Você também pode gostar
- 008 - Field Hydrotest ProcedureDocumento17 páginas008 - Field Hydrotest Procedurekaruna346100% (2)
- Pt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and ErectionDocumento5 páginasPt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and Erectioneldobie3100% (1)
- Erection 009 CTP Storage TankDocumento44 páginasErection 009 CTP Storage Tankgst ajah100% (1)
- Itp - Tanks - 01Documento10 páginasItp - Tanks - 01ravigurajapuAinda não há avaliações
- Structural Steel ErectionDocumento7 páginasStructural Steel Erectionzaki fadlAinda não há avaliações
- Itp TankDocumento4 páginasItp TankAmber Chavez100% (2)
- Geodesic Aluminum Dome & Cover Roof Specification API 650 Appendix GDocumento6 páginasGeodesic Aluminum Dome & Cover Roof Specification API 650 Appendix GpassionAinda não há avaliações
- Tank Erection Procedure GuideDocumento5 páginasTank Erection Procedure Guidegeorge israelAinda não há avaliações
- ITP Heat ExchangerDocumento1 páginaITP Heat Exchangersarmad009Ainda não há avaliações
- LL Baby Carrier Corner Drool Pads TutorialDocumento9 páginasLL Baby Carrier Corner Drool Pads TutorialBryan DerryAinda não há avaliações
- Fabrication, Erection and Installation Procedure For Piping: Sa-Jer-Xxxxxx-Xxxx-XxxxxxDocumento36 páginasFabrication, Erection and Installation Procedure For Piping: Sa-Jer-Xxxxxx-Xxxx-Xxxxxxvanchai sapa100% (1)
- Qap HPCLDocumento13 páginasQap HPCLdarshan100% (1)
- New Bottom PlateDocumento9 páginasNew Bottom PlateEmmanuel kusimo100% (1)
- Annular Plate RemovalDocumento2 páginasAnnular Plate RemovalVishvjeet Prakash TiwariAinda não há avaliações
- Tankage Erection - Procedure - CPCL SiteDocumento10 páginasTankage Erection - Procedure - CPCL SiteAnantha Narayanan100% (1)
- AST Nozzle Repair Req.Documento10 páginasAST Nozzle Repair Req.Irvansyah RazadinAinda não há avaliações
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocumento13 páginasJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaAinda não há avaliações
- PROCEDURE FOR TANK FABRICATION & ERECTIONDocumento15 páginasPROCEDURE FOR TANK FABRICATION & ERECTIONsenthilkumarsk88% (8)
- SCM NotesDocumento29 páginasSCM NotesNisha Pradeepa100% (2)
- A&F Method OfInspectionDocumento26 páginasA&F Method OfInspectionzoomerfins22100% (1)
- Variant ConfigurationDocumento62 páginasVariant ConfigurationAhmed Talaat100% (9)
- Tally QuestionsDocumento73 páginasTally QuestionsVishal Shah100% (1)
- IQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFDocumento15 páginasIQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFAli MajeedAinda não há avaliações
- Rotating Itp 1Documento4 páginasRotating Itp 1abdul aziz100% (1)
- Reconstruction of Pakistan Refinery Tank T-53Documento16 páginasReconstruction of Pakistan Refinery Tank T-53javaidahmedshaikh100% (1)
- Tank Fabrication ProcedureDocumento11 páginasTank Fabrication ProcedureNurul100% (2)
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsDocumento2 páginasSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyAinda não há avaliações
- UG PIPING COATINGDocumento10 páginasUG PIPING COATINGcloud23Ainda não há avaliações
- SAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FDocumento2 páginasSAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FAnonymous S9qBDVky100% (1)
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Documento37 páginasIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedAinda não há avaliações
- To Commissioning Manual: Appendix No. 1Documento7 páginasTo Commissioning Manual: Appendix No. 1Bassem BalghouthiAinda não há avaliações
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocumento1 páginaStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaAinda não há avaliações
- Field Inspection ChecklistDocumento1 páginaField Inspection ChecklistHoang Xuan ChauAinda não há avaliações
- Method Statement For Static EquipmentDocumento10 páginasMethod Statement For Static EquipmentYurizal firmansyahAinda não há avaliações
- Laude vs. Ginez-Jabalde (MCLE)Documento29 páginasLaude vs. Ginez-Jabalde (MCLE)Justin CebrianAinda não há avaliações
- Tank Erection Itp Org ChartDocumento34 páginasTank Erection Itp Org Chartvasantha kumar100% (1)
- Hydrotest ProcedureDocumento6 páginasHydrotest Procedurebagusu_6Ainda não há avaliações
- STS Co. storage tank fabrication methodologyDocumento15 páginasSTS Co. storage tank fabrication methodologypurshottam GHAinda não há avaliações
- Inspection & Test Plan TankDocumento3 páginasInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- Jacobs: Equipment Inspection Code: ADocumento2 páginasJacobs: Equipment Inspection Code: ASigit BintanAinda não há avaliações
- Inspection and Test Plan Piping Works Main Deck, Service Platform, Module, EtcDocumento3 páginasInspection and Test Plan Piping Works Main Deck, Service Platform, Module, Etcaditya kokoAinda não há avaliações
- MS For Fabrication & Erection of PipingDocumento24 páginasMS For Fabrication & Erection of PipingravikumarAinda não há avaliações
- Tank Procedure by Conventional MethodDocumento8 páginasTank Procedure by Conventional Methodsatish04Ainda não há avaliações
- 24.tank Oil Chalk TestDocumento3 páginas24.tank Oil Chalk TestShubham ShuklaAinda não há avaliações
- Tie in Procedure Rev. BDocumento8 páginasTie in Procedure Rev. BgenjiAinda não há avaliações
- Site Erected Atmospheric Pressure Storage TankDocumento16 páginasSite Erected Atmospheric Pressure Storage TankRakesh RanjanAinda não há avaliações
- SOP Tank ConstructionDocumento24 páginasSOP Tank ConstructionSuci YatiningtiyasAinda não há avaliações
- EIA GuidelineDocumento224 páginasEIA GuidelineAjlaa RahimAinda não há avaliações
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDocumento1 páginaReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarAinda não há avaliações
- Third Party Inspection For Storage TankDocumento8 páginasThird Party Inspection For Storage TankGeroldo 'Rollie' L. QuerijeroAinda não há avaliações
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Documento6 páginasQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- IQWQ-CE1092-QPQAC-00-0008 - 0 -QUALITY CONTROL PROCEDURE FOR STEEL STRUCTURE钢结构安装质量控制程序 PDFDocumento11 páginasIQWQ-CE1092-QPQAC-00-0008 - 0 -QUALITY CONTROL PROCEDURE FOR STEEL STRUCTURE钢结构安装质量控制程序 PDFAli MajeedAinda não há avaliações
- Twi Radiographic Interpretation Part3 151020171959 Lva1 App6891Documento55 páginasTwi Radiographic Interpretation Part3 151020171959 Lva1 App6891Ali Majeed100% (2)
- METHOD Statement of BRIDGE (Major STR)Documento6 páginasMETHOD Statement of BRIDGE (Major STR)venkateswara rao Pothina100% (2)
- Process Tank Fabrication Work StepsDocumento4 páginasProcess Tank Fabrication Work StepsMuhammad ZubairAinda não há avaliações
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Documento13 páginasRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeAinda não há avaliações
- Tank Erection Method Statement For Mot Oil Storage TanksDocumento13 páginasTank Erection Method Statement For Mot Oil Storage TanksErmal RulaAinda não há avaliações
- 02 MechanicalDocumento44 páginas02 Mechanicalmusaismail8863Ainda não há avaliações
- Inspection Engineer - Senior Welding - Arunkumar Andavar - CVDocumento7 páginasInspection Engineer - Senior Welding - Arunkumar Andavar - CVArun KumarAinda não há avaliações
- Install Static EquipmentDocumento8 páginasInstall Static EquipmentMDhana SekarAinda não há avaliações
- 32 Samss 005 PDFDocumento33 páginas32 Samss 005 PDFRajan SteeveAinda não há avaliações
- MS For Fabrication of Above-Ground Storage TankDocumento8 páginasMS For Fabrication of Above-Ground Storage Tankdadz mingiAinda não há avaliações
- Example of Tank Field ErectionDocumento12 páginasExample of Tank Field Erectionfazeel mohammedAinda não há avaliações
- Site Inspection Test PlanDocumento24 páginasSite Inspection Test Planprabu palaniswamyAinda não há avaliações
- ES.5.06.0001 RA - PressureVesselsDocumento28 páginasES.5.06.0001 RA - PressureVesselsJagadeesh PuppalaAinda não há avaliações
- Pressure Vessel Dimension Inspection PDFDocumento17 páginasPressure Vessel Dimension Inspection PDFEqubal KhanAinda não há avaliações
- Tank Inspection NotesDocumento5 páginasTank Inspection Notesaneeshjose013Ainda não há avaliações
- Oman-India Fertilizer Project OIFDocumento24 páginasOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Painting & Inspection FormatDocumento1 páginaPainting & Inspection FormatABEC Trombay siteAinda não há avaliações
- Fabrication and Erection ProcedureDocumento13 páginasFabrication and Erection ProcedureshivanshsovAinda não há avaliações
- Tank Erection Procedure OverviewDocumento16 páginasTank Erection Procedure OverviewKing王Ainda não há avaliações
- West Qurna-2 Well Pads and Oil Gathering System Project: Specification For Warning TapesDocumento9 páginasWest Qurna-2 Well Pads and Oil Gathering System Project: Specification For Warning TapesAli MajeedAinda não há avaliações
- Iqwq Ce1092 Npzzz 00 0001 - 0 Steel Structure Installation Plan钢结构安装计划Documento8 páginasIqwq Ce1092 Npzzz 00 0001 - 0 Steel Structure Installation Plan钢结构安装计划Ali MajeedAinda não há avaliações
- West Qurna-2 Well Pads and Oil Gathering System Project: Specification For Warning TapesDocumento9 páginasWest Qurna-2 Well Pads and Oil Gathering System Project: Specification For Warning TapesAli MajeedAinda não há avaliações
- Iqwq Ce1092 Mpere 00 0003 - 0 Equipment Lifting Plan (Tank) 罐吊装方案Documento28 páginasIqwq Ce1092 Mpere 00 0003 - 0 Equipment Lifting Plan (Tank) 罐吊装方案Ali MajeedAinda não há avaliações
- Pump Lifting PlanDocumento23 páginasPump Lifting PlanAli MajeedAinda não há avaliações
- Iqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Documento54 páginasIqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Ali Majeed100% (1)
- Iqwq Ce1092 Kpwld 00 0005 - 0 Welder Perfomance Qualification Record (Wpqr) 焊接质量报告Documento111 páginasIqwq Ce1092 Kpwld 00 0005 - 0 Welder Perfomance Qualification Record (Wpqr) 焊接质量报告Ali MajeedAinda não há avaliações
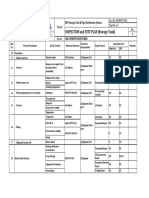
- Iqwq Ce1092 Mpitp 00 0001 - 0 Tank Plates and Accessories Prefabricate Itp罐板及附件预制itpDocumento7 páginasIqwq Ce1092 Mpitp 00 0001 - 0 Tank Plates and Accessories Prefabricate Itp罐板及附件预制itpAli MajeedAinda não há avaliações
- Maximise Your Important Business ConversationsDocumento73 páginasMaximise Your Important Business ConversationsAli MajeedAinda não há avaliações
- Iqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Documento54 páginasIqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Ali Majeed100% (1)
- 16 - Properties and Applications of Materials PDFDocumento65 páginas16 - Properties and Applications of Materials PDFmpcd07Ainda não há avaliações
- Data to Information IntelligenceDocumento63 páginasData to Information IntelligenceMitali AlugAinda não há avaliações
- Twi Artifacts PPT 151020171950 Lva1 App6892Documento23 páginasTwi Artifacts PPT 151020171950 Lva1 App6892Ali MajeedAinda não há avaliações
- OFW Dependent Scholarship AssessmentDocumento3 páginasOFW Dependent Scholarship AssessmentJosebeth CairoAinda não há avaliações
- G.R. No. 175350 June 13, 2012 Equitable Banking Corporation, Inc. Petitioner, Special Steel Products, and Augusto L. Pardo, RespondentsDocumento8 páginasG.R. No. 175350 June 13, 2012 Equitable Banking Corporation, Inc. Petitioner, Special Steel Products, and Augusto L. Pardo, RespondentsHp AmpsAinda não há avaliações
- In Gov cbse-SSCER-191298202020 PDFDocumento1 páginaIn Gov cbse-SSCER-191298202020 PDFrishichauhan25Ainda não há avaliações
- 9643 SoirDocumento38 páginas9643 SoirpolscreamAinda não há avaliações
- Inner RingDocumento16 páginasInner RingService - Anda Hydraulics Asia Pte LtdAinda não há avaliações
- SOLUTIONS : Midterm Exam For Simulation (CAP 4800)Documento14 páginasSOLUTIONS : Midterm Exam For Simulation (CAP 4800)Amit DostAinda não há avaliações
- Gray Cast Iron Stress ReliefDocumento25 páginasGray Cast Iron Stress ReliefSagarKBLAinda não há avaliações
- JIG LFO Pack 231 PDFDocumento16 páginasJIG LFO Pack 231 PDFPratiek RaulAinda não há avaliações
- Landmark Philippine and international cases on human rights, elections, and other legal issuesDocumento4 páginasLandmark Philippine and international cases on human rights, elections, and other legal issuesSachieCasimiroAinda não há avaliações
- Tdi Hazid TemplateDocumento11 páginasTdi Hazid TemplateAnonymous rwojPlYAinda não há avaliações
- Ed TechDocumento19 páginasEd TechAlexie AlmohallasAinda não há avaliações
- Edgevpldt Legazpi - Ee As-Built 121922Documento10 páginasEdgevpldt Legazpi - Ee As-Built 121922Debussy PanganibanAinda não há avaliações
- Direct FileActDocumento17 páginasDirect FileActTAPAN TALUKDARAinda não há avaliações
- Elegant Tranquil Blue Agency by SlidesgoDocumento41 páginasElegant Tranquil Blue Agency by SlidesgoJoana TavaresAinda não há avaliações
- SESSON 1,2 AND 3 use casesDocumento23 páginasSESSON 1,2 AND 3 use casessunilsionAinda não há avaliações
- Proforma PromotionDocumento1 páginaProforma PromotionRavinderSinghAinda não há avaliações
- Integrated Building Management Platform for Security, Maintenance and Energy EfficiencyDocumento8 páginasIntegrated Building Management Platform for Security, Maintenance and Energy EfficiencyRajesh RajendranAinda não há avaliações
- Marantz CD4000 PDFDocumento28 páginasMarantz CD4000 PDFboroda2410Ainda não há avaliações
- Circuit Project Electronic: Simple Pulse Generator by IC 555 TimerDocumento1 páginaCircuit Project Electronic: Simple Pulse Generator by IC 555 TimerM Usman RiazAinda não há avaliações
- The Importance of Personal Protective Equipment in Pesticide App 2018Documento4 páginasThe Importance of Personal Protective Equipment in Pesticide App 2018Anees MalikAinda não há avaliações
- Creating A Simple PHP Forum TutorialDocumento14 páginasCreating A Simple PHP Forum TutorialLaz CaliphsAinda não há avaliações
- Everything You Need to Know About Distribution TransformersDocumento2 páginasEverything You Need to Know About Distribution TransformersDONNYMUCKTEEAinda não há avaliações
- Vaccination Management System of Brgy 6 (Table of Contents)Documento8 páginasVaccination Management System of Brgy 6 (Table of Contents)Ryan Christian MenorAinda não há avaliações