016 Designing Storage TanksDocumento4 páginasPTQ q4 2016 Designing Storage TanksJonathan RangelAinda não há avaliações
- TongHeer Brouchure)Documento10 páginasTongHeer Brouchure)bkprodhAinda não há avaliações
- 1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLDocumento15 páginas1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLsenthilkumarsk88% (8)
- TecfiSpA SWE01 ETA120253Documento23 páginasTecfiSpA SWE01 ETA120253bkprodhAinda não há avaliações
- TL-250M 2 PDFDocumento12 páginasTL-250M 2 PDFbkprodhAinda não há avaliações
- Air Filters and Filtration Equipment WebDocumento100 páginasAir Filters and Filtration Equipment WebbkprodhAinda não há avaliações
- ANZ Anchoring CatWEBDocumento92 páginasANZ Anchoring CatWEBbkprodhAinda não há avaliações
- Ks FP M6-F9: Compact FiltersDocumento1 páginaKs FP M6-F9: Compact FiltersbkprodhAinda não há avaliações
- Tadano TL 300 Truck CraneDocumento1 páginaTadano TL 300 Truck CranebkprodhAinda não há avaliações
- Weight Breaking Load PDFDocumento1 páginaWeight Breaking Load PDFbkprodhAinda não há avaliações
- Ieema Member's Directory Listing FormDocumento12 páginasIeema Member's Directory Listing Formsudhakarrrrrr0% (1)
- Draft A e A Tank Farm Design GuidelinesDocumento2 páginasDraft A e A Tank Farm Design GuidelinesSigit BintanAinda não há avaliações
- How To Make AspirinDocumento5 páginasHow To Make Aspirincb67Ainda não há avaliações
- Designing An Efficient Compressed Air Distribution NetworkDocumento12 páginasDesigning An Efficient Compressed Air Distribution Networkosama alabsiAinda não há avaliações
- Development of Filament Winding Machine For Producing Round Shapes With Different Fiber ReinforcementsDocumento7 páginasDevelopment of Filament Winding Machine For Producing Round Shapes With Different Fiber ReinforcementsŞafak ÖzdenAinda não há avaliações
- Littelfuse Fuse 216 Datasheet pdf-310019Documento5 páginasLittelfuse Fuse 216 Datasheet pdf-310019A. A.G.Ainda não há avaliações
- Unit 10 Thermogravimetric AnalysisDocumento24 páginasUnit 10 Thermogravimetric Analysismaidhily83% (6)
- Beneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsDocumento3 páginasBeneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsInfogain publicationAinda não há avaliações
- Analytical Solution For A Deep Tunnel Excavated in A Porous Elasto-Plastic Material Considering The Effects of Seepage Forces PDFDocumento14 páginasAnalytical Solution For A Deep Tunnel Excavated in A Porous Elasto-Plastic Material Considering The Effects of Seepage Forces PDFSaphal LamichhaneAinda não há avaliações
- 12d20105a Experimental Stress AnalysisDocumento1 página12d20105a Experimental Stress AnalysissubbuAinda não há avaliações
- ME 231 Montazami Whharris 9-10-18 SOLUTIONDocumento4 páginasME 231 Montazami Whharris 9-10-18 SOLUTIONEduardo Perez UriegasAinda não há avaliações
- Pds Hempadur Multi-Strength GF 35870 En-GbDocumento3 páginasPds Hempadur Multi-Strength GF 35870 En-GbThines KumarAinda não há avaliações
- Steel Grade: General InformationDocumento2 páginasSteel Grade: General InformationMina MagdyAinda não há avaliações
- Project Standard Specification: Fuel Gas Piping 15194 - Page 1/17Documento17 páginasProject Standard Specification: Fuel Gas Piping 15194 - Page 1/17adel rihanaAinda não há avaliações
- SBRG Air Filter Brochure PDFDocumento24 páginasSBRG Air Filter Brochure PDFSBRGAinda não há avaliações
- MEGO AFEK Technical Manual 2013Documento46 páginasMEGO AFEK Technical Manual 2013odraci2Ainda não há avaliações
- Buna EP LanxessDocumento51 páginasBuna EP LanxessANHVUDRCAinda não há avaliações
- Automotive Connectors: BAB Connector SISC ConnectorDocumento13 páginasAutomotive Connectors: BAB Connector SISC ConnectorPrabhansh PandeyAinda não há avaliações
- 2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFDocumento11 páginas2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFMoataz Hesham SolimanAinda não há avaliações
- 90° Elbow Short Radius: StandardDocumento1 página90° Elbow Short Radius: StandardSiddiqui Muhammad AshfaqueAinda não há avaliações
- Magnum Composite Plug Catalog 06-30-10Documento21 páginasMagnum Composite Plug Catalog 06-30-10Emad JamshidiAinda não há avaliações
- Bai Tap I Learn Smart World 6 Unit 6 Community ServicesDocumento2 páginasBai Tap I Learn Smart World 6 Unit 6 Community ServicesJelly 24Ainda não há avaliações
- Sterilization MethodsDocumento18 páginasSterilization MethodsRasika RathnayakaAinda não há avaliações
- Fibers - Honeywell Advanced Fibers and CompositesDocumento2 páginasFibers - Honeywell Advanced Fibers and CompositesnitzeebbAinda não há avaliações
- Danfoss Thermostat KPS79 060L310366Documento3 páginasDanfoss Thermostat KPS79 060L310366vasu hassanAinda não há avaliações
- Deconex 11 UNIVERSAL ENDocumento2 páginasDeconex 11 UNIVERSAL ENJolanta KurzAinda não há avaliações
- 4 Cs of Dust Control InformationalDocumento5 páginas4 Cs of Dust Control Informationalabu_shofiaAinda não há avaliações
- MANUAL MEDICIÓN RODADO Custom Track Service HandbookDocumento776 páginasMANUAL MEDICIÓN RODADO Custom Track Service HandbookAlejandro CortesAinda não há avaliações
- C POL Resin PropertiesDocumento2 páginasC POL Resin PropertiesSAURABH MODIAinda não há avaliações
- Air Permeability Test ResultDocumento4 páginasAir Permeability Test Resultritesh0raj-2Ainda não há avaliações