Escolar Documentos
Profissional Documentos
Cultura Documentos
Trabajo de Implementacion Del TPM
Enviado por
victor_ricardo3Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Trabajo de Implementacion Del TPM
Enviado por
victor_ricardo3Direitos autorais:
Formatos disponíveis
IMPLEMENTACIÓN DEL MANTENIMIENTO
PRODUCTIVO TOTAL EN LA EMPRESA SMF
SAGITARIO
CURSO:
Mantenimiento, Seguridad y Salud Ocupacional
PROFESOR:
ING. Tulio Florián Castillo
INTEGRANTES:
Bravo Chavez, Yrene Maribel
Canales Pulido, Victor
Fabian Peña, Alicia
Franco Vargas, Luis
Hinojosa Perez, Fabiola
Luis Angulo, Dario
GRUPO:
Nº 3
SECCIÓN:
55 J
2017-I
La especialidad de Ingeniería Industrial de la
USMP, está reconocida por ABET y EUR-ACE
INTRODUCCIÓN
Los sistemas productivos que durante muchas décadas han concentrado sus esfuerzos
en el aumento de su capacidad de producción, están evolucionando cada vez más hacia
la mejora de su eficiencia, que lleva a los mismos a la producción necesaria en cada
momento con el mínimo empleo de recursos, los cuales serán utilizados de forma
eficiente, es decir sin despilfarros.
Todo ello ha conllevado la sucesiva aparición de nuevos sistemas de gestión que con
sus técnicas han permitido una eficiencia progresiva de los sistemas productivos, y que
han culminado precisamente en la incorporación de la gestión de equipos orientada a la
obtención de la máxima eficiencia, a través del TPM.
En el Perú existen todavía aquellas empresas que dedican poco o nada de tiempo al
correcto mantenimiento de sus equipos, sin embargo existen grandes empresas como
Unilever que si lo aplican. En la actualidad es de suma importancia dedicar este tiempo
ya que la tecnología evoluciona cada vez más rápido y de esta manera aumenta la
complejidad en los equipos, es necesario seguir los pasos de mantenimiento adecuado
para así obtener los equipos en buen estado durante el mayor tiempo posible.
En el presente trabajo se realizará un diagnóstico de la empresa para determinar su
situación actual, además de identificar las seis grandes pérdidas y proponer una serie
de soluciones y medidas correctivas al respecto.
Finalmente se presentará el proceso de implantación del TPM en la empresa SMF
Sagitario, con amplia experiencia en maestranza y metalmecánica dirigida a todo tipo
de industrias, ladrilleras, cementeras y minería, en áreas de diseño, fabricación,
reparación y mantenimiento de piezas, equipos mecánicos y proyectos
electromecánicos., describiendo las actividades que se realizará en cada etapa y
adjuntado los formatos necesarios.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 2
CAPITULO I: MARCO TEÓRIO
1.1. INTRODUCCIÓN AL TPM
Para conseguir aumentar la competitividad, muchas compañías se plantean
estrategias como el TPM (Total Productive Maintenance) para la obtención de
mejoras tangibles e intangibles en la organización que les ayuden a afrontar las
dificultades del negocio. El TPM (Mantenimiento Productivo Total) surgió en Japón
gracias a los esfuerzos del Japan Institute of Plant Maintenance (JIPM) como un
sistema destinado a lograr la
eliminación de las seis
grandes pérdidas de los
equipos, a los efectos de
poder hacer factible la
producción “Just in Time”, la
cual tiene como objetivos
primordiales la eliminación
sistemática de desperdicios.
En un principio los operarios compatibilizaban esas tareas, sin embargo, a medida
que los equipos se fueron haciendo más sofisticados, se fue cambiando al sistema
americano de realizar el mantenimiento por un departamento especializado, por lo
que se dividió el trabajo entre Producción y Mantenimiento. Con la evolución de los
sistemas productivos se ha ido logrando una mayor eficiencia.
Rompiendo con el sistema de mantenimiento habitual, en el que unas personas
“producen” y otras “reparan”, el TPM busca un implicación de todo el personal en el
cuidado, limpieza y mantenimiento preventivo de los equipos, con el fin de reducir
las averías, accidentes o defectos.
1.2. DEFINICIÓN DEL TPM
Mantenimiento Productivo Total es la traducción de TPM (Total Productive
Maintenance). El TPM es una estrategia compuesta por una serie de actividades
ordenadas que una vez implantadas ayudan a mejorar la competitividad de una
organización industrial o de servicios para maximizar la eficiencia. Es una filosofía
de mantenimiento cuyo objetivo es eliminar las pérdidas en producción debidas al
estado de los equipos, o en otras palabras, mantener los equipos en disposición
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO”
para producir a su capacidad máxima productos de la calidad esperada, sin paradas
no programadas. Esto supone:
Cero averías
Cero tiempos muertos
Cero defectos atribuidos a un mal estado de los equipos
Sin pérdidas de rendimiento o de capacidad productiva debidos al estado
de los equipos
Se entiende entonces perfectamente el nombre: mantenimiento productivo total, o
mantenimiento que aporta una productividad máxima o total.
1.3. BENEFICIOS DEL TPM
En general debemos de implementarlo en toda la organización para
aprovechar al máximo la capacidad instalada y postergar las inversiones de capital,
para mejorar el aprovechamiento de nuestros recursos humanos, para reducir
costos, para eliminar o reducir accidentes, y para incrementar la calidad de nuestros
productos.
Los beneficios que nos proporcionará la implantación de TPM son los siguientes:
Mantener los equipos de forma satisfactoria producirá menos defectos. Esto
significa que los desperdicios derivados del proceso serán eliminados de
tres modos:
Cuanto menos defectos, menos piezas deben ser retrabajadas o
eliminadas (scrap).
Una consecuencia de menos scrap es que los recursos como materia
prima, energía, mano de obra y desperdicios consumidos por las
piezas defectuosas se reducirán.
Los recursos para retrabajar productos defectuosos también se
reducirán.
TPM aumenta la vida útil de las máquinas. Lo que significa que los intervalos
entre inversiones de las compañías en nuevas máquinas se alargarán lo
cual produce un efecto indirecto en el empleo de esos recursos para nuevas
máquinas.
TPM reduce el uso de materiales de limpieza y productos químicos
peligrosos, que son dañinos para las personas y el entorno.
Aumenta el retorno de la inversión al aumentar la productividad.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 4
TPM consigue satisfacción en el trabajo creando un entorno de trabajo
agradable y una mayor implicación de los empleados (comparten
conocimientos y habilidades a través del trabajo en equipo así como un
mayor nivel de confianza de los empleados).
1.4. LAS SEIS GRANDES PÉRDIDAS
Desde la filosofía del TPM se considera que una máquina parada para
efectuar un cambio, una máquina averiada, una máquina que no trabaja al 100%
de su capacidad o que fabrica productos defectuosos está en una situación
intolerable que produce pérdidas a la empresa. La máquina debe considerarse
improductiva en todos esos casos, y deben tomarse las acciones correspondientes
para evitarlos en el futuro. TPM identifica seis fuentes de pérdidas, denominadas
las seis grandes pérdidas, que reducen la efectividad por interferir con la
producción:
1.5. LOS PILARES DEL TPM
Los pilares son las estrategias fundamentales para desarrollar el programa.
Estos pilares sirven de apoyo para la construcción de un sistema de producción
ordenado.
Figura Nº1: Los pilares del TPM
Fuente: goo.gl/TMmCoz
Se implantan siguiendo una metodología disciplinada, potente y efectiva. Los pilares
considerados por el JIPM (The Japan Institute of Plant Maintenance) como
necesarios para el desarrollo del TPM en una organización son ocho a saber:
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 5
1.5.1. Mejoras Enfocadas o Kobetsu Kaizen
Son actividades que se desarrollan con la intervención de las diferentes
áreas comprometidas en el proceso productivo, con el objeto maximizar la
Efectividad Global de Equipos, procesos y plantas; todo esto a través de un
trabajo organizado en equipos funcionales que emplean metodología específica
y centran su atención en la eliminación de cualquiera de las 16 pérdidas
existentes en las plantas industriales.
1.5.2. Mantenimiento Autónomo o Jishu Hozen
Una de las actividades del sistema TPM es la participación del personal
de producción en las actividades de mantenimiento. Este es uno de los procesos
de mayor impacto en la mejora de la productividad. Su propósito es involucrar al
operador en el cuidado del equipamiento a través de un alto grado de formación
y preparación profesional, respeto de las condiciones de operación,
conservación de las áreas de trabajo libres de contaminación, suciedad y
desorden.
1.5.3. Mantenimiento Planificado
El objetivo del mantenimiento planificado es el de eliminar los problemas
del equipamiento a través de acciones de mejora, prevención y predicción. Para
una correcta gestión de las actividades de mantenimiento es necesario contar
con bases de información, obtención de conocimiento a partir de los datos,
capacidad de programación de recursos, gestión de tecnologías de
mantenimiento y un poder de motivación y coordinación del equipo humano
encargado de estas actividades.
1.5.4. Mantenimiento de la Calidad o Hinshitsu Hozen
Esta clase de mantenimiento tiene como propósito mejorar la calidad del
producto reduciendo la variabilidad, mediante el control de las condiciones de los
componentes y condiciones del equipo que tienen directo impacto en las
características de calidad del producto.
1.5.5. Prevención del Mantenimiento
Son aquellas actividades de mejora que se realizan durante la fase de
diseño, construcción y puesta a punto de los equipos, con el objeto de reducir
los costes de mantenimiento durante su explotación. Una empresa que pretende
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 6
adquirir nuevos equipos puede hacer uso del historial del comportamiento de la
maquinaria que posee, con el objeto de identificar posibles mejoras en el diseño
y reducir drásticamente las causas de averías desde el mismo momento en que
se negocia un nuevo equipo.
1.5.6. Áreas administrativas
Esta clase de actividades no involucra el equipo productivo.
Departamentos como planificación, desarrollo y administración no producen un
valor directo como producción, pero facilitan y ofrecen el apoyo necesario para
que el proceso productivo funcione eficientemente, con los menores costes,
oportunidad solicitada y con la más alta calidad. Su apoyo normalmente es
ofrecido a través de un proceso que produce información. Allí también las
pérdidas potenciales a ser recuperadas son enormes.
1.5.7. Educación y Entrenamiento
Las habilidades tienen que ver con la correcta forma de interpretar y
actuar de acuerdo a las condiciones establecidas para el buen funcionamiento
de los procesos. Es el conocimiento adquirido a través de la reflexión y
experiencia acumulada en el trabajo diario durante un tiempo.
1.5.8. Seguridad y Medioambiente
El número de accidentes crece en proporción al número de pequeñas
paradas. Por ese motivo el desarrollo del Mantenimiento Autónomo y una
efectiva implementación de las 5S son la base de la seguridad. El Kobetsu
Kaizen es el instrumento para eliminar riesgos en los equipos. La formación en
habilidades de percepción es la base de la identificación de riesgos ya que el
personal formado profundamente en el equipo asume mayor responsabilidad por
su salud y su seguridad.
1.6. IMPLANTACIÓN DEL TPM
El Japan Institute of Plant Maintenance (JIPM) desarrolló un método en siete
pasos cuyo objetivo es lograr el cambio de actitud indispensable para el éxito del
programa. Los pasos para desarrollar es cambio de actitud son los siguientes:
Fase 1. Aseo inicial
En esta fase se busca limpiar la máquina de polvo y suciedad, a fin de dejar
todas sus partes perfectamente visibles. Se implementa además un
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 7
programa de lubricación, se ajustan sus componentes y se realiza una
puesta a punto del equipo (se reparan todos los defectos conocidos)
Fase 2. Medidas para descubrir las causas de la suciedad, el
polvo y las fallas.
Una vez limpia la máquina es indispensable que no vuelva a ensuciarse y
a caer en el mismo estado. Se deben evitar las causas de la suciedad, el
polvo y el funcionamiento irregular (fugas de aceite, por ejemplo), se
mejora el acceso a los lugares difíciles de limpiar y de lubricar y se busca
reducir el tiempo que se necesita para estas dos funciones básicas (limpiar
y lubricar).
Fase 3. Preparación de procedimientos de limpieza y
lubricación
En esta fase aparecen de nuevo las dos funciones de mantenimiento
primario o de primer nivel asignadas al personal de producción: Se
preparan en esta fase procedimientos estándar con el objeto que las
actividades de limpieza, lubricación y ajustes menores de los componentes
se puedan realizar en tiempos cortos.
Fase 4. Inspecciones generales
Conseguido que el personal se responsabilice de la limpieza, la lubricación
y los ajustes menores, se entrena al personal de producción para que
pueda inspeccionar y chequear el equipo en busca de fallos menores y
fallos en fase de gestación, y por supuesto, solucionarlos.
Fase 5. Inspecciones autónomas
En esta quinta fase se preparan las gamas de mantenimiento autónomo, o
mantenimiento operativo. Se preparan listas de chequeo (check list) de las
máquinas realizadas por los propios operarios, y se ponen en práctica.
Fase 6. Orden y Armonía en la distribución
La estandarización y la procedimentación de actividades es una de las
esencias de la Gestión de la Calidad Total, que es la filosofía que inspira
tanto el TPM como el JIT. Se busca crear procedimientos y estándares
para la limpieza, la inspección, la lubricación, el mantenimiento de registros
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 8
en los que se reflejarán todas las actividades de mantenimiento y
producción, la gestión de la herramienta y del repuesto, etc.
Fase 7. Optimización y autonomía en la actividad
La última fase tiene como objetivo desarrollar una cultura hacia la mejora
continua en toda la empresa: se registra sistemáticamente el tiempo entre
fallos, se analizan éstos y se proponen soluciones. Y todo ello, promovido
y liderado por el propio equipo de producción.
1.7. METODOLOGÍA 5S
Figura Nº2: Metodología 5S
Fuente: goo.gl/Gqap2r
Es una metodología / filosofía para organizar el trabajo de una manera que minimice
el desperdicio, asegurando que las zonas de trabajo estén sistemáticamente limpias
y organizadas, mejorando la productividad, la seguridad y proveyendo las bases
para la implementación de procesos esbeltos. Se divide en 5 etapas:
Seiri (Clasificar)
Significa retirar el lugar de trabajo todos los elementos que no son inútiles
para las operaciones de producción de un producto o la prestación de un
servicio.
Seiton (ordenar)
Una vez retirado de los puestos de trabajo los elementos inútiles se deben
ordenar los útiles, es darles un lugar determinado a cada cosa, ubicar los
elementos en el lugar asignado e identificado, esto con el fin de que las
herramientas, equipos o elementos necesarios puedan ser encontrados
fácilmente por quien los necesite.
Seiso (limpiar)
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 9
Consiste en identificar y eliminar las fuentes de suciedad, asegurando que los
puestos de trabajo se encuentren siempre en perfecto estado de modo que
cuando alguien necesite utilizar algo esté listo para su uso.
Seiketsu (Estandarización)
Difiere de las 3 primeras ya que son actividades la cuarta S es un estado que
existe cuando se mantienen las 3 primeras (Clasificación, orden y limpieza).
El propósito básico de la estandarización es evitar el retroceso en las 3
primeras Ss hacer de su ejecución un hábito diario.
Shitsuke (Disciplina)
Es diferente a las 4 primeras Ss en el sentido de que no es visible y no puede
medirse.
Existe en las mentes y voluntades de los empleados y solo su conducta
muestra su presencia, como consecuencia no se puede implantar como una
técnica.
En resumen:
Figura Nº3: Resumen de las técnicas 5S
Fuente: goo.gl/Mzm3En
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 10
CAPITULO II: CONOCIENDO LA EMPRESA
2.1. INFORMACIÓN GENERAL DE LA EMPRESA
SMF Sagitario, es una empresa con amplia experiencia en maestranza y
metalmecánica dirigida a todo tipo de industrias, ladrilleras, cementeras y minería,
en áreas de diseño, fabricación, reparación y mantenimiento de piezas, equipos
mecánicos y proyectos electromecánicos.
Buscamos de nuestros clientes la aprobación y conformidad de obra y/o servicio, al
asumir nuestro compromiso según sus requerimientos, con puntualidad y eficiencia.
Un equipo de profesionales altamente especializados y capacitados
constantemente acompaña convenientemente esta especialidad.
Figura Nº4: Logo de la Empresa
Fuente: SMF SAGITARIO
En los últimos dos años SMF SAGITARIO se vio favorecido con diferentes
licitaciones las cuales nos permiten manejar un pequeño stock de piezas para
consumo de nuestros clientes. En este caso específico de Kimberly Clark,
Clasificando a la empresa según la matriz Insumo Producto como una empresa de
Línea Discontinua; esto quiere decir que la empresa tiene una variedad media de
productos y una probable estandarización, fabricando pequeños lotes.
Figura Nº5: Matriz Insumo Producto
Fuente: Investigación de Operaciones UPC
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 11
2.2. Información general de la empresa:
Tabla 1: Ficha RUC
Fuente: SUNAT
Razón social SMF Sagitario SAC
Nombre Comercial SMF Sagitario SAC
RUC 20144403054
Estado Activo
Fecha de Inscripción 18/06/1993
Tipo de Empresa Sociedad Anónima Privada
Ubicación Lima-Lima-San Martin de Porres
Dirección CAL.MANUFACTURAS NRO. 219 URB.
PRO INDUSTRIAL (SEXTO SECTOR)-
SAN MARTIN DE PORRES
2.3. Ubicación Geográfica
SMF Sagitario se encuentra en la calle Manufacturas 219 – San Martin de
Porres
Figura Nº6: Ubicación geográfica
Fuente: Google Maps
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 12
2.4. Perfil estratégico:
Misión:
Somos una empresa dedicada al servicio de metalmecánica a nivel
nacional, con una filosofía empresarial basada en principios éticos y valores
humanos, poniendo a disposición de nuestros clientes el mejor personal y
productos de alta calidad debido a la flexibilidad de nuestros procesos y
maquinarias
Visión:
Ser reconocidos en el mercado nacional y forjar alianzas permanentes
con nuestros clientes por nuestra alta calidad y entrega a tiempo de nuestros
servicios.
Valores:
- Integridad
- Compromiso
- Excelencia en servicio al cliente
- Ética Profesional
2.5. Organigrama:
Figura Nº7: Organigrama de la Empresa
Fuente: SMF SAGITARIO
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 13
2.5.1. Cargos y Funciones:
Gerente General:
Se encarga de la toma de decisiones y coordinar las directivas y políticas
tomando como base los criterios brindados previamente por los Gerentes de
Operaciones y Gerente Administrativo.
Gerente Administrativo:
Se encarga de la toma de decisiones a nivel administrativo, el manejo de
los recursos y del personal.
Gerente de Operaciones:
Se encarga del contacto directo con el cliente, la programación de los
trabajos en planta, la disposición y la formulación del mantenimiento de las
maquinarias
Coordinador de Operaciones.
Se encarga de la evaluación de cada fabricación, de absolver las
consultas con el cliente acerca de los trabajos actuales. Brindar el status
actualizado de cada trabajo.
Sirve de soporte para el abastecimiento de materiales, y la coordinación de
entregas.
Operario de Máquinas y Herramientas
Se encarga de la ejecución del trabajo en maquinaria CNC como
convencional respectivamente; realiza el cálculo de tiempo y programación
según software CAM, coordina directamente con el coordinador de
operaciones el procedimiento a seguir con la fabricación.
Operario de Mecánico de Banco
Realiza los acabados de las fabricaciones luego de los mecanizados, se
encarga de la eliminación de filos vivos, paso y repase de machos de roscar,
pavonados locales y acabados generales.
Operario Soldador
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 14
Realiza la aplicación de las Soldaduras dominando procesos SMAW
GTAW y FCAW según lo requiera el coordinador de operaciones. Basa su
trabajo según los parámetros que su jefe inmediato pueda recibir. Se encarga
del armado de estructuras y la fabricación de machinas para trabajos
repetitivos.
Mecánico de mantenimiento
Coordina directamente con el coordinador de operaciones las labores de
montaje, instalación y mantenimientos correctivos de maquinaria en planta.
Realiza tanto labores eléctricas, mecánicas y civiles brindando soporte
adecuado con la finalidad de mantener la operatividad de las maquinas en
planta.
Almacenero:
Realiza la recepción de materias primas y salida de repuestos, lleva la
contabilidad de las solicitudes de material y herramientas las cuales las
reporta al encargado de ventas y al coordinador de operaciones. Opera el
montacargas y elevador vertical de planta. Se encarga de labores de
acondicionamiento de materiales y pintura.
2.6. Servicios y Productos:
2.6.1. Fabricación de repuestos:
Ejes conducidos y conductores:
Figura Nº8: Familia de ejes
Fuente: SMF SAGITARIO
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 15
Tabla 2: Dimensiones y Materiales Productos Ejes
Fuente: Elaboración Propia
Bloques o Cuadrados:
Fabricaciones de piezas cuadradas que impliquen formas complicadas,
circunferencias y ángulos complejos, operaciones de vaciados con fondo
cóncavo o convexo, Tamices, etc.
Tabla 3: Materiales Productos Cuadrado o Bloques
Fuente: Elaboración Propia
Figura Nº9: Modelo de cuadros o Bloques
Fuente: SMF SAGITARIO
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 16
Piñones:
Fabricaciones de elementos de transmisión de potencia por engrane,
como piñones rectos, helicoidales, cónicos, de cualquier modulo generado
así cremalleras, engranajes bimetálicos para reductores, etc.
Tabla 4: Materiales Productos Piñones
Fuente: Elaboración propia
Figura Nº10: Modelo de piñón
Fuente: SMF SAGITARIO
Poleas:
Fabricaciones de elementos de transmisión de movimiento por fajas
dentadas, fajas en V o cadenas según normas o estándares, para motores
o rotores; mesas transportadoras de tablillas o de bandas.
Tabla 5: Material de Producto de Polea
Fuente: Elaboración Propia
Figura Nº11: Modelo de Polea
Fuente: SMF SAGITARIO
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 17
Cuchillas:
Fabricamos cuchillas para corte de papel y
cartón, hasta una longitud de 1 m. de rectificado,
cuchillas planas, circulares y contra cuchillas
En materiales K100, K110, K350 y K450 von una
dureza hasta de 80 HRC
Figura Nº12: Modelo de Cuchillas
Fuente: SMF SAGITARIO
Moldes:
Fabricación de moldes para la industria del caucho, con una capacidad
hasta de 5 Tn. En mecanizado CNC en mandriladora de formas complejas
con una precisión de +/- 0,01mm.
Figura Nº13: Modelo de Moldes
Fuente: SMF SAGITARIO
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 18
2.7. Proveedores:
ACEROS BOEHLER DEL PERU S A - RUC: 20100036101
Principal proveedor a nivel nacional de aceros especiales
ACEROS DEL PERU SOCIEDAD ANONIMA CERRADA ACEPESAC -
RUC 20430039254
Proveedor de aceros especiales.
IMPORTACIONES SIMONS S.A.C. - RUC: 20100491134
Principal proveedor de polímeros.
CIA COMRC IND PERUANO SUECA SA CIPESA - CIPESA RUC:
20101560504
Proveedor de aceros especiales.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 19
2.8. Clientes:
KIMBERLY-CLARK PERU S.R.L. - RUC: 20100152941
Es una empresa líder en productos de consumo para el cuidado e higiene
personal y familiar. Ofrecemos productos que han mejorado de manera
significativa la calidad de vida de las personas como son: los pañales para niños
y adultos, papel higiénico, toallas femeninas, toallitas húmedas, pañuelos
faciales, servilletas, entre otros.
FERREYROS SOCIEDAD ANÓNIMA - RUC: 20100028698
Es una empresa líder en la comercialización de bienes de capital en el país y en
la provisión de servicios en este ámbito. Integrante de la corporación Ferreycorp,
es distribuidora de Caterpillar desde 1942, así como de otras prestigiosas
marcas.
METSO PERU S.A. - RUC: 20262478964
Metso atiende a clientes en las industrias de minería, agregados, y petróleo y
gas. También participamos en algunos otros procesos industriales, como
celulosa, papel y reciclaje.
General electric international Peru –RUC: 20390989467
Somos una empresa que forma parte de la gran herencia de General Electric.
Nuestra historia comienza hace 130 años con el Fundador de la compañía,
Thomas A. Edison. Desde entonces, los ingenieros y empleados de GE Industrial
Solutions son una expresión del espíritu emprendedor, creando productos y
servicios innovadores que cubren todas las necesidades del cliente. Estamos
presentes en más de 60 países, dentro de diferentes industrias, ayudando a
enfrentar los retos de distribución de la energía.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 20
2.9. EQUIPOS Y MAQUINARIAS
2.9.1. Sierra tronzadora
Las barras de Acero SAE 1045 ó AISI
4140 llegan por longitudes de 6 metros. Las
cuales son cortadas en la sierra tronzadora
a longitudes de 1 o 2 metros.
Figura Nº14: Sierra Tronzadora
Fuente: SMF SAGITARIO
2.9.2. TORNO CONVENCIONAL
Maquina convencional marca
ROMI, procedencia brasileña.
Volteo: Ø400mm.
Longitud de mecanizado: 1m.
Figura Nº15: Torno Convencional
Fuente: SMF SAGITARIO
2.9.3. TORNO CNC
Equipo computarizado marca ROMI
de fabricación brasileña.
Controlador numérico MACH 9
Sotware CAM: Mastercam X9
Figura Nº16: Torno CNC
Fuente: SMF SAGITARIO
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 21
2.9.4. FRESADORA
Equipo con visor de control numérico de procedencia inglesa
Marca Kearney & trecker.
Fresa- Piñonera
Figura Nº17: Fresadora
Fuente: SMF SAGITARIO
2.9.5. RECTIFICADORA
Figura Nº18: Rectificadora
Fuente: SMF SAGITARIO
Rectificadora de procedencia americana, Marca Cincinati
Volteo Ø300mm x 2m.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 22
2.10. DOP
Figura Nº191: DOP - Eje Izquierdo
Fuente: Elaboración Propia
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 23
Figura Nº20: DOP- Porta boquilla
Fuente: Elaboración Propia
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 24
2.11. PROCESO PRODUCTIVO DE LA ELABORACION DE EJES DE
TRANSMISION
2.11.1. Habilitación del material:
El material en bruto es adquirido por 6 metros; dicho material ingresara
a máquina en tramos de uno o dos metros. Para esto ingresa a una sierra
tronzadora la cual divide el material en tramos de un metro.
2.11.2. Refrentado de material:
El material será ingresado en una maquina computarizada, la cual
previamente es configurada asumiendo que el material tendrá una longitud
exacta, para esto previamente ingresa a un torno convencional el cual le
rectificara las caras y le dará la longitud exacta con un error de +/- 0.1 mm.
2.11.3. Cilindrado CNC
Para este proceso se ingresan las barras de acero de longitud un metro
a un torno computarizado, el cual ya está cargado con el ciclo de mecanizado a
realizarse.
El torno le dará la forma exterior y los detalles con un error de +/- 0.01.
Este proceso es automático; es diseñado mediante software CAM.
2.11.4. Perforado
Una vez obtenida la pieza con su forma final, pasa por un proceso de
taladrado. Esto se realiza en una fresadora con control numérico la cual es más
precisa en sus movimientos. Se realiza los agujeros de amarre según las
indicaciones del plano y detalles adicionales.
2.11.5. Rectificado
Para darle los acabados finales, el repuesto pasa por un proceso de
rectificado con piedra.
Este proceso le da las medidas y ajustes requeridos en los planos.
Adicional a eso según los requerimientos les da el acabado superficial.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 25
CAPITULO III: DIAGNOSTICO DEL MANTENIMIENTO - SITUACION
ACTUAL DE LA LINEA DE PRODUCCIÓN
3.1. AUDITORIA DE MANTENIMIENTO
3.1.1. AUDITORIA DE RRHH
Clima laboral:
Según las entrevistas con diferentes encargados de área, se puede notar que
la comunicación es buena de forma horizontal, es decir, entre los operarios.
En cambio, la comunicación de forma vertical, con los jefes, es deficiente
debido a que no se nota influencia de parte del nivel superior.
La motivación en la empresa no es la adecuada debido a que la deficiente
programación hace que las tareas del personal sean repetitivas, y no se les
permita demostrar nuevas técnicas aprendidas (practicantes y personal de
baja experiencia).
Carga de trabajo:
Debido a la exigencia de los clientes y usuarios, se tiene alta carga de trabajo
ya que la programación es muy variada y las fechas son constantemente
reprogramadas, adelantando las entregas; ello ocasiona un mayor trabajo
pendiente en las máquinas de control computarizado y en los operarios de
alta experiencia; ya que las operaciones de acabado y ajustes son destinada
a este tipo de personal.
Perfil Profesional:
Se puede notar en cada área de trabajo, solo una persona con alta
experiencia; esto denota que los perfiles profesionales no están
correctamente orientados a las necesidades de la empresa; según la
entrevista con el encargado de planta; este indica que los colaboradores no
fueron seleccionados correctamente según las habilidades requeridas para
las tareas. Según lo consultado se tiene excesivo personal para tareas de
desbaste o desbronque, generándose un cuello de botella en los
procedimientos de acabado y ajustes.
Focos de conflicto:
Según las entrevistas con los jefes y encargados, se pueden notar focos
constantes de conflicto entre el personal de mantenimiento y operadores de
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 26
planta; debido al exceso de carga de trabajo las paradas no son
correctamente programadas generando tiempos muertos por espera a que las
maquinas paren o puedan desocuparse.
3.1.2. AUDITORIA TECNOLÓGICA
Para la revisión de este punto, se toma como referencia la línea de producción de
ejes conductores y conducidos, que consta de 5 máquinas.
o Sierra Tronzadora
o Torno convencional
o Torno CNC
o Fresadora
o Rectificadora
Calidad Técnica:
Se puede notar que el personal no tiene la suficiente destreza para realizar
procesos finales de mecanizado, las operaciones finales recaen en una o dos
personas generando retrasos en la cadena de producción.
La calidad técnica de los equipos es media alta según la apreciación del
encargado de planta notando la maquina más antigua del año 1998, y la más
reciente del año 2016.
Estado de los equipos:
Según la inspección y entrevista con los encargados del diagnóstico y
mantenimiento de los equipos, nos indica que se encuentran algunas
deficiencias:
Las bancadas de la maquinaria están próximas a necesitar un rectificado
Se nota ligero incremento de la temperatura de trabajo de los equipos debido a
que los operarios hacen una deficiente lubricación de las máquinas.
Los equipos de mayor antigüedad requieren una revisión en los sistemas de
avance automáticos, y sistemas de embriague (regulación)
3.1.3. AUDITORIA DE LA GESTIÓN
Metas/objetivos:
El área de mantenimiento no tiene formulado objetivos referentes al
mantenimiento de los equipos ya que solo se atienen correctivos en planta de
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 27
los cuales no se lleva registro de los trabajos realizados en la maquinaria
convencional
No se reporta el tiempo de duración de los accesorios de las maquinarias
(rodamientos, fajas, acoples, válvulas, contactores, relés entre otros)
Evaluar el sistema de información.
Debido a los múltiples fallos en los equipos se han definido solo el uso de los
lubricantes en la maquinaria mediante análisis proporcionados por los
distribuidores.
Se tiene los manuales de mantenimiento eléctrico, mecánico y de
programación de los equipos computarizados.
Los equipos convencionales no cuentan con un plan de mantenimiento,
mapeo de repuestos definidos.
Se tiene registro de actividades correctivas realizadas la cual es muy general,
no se tienen bosquejos de elementos fabricados como repuesto para
maquinaria propia como bujes, ejes sin fin, poleas, piñones entre otros.
3.2. REGISTRO DE EVIDENCIAS FOTOGRÁFICAS
Observaciones:
Área en
desorden
Extintor
bloqueado por
elementos
ajenos.
Compresor
cercano no
anclado
correctamente
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 28
Observaciones:
Alimentación a máquina
desprotegida.
Ausencia de guardas
Freno de maquina no
accionado
Encendido de maquina sin
sistema de bloqueo.
Observaciones:
Falta de mantenimiento al
sistema de corte automático.
Bloqueo de seguridad se
encuentra averiado
Observaciones:
Falta de mantenimiento al
sistema de corte automático.
Falta de limpieza de sistemas
eléctricos.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 29
Observaciones:
Deficiente lubricación de
cabezal superior
Mecanismo de
aseguramiento de la
bancada con desgaste
Ausente mantenimiento de
bombas de lubricación
Observaciones:
Reducido espacio de
operación
Zona de tableros obstruida
Deficiente distribución de
líneas de aire comprimido.
3.3. INDICE DE MANTENIEMIENTO GLOBAL
Para la evaluación de la situacional actual de Mantenimiento se desarrolló un
check list de mantenimiento basado en las cuatro perspectivas: Manejo de
Información, Criticidad de equipos, mantenimiento actual y mantenimiento de costos,
con el apoyo del jefe de planta se obtuvieron los siguientes resultados
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 30
Tabla Nº7: Cuestionario de manejo de Información:
Fuente: Elaboración Propia
Tabla Nº8: Cuestionario de criticidad de máquinas:
Fuente: Elaboración Propia
Tabla Nº9: Cuestionario de Mantenimiento Actual
Fuente: Elaboración Propia
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 31
Tabla Nº10: Cuestionario Manejo de Costos
Fuente: Elaboración Propia
Figura Nº212: Resultado de evaluación por perspectiva:
Fuente: Elaboración Propia
Como se puede observar
bajos indicadores en cada
perspectiva debido al deficiente
manejo del manteamiento,
actualmente la empresa realiza
mantenimiento correctivos
perjudicando la producción
programada
Figura Nº223: Índice de mantenimiento global
Fuente: Elaboración Propia
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 32
3.4. Justificación de la implementación
El desempeño de la empresa estará en función la calidad de mantenimiento
para cada una de las máquinas, es de suma importancia tener una visión a futuro,
planificar y programar el mantenimiento para cubrir toda el área en el tiempo, sea a
mediano o largo plazo y además reducir costos de repuestos y materiales, para un
mejor desempeño.
El mantenimiento está enfocado en la mejora continua y prevención de fallas,
mediante una organización que esta documenta la misma que ayuda al trabajo en
equipo, y preparación constante para actuar sin dejar caer la producción.
3.5. Manifestación y efectos de las seis grandes pérdidas
Para llevar a cabo el estudio de las seis grandes pérdidas en la línea de
producción, describiremos cada una de las pérdidas que se presentan y los efectos
que generan estas en la línea de producción de la empresa SMF SAGITARIO,
encontrándose estas relacionadas a la falta de un mantenimiento planificado de la
empresa.
3.5.1. Tiempos Muertos
Tabla Nº11: Resumen de auditoria del mantenimiento
Fuente: Elaboración Propia
Estos tiempos están siendo originados
por la presencia de averías en la
maquinarias siguientes: Fresadora,
Rectificadora y Torno CNC
manifestándose principalmente por la
preparación y ajuste de cada una de
las maquinas mencionadas.
3.5.1.1. Averías:
Las averías se dan en 2 de las máquinas de la línea de
producción, las cuales son: Fresadora y Torno CNC ya que estas presentan
cierta antigüedad, uso con mayor frecuencia dentro de la línea y no cuentan
con un plan de mantenimiento adecuado.
FRESADORA:
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 33
Desgaste de en partes móviles, rodamientos y cajas de
transmisión.
TORNO CNC:
Degaste de rodamiento y desconfiguración de la codificación de
los drivers.
3.5.1.2. Preparación y Ajuste:
Este tiempo perdido se ocasiona porque las máquinas de la línea
de producción tienen que tener las condiciones necesarias de operación
para empezar con la producción. A continuación se mencionara las
condiciones de preparación y ajustes que se suelen presentar en cada una
de las principales máquinas de la línea de producción:
TORNO CNC:
Calibrar a cero las posiciones de las herramientas (brocas,
insertos de corte, cuchillas).
Ajustar piezas (material a tornear)
Calibrar máquinas (origen de coordenadas de la maquina).
Cargar parámetros de programa.
3.5.2. Caídas de Velocidad
Este efecto se ve originado por la presencia de paradas cortas y la
velocidad reducida que suele presentarse en las maquinarias por la antigüedad,
frecuencia de uso y la falta de mantenimiento que estas presentan.
3.5.2.1. Paradas Cortas:
Las paradas cortas en las maquinas son originadas
principalmente por el desgaste y ruptura de herramientas, esta operación
tiene una duración de tiempo variable (dependiendo de la calidad y
procedencia de las herramientas). Estas paradas son las siguientes:
Torno CNC:
Desgaste de los injertos de corte.
Falta de refrigerante de corte.
Falta de presión de aire.
Fresadora:
Desgaste de cuchillas y brocas.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 34
3.5.2.2. Velocidad Reducida:
Esta pérdida se da básicamente por la antigüedad con que
cuentan las maquinarias de la línea de producción y sumado a ello de una
falta de mantenimiento adecuado que estas no tuvieron.
En el caso de SMF SAGITARIO más depende de la destreza del operario no
de la velocidad ya que son máquinas tecno-manuales.
3.5.3. Defectos
Esta pérdida está relacionada con las unidades defectuosas en la línea
de producción y son generadas por algunas fallas de las maquinarias ya
mencionadas. A continuación se detallará las fallas que estas presentan y
originan dichos defectos.
3.5.3.1. Defectos de Calidad:
Torno CNC:
Mal ingreso de parámetros de mecanizado.
Desgaste de husillo.
Fresadora:
Desgaste de bancada.
Desgaste de husillo.
3.5.3.2. Puesta en Marcha:
Estas pérdidas son reflejadas en la disminución del rendimiento durante
la fase de arranque del proceso de mecanizado.
Torno CNC:
Configuración de parámetros de mecanizado.
Fresadora:
Configuración del control numérico.
3.6. Análisis de las 6 grandes pérdidas
El presente análisis de la evaluación realizada de las seis grandes pérdidas
que se han encontrado en las máquinas de la línea de producción de la SMF
SAGITARIO, está elaborado a partir de los registros tomados durante un mes en la
línea de producción.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 35
3.6.1. Cuadro resumen y gráfico de incidencias de las 6 grandes
pérdidas:
PERDIDAS MAQUINARIA DESCRIPCION EFECTOS HORAS %
Degaste de rodamiento y desconfiguración de la
TORNO CNC 0.75 2.42%
codificación de los drivers.
AVERIAS
Desgaste de en partes móviles, rodamientos y
FRESADORA 0.7 2.26%
cajas de transmisión.
Calibrar a cero las posiciones de las herramientas TIEMPOS
6.5 21.00%
(brocas, insertos de corte, cuchillas). MUERTOS
PREPARACION Y Ajustar piezas (material a tornear) 2.5 8.08%
TORNO CNC
AJUSTES Calibrar maquinas (origen de coordenadas de la
1.5 4.85%
maquina).
Cargar parámetros de programa. 4.5 14.54%
Desgaste de los injertos de corte. 1 3.23%
TIEMPO EN VACIO TORNO CNC Falta de refrigerante de corte. 0.25 0.81%
Y PARAS CORTAS Falta de presión de aire. CAIDAS DE 2 6.46%
FRESADORA Desgaste de cuchillas y brocas. VELOCIDAD 2.5 8.08%
VELOCIDAD
- - 0 0.00%
REDUCIDA
Mal ingreso de parámetros de mecanizado. 3 9.69%
DEFECTOS DE TORNO CNC
Desgaste de husillo. 0.25 0.81%
CALIDAD Y
Desgaste de bancada. 0.25 0.81%
REPROCESO FRESADORA DEFECTOS
Desgaste de husillo. 0.25 0.81%
PUESTA EN TORNO CNC Configuración de parámetros de mecanizado. 4 12.92%
MARCHA FRESADORA Configuración del control numérico. 1 3.23%
TOTAL DE HORAS 30.95 100%
Como se observa en el punto de preparación y ajustes se está encontrando el mayor
número de horas perdidas con un total de 6.5 horas al mes, lo cual representa el 21%
del total de horas perdidas. Es necesario definir en el TPM que se está aplicando
acciones de mejora para así disminuir este porcentaje.
PERDIDAS EFECTOS HORAS %
AVERIAS
TIEMPOS
16.45 53.15%
PREPARACION Y AJUSTES MUERTOS
TIEMPO EN VACIO Y PARAS
CAIDAS DE
CORTAS 5.75 18.58%
VELOCIDAD
VELOCIDAD REDUCIDA
DEFECTOS DE CALIDAD Y
REPROCESO
DEFECTOS 8.75 28.27%
PUESTA EN MARCHA
TOTAL DE HORAS 30.95 100%
Del cuadro anterior podemos observar que los TIEMPOS MUERTOS son del margen
del 53.15% siendo este el mayor de los efectos generados en el análisis de las seis
grandes pérdidas.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 36
CAPITULO IV: IMPLEMENTACIÓN DEL TPM
4.1. FASE1: PREPARACIÓN
En la etapa de preparación se planifica con sumo cuidado el programa de
TPM, para así evitar las futuras modificaciones que puedan existir durante su
implantación.
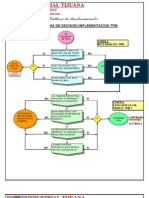
4.1.1. ETAPA 1: DECISIÓN DE APLICAR EL TPM EN LA EMPRESA
SMF SAGITARIO
Para que esta decisión se lleve a cabo, se llevarán a cabo los siguientes pasos:
A. Reunión del área administrativa y el equipo de TPM: En esta reunión el
equipo de TPM se encargará de comentar las bondades de implementar
un sistema de TPM en la empresa SMF SAGITARIO, las ganancias que
podrá tener para que así los gerentes se encuentren comprometidos con
esta implementación.
B. Anuncio a trabajadores: Los gerentes deben hacer una reunión con los
trabajadores donde les muestren su compromiso con la implementación,
luego de ello se deberá poner anuncios en los periódicos murales y enviar
a través de correo la información formal y la expresión de su compromiso
y el deseo de compromiso de todos.
4.1.2. ETAPA 2: INFORMACIÓN SOBRE TPM
La empresa SMF SAGITARIO S.A.C ha determinado necesario
capacitar a sus trabajadores con la finalidad que conozcan el propósito de esta
implantación, evitando pensamientos negativos y resistencia que normalmente
se presenta cada vez que hay un cambio, la idea es concientizarlos y que lo
hagan porque saben que es lo mejor para todos, y no sólo porque la empresa lo
impone. Es necesario eliminar ese típico pensamiento de que dedicar una parte
de su tiempo a limpiar y mantener en correcto orden de funcionamiento a su
equipo de producción es una pérdida de tiempo o que influye negativamente a
la productividad.
En resumen:
La Alta Dirección anuncia la decisión de implementar un programa de TPM,
preocupándose de que todos los empleados comprendan la importancia del
hecho y se convenzan de la necesidad de su implementación.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 37
La Alta Dirección expresa su intención de seguir el programa hasta la última
etapa, demostrando que es parte de la estrategia de la empresa.
4.1.3. ETAPA 3: ESTRUCTURA PROMOCIONAL DEL TPM
La promoción se hace mediante pequeños grupos formales, donde el
Líder de cada uno de estos grupos es integrante de un nivel superior. Debe
crearse una oficina de promoción del TPM con personal estable que interactúa
permanentemente con otros subcomités, en esta oficina se elaboran las
estrategias eficaces de promoción.
El comité de TPM estará conformado por las siguientes personas:
Líder de Comité de promoción del TPM en la empresa:
Gerente General de la empresa SMF SAGITARIO, Sara Sánchez
Líder de Comité de promoción del TPM en la planta:
Jefe de Operaciones, Ernesto Canales
Líder de Comité de promoción del TPM en el área de Torneado:
Encargado de Torneado, Hugo Chávez
Líder de Comité de promoción del TPM en el área de Fresado:
Encargado de Fresado, Carlos Rojas
Líder de Comité de promoción del TPM en el área de mantenimiento:
Jefe de mantenimiento, David Canales
4.1.4. ETAPA 4: OBJETIVOS Y POLÍTICAS BÁSICAS DEL TPM
Políticas básicas:
Debe haber una limpieza por turno del área de trabajo y de las máquinas
a su cargo.
Todas las herramientas deben estar ordenadas y en su lugar de trabajo.
Eliminar las averías y paradas cortas.
Disminuir los tiempos de preparación y ajuste.
Evitar la disminución de velocidad.
Eliminar los defectos de producción.
Disminuir los defectos de puesta en marcha.
Tener el mejor talento en la empresa.
Teniendo como base el estudio realizado de las 6 grandes pérdidas en la empresa
SMF SAGITARIO S.A.C se plantearan los objetivos del TPM.
Objetivos del TPM:
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 38
Disminuir la cantidad de errores presentados en las máquinas de nuestra
línea de producción, haciendo siempre una limpieza al equipo así como
inspeccionar para evitar posibles fallas.
Cumplir con el Plan de Mantenimiento Preventivo que se ejecutará.
4.1.5. ETAPA 5: PLAN MAESTRO DE DESARROLLO DE TPM
En esta etapa definiremos como es que se implementará el TPM a lo
largo del tiempo, se verán las actividades a realizar para lograr los objetivos
anteriormente mencionados.
4.2. FASE 2: INTRODUCCIÓN
4.2.1. ETAPA 6: ARRANQUE FORMAL DEL TPM
Aquí se pondrá en práctica el TPM, los gerentes de la empresa SMF
SAGITARIO S.A.C programan un acto formal de presentación en donde
participarán los trabajadores y las empresas relacionadas, para informar lo que
se ha llevado a cabo anteriormente en la fase de preparación.
Todos los empleados deben comprender el porqué del TPM y estar
convencidos de su necesidad.
La alta dirección debe considerar cuidadosamente los factores que hacen
necesaria la implementación de TPM antes de anunciar la decisión de
introducirlo en la empresa.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 39
Cuando la alta dirección tome el compromiso de implementación, queda
claro que apoyará el programa hasta su finalización y así los empleados
visualizan que la dirección comprende el valor estratégico del TPM y
asignará los recursos.
4.3. FASE 3: IMPLANTACIÓN
4.3.1. ETAPA 7: MEJORAR LA EFECTIVIDAD DE LOS EQUIPOS
Paso 1: Limpieza inicial
Durante esta primera etapa, lo que se busca realizar es la limpieza inicial
de las máquinas para retirar el polvo y la suciedad con el objetivo de:
Eliminar el polvo, la suciedad y los desechos.
Descubrir las condiciones sub-estándar
Remover lo innecesario que esté en la parte exterior de la
máquina.
Descubrir anomalías.
Corregir las pequeñas deficiencias y establecer las condiciones
básicas del equipo.
En esta primera etapa utilizaremos las tarjetas de anomalías para poder
identificar, registrar para tomar acciones correctivas sobre las anomalías
que se encuentren en las máquinas que son resultado de la limpieza
inicial.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 40
Paso 2: Eliminación de fuentes de contaminación y lugares de difícil
acceso
En esta etapa se facilitará el camino para eliminar las fuentes de
contaminación y llegar a los lugares de difícil acceso.
Los objetivos para la eliminación de fuentes de contaminación y lugares de
difícil acceso serán:
Facilitar el control visual para el Equipo de Trabajo.
Eliminar las fuentes de contaminación.
Mejorar las condiciones físicas de los lugares de difícil acceso.
Reducir los tiempos de limpieza y lubricación de las máquinas de la
línea de fabricación.
Los métodos para poder realizar esta segunda etapa serán:
Identificar y eliminar fuentes de contaminación.
Identificar y eliminar lugares de difícil acceso.
Implementar el Control Visual.
Retirar los elementos innecesarios de la línea.
Registrar los resultados.
Verificar y mantener los logros.
Para esta segunda etapa se utilizara la tabla siguiente para tener un registro
adecuado del cumplimiento de la eliminación de fuentes de contaminación y
lugares de difícil acceso de las maquinarias.
LUGARES DE LIMPIEZA DE LA MAQUINA
TIEMPO DE
Nº MAQUINAS Encima de la Debajo de la Alrededor de RESPONSABLE FECHA
LIMPIEZA
maquina maquina la maquina
1 FRESADORA
2 TORNO CNC
3 TORNO CONVENCIONAL
4 SIERRA TRONZADORA
5 RECTIFICADORA
4.3.2. ETAPA 8: ESTABLECER UN PROGRAMA DE MANTENIMIENTO
AUTÓNOMO
PASO 3: Establecer estándares de limpieza, inspección y otras tareas
sencillas de mantenimiento autónomo
En esta etapa, una vez efectuadas las operaciones de limpieza,
podemos ya establecer las condiciones básicas (limpieza, lubricación, ajustes y
tareas sencillas del mantenimiento Autónomo) que aseguren la situación óptima
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 41
del equipo. Para ello, los grupos de operarios fijarán estándares de los
procedimientos de limpieza, engrase y ajustes de tornillos y asumirán la
responsabilidad de mantener su propio equipo y/o maquinaria.
Las siguientes cuestiones deberán contemplarse a la hora de formular y aplicar
los estándares para las máquinas de la línea de fabricación:
Elementos a inspeccionar a incluir en la estandarización: Determinar
qué elementos de los equipos han de ser chequeados.
Aspectos claves a estandarizar: Qué aspectos prevén los efectos de
limpieza, lubricación y ajustes negligentes.
Metodología a estandarizar: Emplear los métodos más simples y fáciles
para chequear. Se incluirán los útiles y herramientas que deberán utilizar en
la limpieza, chequeos, lubricación, ajustes, etc. y catalogarlas claramente y
organizarlas adecuadamente.
Tiempos estándar: Se asignará un tiempo determinado para las tareas y
establecer objetivos alcanzables.
Frecuencia estándar: Se fijará la frecuencia de las inspecciones y
supervisar los resultados.
Responsabilidades: Se asignará claramente las funciones de cada
persona, evitando descuidos, tanto de funciones como de personal.
Cumplimiento de los estándares: El papel de la dirección será
determinante para asegurar el cumplimiento de los estándares.
Para esta etapa usaremos el formato siguiente para el registro de la documentación de
estándares:
EJECUCIÓN Y TURNO
MAQUINAS ELEMENTO OPERACIÓN METODO UTILES TIEMPO
LUNES MARTES MIERCO JUEVES VIERNES SABADO
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
Husillo
FRESADORA Mesa
Refrigeración
Bancada
TORNO CNC Husillo
Torreta
Bancada
TORNO CONVENCIONAL
Husillo
Bandeja portapiezas
RECTIFICADORA Mesa
Palanca
PASO 4: Inspección general de los equipos
En esta etapa, la inspección general pretende introducir controles sobre los
elementos vitales de los equipos que mantengan sobre los mismos un perfecto orden
de funcionamiento, cubriendo adecuadamente los aspectos del citado
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 42
funcionamiento de forma que sean correctas y fiables, la calidad de la producción y
la seguridad del proceso.
Para que los operarios puedan ser capaces de extraer conclusiones de lo que ven,
oyen o notan en el equipo mediante las inspecciones y chequeos, será necesario
instruirlos sobre la estructura, características, tecnología y funciones del equipo que
manejan.
Para este paso se realizará un plan de capacitación y entrenamiento a los operarios
pertinentes sobre las máquinas que están a su cargo.
Tiempo de Responsables de Operarios a
Capacitaciones
capacitación Capacitación Capacitar
Jefe de
Instrucciones Mantenimiento
sobre Jefe de
2 horas
funcionamiento Mantenimiento
de las maquinas Jefe de
Mantenimiento
Jefe de
Instrucciones
Mantenimiento
sobre limpieza,
Jefe de
lubricación y 1 hora
Mantenimiento
ajustes a realizar
Jefe de
en las máquinas
Mantenimiento
Jefe de
Instrucciones Mantenimiento
sobre posibles Jefe de
1.5 horas
fallas de las Mantenimiento
máquinas Jefe de
Mantenimiento
Además se usara el siguiente formato para el plan de inspección para verificar el
cumplimiento de la inspección general de los equipos y tomar acciones correctivas
sobre las observaciones de las inspecciones:
PASO 5: Inspección autónoma del equipo
El objetivo de esta etapa será desarrollada tomando en cuenta la base de las
etapas anteriores a las cuales se incorporarán progresivamente las taras de
inspección al mantenimiento realizado por el grupo autónomo.
Se evaluaran los procedimientos utilizados hasta el momento en las actividades
autónomas como los estándares de limpieza, lubricación y ajuste de partes.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 43
PASO 6: Organizar y ordenar el área de trabajo
En este paso se llevará a cabo la gestión del área de trabajo contemplada con
el Mantenimiento Autónomo. Se aplicará las dos de las 5S: Seiri (Organización)
y Seiton (Orden). Como se sabe la organización pretende minimizar el número
de elementos del área de trabajo, de forma que en ella no haya ningún elemento
innecesario. El orden se refiere a la disposición de los elementos necesarios para
el área de trabajo, es decir aquellos que han sobrevivido a la organización de
forma que su utilización sea lo más rápida y sencilla.
Para esta etapa se usará el siguiente formato para poder identificar,
registrar, verificar y tomar acciones necesarias para llevar a cabo esta etapa
Condición de elemento Personal
ELEMENTOS O Acción a Observacione
Nº responsabl
MATERIALES Necesario Innecesario Almacenar tomar s encontradas
e
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
PASO 7: Completar la gestión autónoma del mantenimiento
En este paso después que la empresa asume los niveles anteriores de
Mantenimiento Autónomo previstos anteriormente, esta alcanza condiciones
óptimas en sus equipos y/o maquinaria e instalaciones apoyadas en el sistema
estándar aplicado adecuadamente. Los operarios gracias a la aplicación del
mantenimiento autónomo se vuelven expertos en los equipos que manejan y son
capaces de detectar y corregir anormalidades ocurridas en su trabajo diario, a
través de chequeos y demás actividades implementadas.
En el cuadro siguiente se mostrará cómo es que el nivel de capacitación del
operario influye en los distintos niveles de Mantenimiento Autónomo descritos
anteriormente para la implementación del TPM.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 44
Niveles de mantenimiento Niveles para capacitación de
autónomo operarios
7. Gestión autónoma completa Puede reparar el equipo
6. Organización y orden Conoce las relaciones entre la
precisión del equipo y la calidad del
5. Inspección autónoma producto.
4. Inspección general Conoce la función y la estructura del
3. Establecimiento de estándares equipo
Puede detectar problemas y
2. Eliminación de focos de suciedad comprender los principios y
y zonas inaccesibles procedimientos de mejora del
1. Limpieza Inicial equipo.
En este paso se llevará a cabo una supervisión de los responsables de la
implantación del programa del TPM e incluso se puede establecerse una
auditoría interna para aprobar el cambio de etapa, con base en un documento
en el que consten los objetivos a cumplir en la etapa actual, y el nivel al que se
ha alcanzado, de forma que sólo cuando todos los objetivos alcancen el nivel
de suficiencia exigida, puede autorizarse el paso a la etapa siguiente.
4.4. APLICACIÓN DEL MÉTODO DE LAS 5S
Para desarrollar esta implementación, lo primero fue informar a los Gerentes
y Colaboradores de SMF SAGITARIO sobre los detalles del desarrollo, los horarios
para realizar las charlas y que elementos nos facilitarían .Y siguiendo el check list
realizado anteriormente.
Charla Informativa:
Se realizó una charla informativa a todos los colaboradores en donde se explicó la
metodología, los beneficios a ellos y hacia la empresa, también se llamó al
compromiso y la concientización de la Metodología. Para ello se elaboró unas
diapositivas las cuales fueron proyectadas en una parte de la empresa.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 45
Figura 23: Reunión Informativa Figura 24: Charla informativa de 5S
Fuente: Elaboración Propia Fuente: Elaboración Propia
1S SEIRI Clasificación
Para poder realizar la primera S de la metodología se recurrió a las tarjetas rojas y
amarrillas; las cueles fueron colocadas en cada elementos que encontramos que se
debería Eliminar, Almacenar, Reubicar y Arreglar
Ejemplo de Clasificación:
Figura 25: Clasificación - SEIRI
Fuente: Elaboración Propia
Es común encontrar Botellas de plástico, envoltura de comida, etc… esto se
debe ya que los operarios no tienen donde depositar su basura.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 46
Ejemplo de Reubicar:
Figura 26: Clasificación - SEIRI
Fuente: Elaboración Propia
En SMF SAGITARIO es común encontrar productos terminados que no debería estar
Impidiendo el trabajo de los colaboradores
Luego de Clasificar se vio por conveniente dar un lugar adecuado para todos los Objetos
con Tarjeta Roja y Tarjeta Amarilla
Para los objetos que se dispusieron a eliminar se ubicó en el tacho de basura
correspondiente a los residuos plásticos
Para los Objetos de Tarjeta Amarilla se designó hacia el Almacén de Productos
Terminados y otros hacia la maquina correspondiente donde seguirá su proceso.
2S- SEITON- Orden:
En esta etapa Organizamos los productos terminados, lo productos en proceso y las
herramientas que se necesitaron en el área de producción
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 47
Figura 27: Orden - SEITON
Fuente: Elaboración Propia
ANTES DESPUES
Figura 28: Ordenando espacio de trabajo
Fuente: Elaboración Propia
Antes Después
Figura 29: Orden de Cascos
Fuente: Elaboración Propia
3S-SEISO-Limpiar:
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 48
Al ver el resultado de las 2 S anteriores, La empresa identifico que no solo se necesitaba
ordenar sino también que un lugar limpio para trabajar motiva mucho más a sus
Colaboradores
Figura 30: Limpieza
Fuente: Elaboración Propia
4S-SEIKETZU-Estandarizar
En esta etapa se Procedió a colocar Señalizaciones de acuerdo con la Norma Técnica
Peruana (NTP) “NTP 399.010-1 “para las señalizaciones de información, riesgo, obligación, etc
Figura 31: Estandarizar
Fuente: Elaboración Propia
Figura 32: Estandarizar
Fuente: Elaboración Propia
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 49
PASO 8: Establecimiento de un programa de mantenimiento planificado
La puesta en marcha de un sistema de mantenimiento planificado requerirá de
tiempo y colaboración interdepartamental:
Tiempo para desarrollar un programa de mantenimiento pasó a paso que
asegure una implantación cuidadosa y organizada.
Colaboración interdepartamental, de forma coordinada, y no sólo entre los
departamentos de producción y mantenimiento, sino también con los demás
departamentos: administración, finanzas, ingeniería, seguridad, etc.
4.5. Pasos para la implementación de un programa de mantenimiento
planificado
4.5.1. Paso 1: Análisis y conocimiento de la condición actual operativa del
equipo.
Para este paso se tendrán en cuenta los siguientes registros para la
implementación del programa TPM en la empresa en estudio:
a) Registros de equipos
Se obtendrá datos actuales de cada equipo, como son la fecha de compra e
instalación, historial de averías y reparaciones, costes de mantenimiento,
fabricante del equipo, proveedor de las piezas de repuesto, etc.
b) Registros de análisis MTBF
Se recopilarán datos sobre los tiempos medios entre fallos y detalles de las
averías.
c) Registros de análisis MTTR
Se registrarán las reparaciones y los servicios llevados a cabo en el equipo, así
como los intervalos entre las tareas.
d) Registro de mantenimiento rutinario
Se recogerán datos obtenidos por los operarios durante el mantenimiento de
averías.
e) Registros de inspección periódica
Se recogerán datos de las mediciones del deterioro del equipo obtenidas por el
departamento de mantenimiento durante las inspecciones periódicas.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 50
4.5.2. Paso 2: Búsqueda y reconducción del equipo hacia su estado ideal
(mantenimiento planificado)
A continuación se mencionarán las principales actividades que se realizarán en
este paso:
a) Restauración del deterioro
Se realizará acciones rápidas frente a averías descubiertas y no resueltas
por operarios.
Se realizará entrenamiento de los operarios en el lugar de trabajo acerca
de la inspección, restauración y reparación.
b) Establecimientos de las condiciones operativas básicas.
En esta fase se creará estándares diarios de trabajo fáciles de comprender
e implementarlos.
c) Adecuación del entorno de trabajo para evitar el deterioro acelerado
de los equipos.
Se realizará una inspección de los lugares inaccesibles al mantenimiento
y mejorar su accesibilidad.
4.5.3. Paso 3: Establecimiento de controles e informes
En este paso se realizarán las siguientes actividades:
a) Informe de los fallos resueltos.
b) Reporte sobre las ubicaciones de los fallos controladas.
c) Informes sobre las acciones futuras a realizar.
Máquina y/o equipo: Área:
Nº Pasos a realizar Actividades Responsable Recursos utilizados Fecha Observaciones
Registrar los equipos Jefe de mantenimiento y operario
Análisis y conocimiento de la Registrar el análisis MTBF Jefe de mantenimiento y operario
1 condición actual Registrar el análisis MTTR Jefe de mantenimiento y operario
operativa del equipo Registrar el mantenimiento rutinario Jefe de mantenimiento y operario
Registrar la inspección periódica Jefe de mantenimiento y operario
Restaurar del deterioro Jefe de mantenimiento y operario
Establecer las condiciones
Ejecución del mantenimiento Jefe de mantenimiento y operario
2 operativas básicas.
planificado
Adecuar el entorno de trabajo para evitar
Jefe de mantenimiento y operario
el deterioro acelerado de los equipos
Informar de los fallos resueltos Jefe de mantenimiento y operario
Establecimiento de controles Informar sobre las ubicaciones de los fallos
3 Jefe de mantenimiento y operario
e informes controlados
Informar sobre las acciones futuras a realizar Jefe de mantenimiento y operario
4.5.4. Etapa 10: Formación para elevar capacidades de operación y
mantenimiento
En esta etapa para poder llevar a cabo un mantenimiento eficaz es
importante mejorar las habilidades de los recursos humanos disponibles en la
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 51
empresa. Poe ello, en las etapas iniciales de la implantación del TPM se debe
realizar un esfuerzo valioso en la formación de los empleados.
4.5.5. Etapa 11: Creación de un programa de gestión temprana de
equipos
En un entorno cambiante donde la tecnología avanza a pasos
desmedidos, es vital para la empresa contar con equipos cada vez más
modernos que la lleven a ser más competente en el mercado con productos de
alta calidad; por esto la empresa debe tener un plan de gestión para la
adquisición de nuevos equipos en donde el personal de mantenimiento de la
mano con el área de producción deberán tener en cuenta los siguientes aspectos
para tratar de minimizar el coste económico de los equipos y máquinas:
Ciclo de vida del equipo.
Periodo de mantenimiento.
Fácil acceso a los repuestos.
Capacidad del equipo
4.6. Fase de consolidación
4.6.1. Etapa 12: Consolidación del TPM y elevación de los objetivos
En esta última etapa del programa del TPM se mantendrá y perfeccionará
las mejoras obtenidas a lo largo de cada una de las etapas anteriores. Habrá que
cuantificar el progreso alcanzado para darlo a conocer a todos los empleados
para que estos comprendan y valoren las consecuencias de su trabajo diario.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 52
CAPITULO V: INDICADORES DE EFICIENCIA
5.1. Indicadores de eficiencia
Para el presente trabajo, se está tomando a consideración la línea con
mayores problemas.
Dicha línea produce ejes de transmisión de diferentes modelos y formas. Para este
cálculo las líneas están operativas las 24 horas en turno de lunes a sábado en 3
turnos de 8 horas cada uno.
Se pidió al encargado de planta la información referida a las ocurrencias en la
producción del lunes 01 de mayo al sábado 06 de mayo y se clasificó para poder
hacer un estudio de acuerdo al tipo de paradas.
Durante la semana se tuvieron las siguientes ocurrencias:
El día 01 de mayo fue decretado feriado.
Se tiene una parada de 30 minutos antes del final de cada turno para limpieza
de máquinas.
El miércoles paro de 8:00 a 11:00 por falta de materiales. Se programó a los
operarios para que realicen inspecciones en máquina.
El día jueves se tuvo una inspección municipal de 11 a 12pm. Por lo cual se
tuvo que parar para que los auditores realicen las inspecciones de seguridad.
Al iniciar cada turno se toma 30 minutos para arranque de máquinas.
El día martes se detectó que el material utilizado no cumplía con la dureza
requerida, por lo que la maquina paró 2 horas para realizar el cambio de
material.
El día sábado el torno CNC tuvo una falla en la configuración del driver, por
lo que se solicitó el reemplazo de los módulos al servicio técnico. Esto tuvo la
maquina inoperativa por un turno.
El día martes se realizó la parada programada para cambio de fajas en los
tornos. Esta parada duro 2 horas.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 53
CALCULO DE LOS INDICADORES DE EFICIENCIA
Linea Ejes
Semana 1 , Mayo
HORAS HORAS %
1. TIEMPO TOTAL ( TT ) 168 100
Menos el Tiempo No Disponible:
F Feriados 24.00
FS Fin de semana 24.00
PF Paradas Forzadas
RT Restricciones de trabajo
O Otros
Total = 48.00
2. TIEMPO DISPONIBLE ( TD ) 120.00 71.43%
Menos Tiempo Disponible No Usado:
NOP No hay orden de Producción 4.00
O Otros
Total = 4.00
3. TIEMPO USADO ( TU ) 116.00 69.05%
Menos Tiempo No Operacional Planificado:
FCM Falta conocida de materiales
FCS Falta conocida de servicios
PD Pruebas de Desarrollo
RP Reparación Programada 2.00
O Otros
Total = 2.00
4. TIEMPO OPERACIONAL ( TO ) 114.00 67.86%
Menos Paradas Rutinarias:
AP Arranques y paradas 15.00
CM Calibración de Máquina
CBM Cambio de Bobina / Material
CF Cambio de Formato 0.50
L Limpieza 0.50
MP Modificación Programada
R Refrigerio
O Otros
Total = 16.00
5. TIEMPO DE PRODUCCION ( TP ) 98.00 58.33%
Menos Paradas Imprevistas:
AT Ajuste de Tiempo
CM Calibración de Máquina 3.00
FM Falta de Materiales 2.00
FP Falta de Personal
FS Falta de Servicios
FM Falla de Máquina 8.00
MD Materiales Defectuosos
O Otros 1.00
Total = 14.00
6. TIEMPO EFECTIVO ( TE ) 84.00 50.00%
RENDIMIENTO
Producción ( cajas ) Eficiencia de Producción: EP = TE / TP = 85.71%
Veloc.Espec.Prom. ( Caj/Hr ) Eficiencia Operacional: EO = TE / TO = 73.68%
Tiempo Efectivo ( Hrs. ) Utilización de Equipos: UE = TU / TT = 69.05%
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 54
CONCLUSIONES
La auditoría inicial que se realizó a la empresa SMF SAGITARIO SAC, reveló
grandes deficiencias en el manejo y cuidado de equipos, limpieza y orden en
el ambiente laboral, así como la falta de procedimientos debidamente
detallados que contribuyan a la calidad de los procesos.
La empresa SMF SAGITARIO SAC no contaba con una política de planificación
de mantenimientos preventivos. Solo se limitaba a realizar mantenimiento
correctivo.
En la entrevista con los colaboradores, se notó la falta de motivación de los
mismos debido a la falta de orden y limpieza en el ambiente laboral. La
aplicación del TPM mejoró la moral del personal y creó un auténtico sentido de
pertenencia.
El TPM va de la mano con la implementación de la 5s. El éxito de la
implementación de las 5S aumenta la posibilidad de éxito de la puesta en
marcha y mantenimiento del TPM.
Mediante la implementación del TPM se logró aumentar la productividad de la
empresa SMF SAGITARIO SAC.
Debido a los trabajos que realizan cada uno de los colaboradores en el
mantenimiento autónomo, se estima que la vida útil de los equipos se
extenderán un tiempo considerable.
IMPLEMENTACIÓN DEL TPM EN “SMF SAGITARIO” 55
Você também pode gostar
- Implementacion de TPM en Taller IndustrialDocumento86 páginasImplementacion de TPM en Taller IndustrialLesly Rojas100% (1)
- Mejora FocalizadaDocumento15 páginasMejora FocalizadaÀpon LkaaAinda não há avaliações
- Implementación de Los Pilares Del TPMDocumento3 páginasImplementación de Los Pilares Del TPMMisael MorenoAinda não há avaliações
- Mantenimiento Progresivo o Planificado (Keikaku Hozen)Documento27 páginasMantenimiento Progresivo o Planificado (Keikaku Hozen)pepequintanar0% (2)
- Poka YokeDocumento19 páginasPoka YokeVicmanAinda não há avaliações
- TPMDocumento21 páginasTPMleodra0% (1)
- Mantenimiento AutonomoDocumento144 páginasMantenimiento AutonomoKEVIN ALBERT SIERRA DE LA CRUZ100% (3)
- Implementacion de Los Doce Pasos Del TPMDocumento48 páginasImplementacion de Los Doce Pasos Del TPMEfrain PerezAinda não há avaliações
- TPM RCM CasoDocumento8 páginasTPM RCM Casoramigary0% (1)
- Fases Del TPMDocumento31 páginasFases Del TPMLuiz GS71% (7)
- Conclusión TPMDocumento1 páginaConclusión TPMRebeca Encinas inturiasAinda não há avaliações
- TPM Presentación. Implementación 12 PasosDocumento43 páginasTPM Presentación. Implementación 12 PasosSuzzo SherwoodAinda não há avaliações
- AMEFDocumento1 páginaAMEFIsaac Barboza PalaciosAinda não há avaliações
- SMED Manufactura AplicadaDocumento17 páginasSMED Manufactura AplicadaVICTORIA LOPEZ BECERRAAinda não há avaliações
- Indicadores TPMDocumento18 páginasIndicadores TPMJohanna Gastezzi MendozaAinda não há avaliações
- Exposición SMEDDocumento17 páginasExposición SMEDSARA DIAZAinda não há avaliações
- Investigación Metodología TPM y SMED-EQUIPO 1Documento52 páginasInvestigación Metodología TPM y SMED-EQUIPO 1FernandaRamirezAinda não há avaliações
- La Hoja de TRABAJO EstándarDocumento6 páginasLa Hoja de TRABAJO EstándarIsrael OrdazAinda não há avaliações
- X - Ejemplo de Implementación Del TPMDocumento11 páginasX - Ejemplo de Implementación Del TPMDiego PadillaAinda não há avaliações
- 4.6 Tendencia A La Eliminación de Almacenes de RefaccionesDocumento3 páginas4.6 Tendencia A La Eliminación de Almacenes de RefaccionesalexhuescaAinda não há avaliações
- AndonDocumento10 páginasAndonESTEFANY MATEUSAinda não há avaliações
- Mantenimiento de CalidadDocumento4 páginasMantenimiento de CalidadElvin BalderramaAinda não há avaliações
- Fases para La Implantación Del TPMDocumento4 páginasFases para La Implantación Del TPMCésar Ricardo Vázquez Corona100% (1)
- Mejora EnfocadaDocumento34 páginasMejora EnfocadaARNOLD75% (4)
- Proyecto TPMDocumento12 páginasProyecto TPMdokser29Ainda não há avaliações
- Caso Real de MPT v-2Documento138 páginasCaso Real de MPT v-2Félix Espinoza Galicia100% (1)
- Qué Es TPMDocumento4 páginasQué Es TPMNestor LopezAinda não há avaliações
- Taller de Soldadura Plan de Mantenimiento AvanceDocumento26 páginasTaller de Soldadura Plan de Mantenimiento AvanceAnonymous YnZdirXG50% (2)
- Ejemplo Caso Prractico SMEDDocumento11 páginasEjemplo Caso Prractico SMEDadrianaAinda não há avaliações
- Implementacion TPMDocumento64 páginasImplementacion TPMEdgar Reynaga EspinozaAinda não há avaliações
- Mantenimiento Productivo TotalDocumento3 páginasMantenimiento Productivo TotalMrFloresFerrer2Ainda não há avaliações
- Ejemplo Checklist TPMDocumento6 páginasEjemplo Checklist TPMAlejandro HinojosaAinda não há avaliações
- Qué Es El OEEDocumento11 páginasQué Es El OEEiqjmercadoAinda não há avaliações
- Herramientas de Manufactura EsbeltaDocumento14 páginasHerramientas de Manufactura EsbeltaCarlyJimenez0% (1)
- 12 Pasos para La Implementacion Del TPMDocumento12 páginas12 Pasos para La Implementacion Del TPMJonathan ZambranoAinda não há avaliações
- Mantenimiento AutonomoDocumento12 páginasMantenimiento AutonomoEdwin AlvarezAinda não há avaliações
- Implementacion de 5SDocumento77 páginasImplementacion de 5SAnonymous 3FZfDllJM50% (2)
- Mantenimiento AutonomoDocumento22 páginasMantenimiento AutonomoJuan Coasaca Portal100% (2)
- Triptico TPMDocumento2 páginasTriptico TPMivan holguinAinda não há avaliações
- Poka - YokeDocumento26 páginasPoka - YokeOscar Ybañez0% (1)
- Programa de Mantenimiento AutonomoDocumento28 páginasPrograma de Mantenimiento AutonomoJorge Ricardo Chavez CastellanosAinda não há avaliações
- Herramientas Lean ManufacturingDocumento22 páginasHerramientas Lean ManufacturingDiana GarciaAinda não há avaliações
- Curso de TPM FilosofiaDocumento36 páginasCurso de TPM FilosofiaVenancio VegaAinda não há avaliações
- Investigacion Las 6 Grandes PerdidasDocumento9 páginasInvestigacion Las 6 Grandes PerdidasAntonio RosasAinda não há avaliações
- 5.4 Tendencia A La Eliminación de Almacenes de RefaccionesDocumento2 páginas5.4 Tendencia A La Eliminación de Almacenes de RefaccionesMaritsa Elizabeth Huerta Reyes0% (2)
- Frsadora Elliot (TPM)Documento2 páginasFrsadora Elliot (TPM)senati24Ainda não há avaliações
- TPM Gestion Temprana Del EquipoDocumento43 páginasTPM Gestion Temprana Del EquipoHugo Hernández Flowers100% (2)
- IMPLEMENTACIÓN DE LAS 5s EN EL TALLER DE MANTENIMIENTO CORRECTIVO DE LA EMPRESA VEND SDocumento1 páginaIMPLEMENTACIÓN DE LAS 5s EN EL TALLER DE MANTENIMIENTO CORRECTIVO DE LA EMPRESA VEND SJohn Darian Condor Ruiz100% (1)
- Ejemplo de Reporte de MantenimientoDocumento4 páginasEjemplo de Reporte de Mantenimientocamilo andres montaño rodriguezAinda não há avaliações
- DIAGDECISION TPMDocumento2 páginasDIAGDECISION TPMAdrianAinda não há avaliações
- PROYECTO DE INNOVACIÓN 5sDocumento170 páginasPROYECTO DE INNOVACIÓN 5sLucesita Into MuñozAinda não há avaliações
- Mantenimiento AutonomoDocumento13 páginasMantenimiento Autonomodiroga25100% (1)
- TPM - PPTX para HoyDocumento40 páginasTPM - PPTX para HoyFernandaAinda não há avaliações
- Mantenimiento Productivo TotalDocumento21 páginasMantenimiento Productivo TotalrafaelAinda não há avaliações
- 1 Filosofía de Mantenimiento Productivo TotalDocumento6 páginas1 Filosofía de Mantenimiento Productivo TotalAdrián PonceAinda não há avaliações
- El Mantenimiento y Su EvoluciónDocumento6 páginasEl Mantenimiento y Su EvoluciónVictor LaraAinda não há avaliações
- TPM (Mantenimiento Productivo Total)Documento14 páginasTPM (Mantenimiento Productivo Total)KevinVivarez0% (1)
- Mantenimiento TPMDocumento3 páginasMantenimiento TPMJose Angel Serrano DuranAinda não há avaliações
- SIG - Manual de TPMDocumento49 páginasSIG - Manual de TPMexequiel100% (1)
- Trabajo de InvestigacionDocumento8 páginasTrabajo de InvestigacionNachitop DanceAinda não há avaliações
- N4 Creación de Clientes y Créditos DSD-KADocumento6 páginasN4 Creación de Clientes y Créditos DSD-KAvictor_ricardo3Ainda não há avaliações
- Indicadores de Eficiencia TPMDocumento15 páginasIndicadores de Eficiencia TPMvictor_ricardo3Ainda não há avaliações
- Trabajo Petroperu Gestion LaboralDocumento21 páginasTrabajo Petroperu Gestion Laboralvictor_ricardo350% (2)
- Balotarlo de Preguntas PBOKDocumento2 páginasBalotarlo de Preguntas PBOKvictor_ricardo3Ainda não há avaliações
- Embotellado de Pisco - Trabajo FinalDocumento46 páginasEmbotellado de Pisco - Trabajo Finalvictor_ricardo3Ainda não há avaliações
- Diagrama de Flujo de Compra y CausacionDocumento2 páginasDiagrama de Flujo de Compra y CausacionGRASECOSSIOAinda não há avaliações
- Evaluacion Unidad 1Documento8 páginasEvaluacion Unidad 1BrigithGualdronAyala100% (5)
- TEMA 2 Relaciones Internas en El CanalDocumento20 páginasTEMA 2 Relaciones Internas en El CanalLucia SotoAinda não há avaliações
- Material - QM 9001-2015Documento119 páginasMaterial - QM 9001-2015CARLOS ENRIQUE FRAGOZO CAMARGOAinda não há avaliações
- Autoevaluación N°4 - MarketingDocumento4 páginasAutoevaluación N°4 - MarketingELIZABETH KATHERINE CHOQUE APAZA100% (1)
- Informe de PasantiaDocumento43 páginasInforme de PasantiaSergio Petitta100% (2)
- Gerencia de PortafolioDocumento9 páginasGerencia de PortafolioGabriela Oropeza100% (2)
- Informe de Investi RedesDocumento32 páginasInforme de Investi RedesCristopher GuerreroAinda não há avaliações
- Wa0004Documento6 páginasWa0004Abigail RivasAinda não há avaliações
- Tarea 5 Seminario de Marketing, Power PointDocumento8 páginasTarea 5 Seminario de Marketing, Power Pointherlen camiloAinda não há avaliações
- Temario JADSDocumento12 páginasTemario JADSEdgar UrdanetaAinda não há avaliações
- La Planificación Estratégica en El Sistema Portuario EspañolDocumento21 páginasLa Planificación Estratégica en El Sistema Portuario EspañolFlavio PinoAinda não há avaliações
- Quiz - Escenario 3 - SEGUNDO BLOQUE-TEORICO - PROCESO ADMINISTRATIVO - (GRUPO1) Intento 2Documento9 páginasQuiz - Escenario 3 - SEGUNDO BLOQUE-TEORICO - PROCESO ADMINISTRATIVO - (GRUPO1) Intento 2GojanPatiñoAinda não há avaliações
- ANSI C29.5-1984 (R2002) .En - EsDocumento23 páginasANSI C29.5-1984 (R2002) .En - Esmendez3312 πAinda não há avaliações
- Guion para Simulacro Corregido FINALDocumento10 páginasGuion para Simulacro Corregido FINALnorlanDTOAinda não há avaliações
- Politica de NegociosDocumento153 páginasPolitica de NegociosLaura LopezAinda não há avaliações
- UntitledDocumento1 páginaUntitledlaura suarezAinda não há avaliações
- Act. # 3 Proyecto Integrador Etapa 1Documento8 páginasAct. # 3 Proyecto Integrador Etapa 1carime yajayra cabreraAinda não há avaliações
- GuiaPractica1 - Productividad Eficiencia y Eficacia VDCDocumento6 páginasGuiaPractica1 - Productividad Eficiencia y Eficacia VDCGIANCARLO SAMIR VALENCIA SERNAQUÉAinda não há avaliações
- AA4 - Caso BreslerDocumento4 páginasAA4 - Caso Bresler71330237Ainda não há avaliações
- Analice La Evolución de La Calidad en Los Comienzos de La Revolución IndustrialDocumento8 páginasAnalice La Evolución de La Calidad en Los Comienzos de La Revolución IndustrialMARCÜZAinda não há avaliações
- Costos AbcDocumento5 páginasCostos AbcDavid LoperaAinda não há avaliações
- Material Jorge Hurtado - Camara Comercio Bogota - Iniciativa InnovadoraDocumento48 páginasMaterial Jorge Hurtado - Camara Comercio Bogota - Iniciativa InnovadoraHernan H. HurtadoAinda não há avaliações
- Fabian - Passalacqua Tarea 8Documento5 páginasFabian - Passalacqua Tarea 8passalacqua22Ainda não há avaliações
- 12 PresentalSO9001-2015Documento124 páginas12 PresentalSO9001-2015ClaraTorresAinda não há avaliações
- Cuestionario Cap11 4R 1951769Documento6 páginasCuestionario Cap11 4R 1951769Danniel Ivander Castañeda100% (1)
- Tarea Administracion de Recursos HumanosDocumento51 páginasTarea Administracion de Recursos HumanosGustavo100% (1)
- Foro-Fundamentos de ContabilidadDocumento3 páginasForo-Fundamentos de ContabilidadJessenia ChucuyanAinda não há avaliações
- Ejercicios Costos Conjunto ResueltaDocumento6 páginasEjercicios Costos Conjunto ResueltaJuan AlexanderAinda não há avaliações
- Presupuestos - Empresariales - (PG - 38 46)Documento9 páginasPresupuestos - Empresariales - (PG - 38 46)omar torresAinda não há avaliações