Você também pode gostar
- MS SikaWrap FX - Penetrating Full SectionDocumento20 páginasMS SikaWrap FX - Penetrating Full SectiontenAinda não há avaliações
- Method Statement: Corrosion Control Using Sika® Ferrogard®-300S Duo Hybrid Galvanic AnodesDocumento13 páginasMethod Statement: Corrosion Control Using Sika® Ferrogard®-300S Duo Hybrid Galvanic AnodesArturo lopez abucharAinda não há avaliações
- Sikawrap Method StatementDocumento17 páginasSikawrap Method StatementJet Toledo100% (1)
- Mbrace FRPDocumento3 páginasMbrace FRPFrancois-Ainda não há avaliações
- Masterbrace® Fib (Formerly Known As Mbrace® Fibre)Documento3 páginasMasterbrace® Fib (Formerly Known As Mbrace® Fibre)KY Peng100% (1)
- Design and Protection in Case of Fire (SikaWrap and Sika Carbodur)Documento12 páginasDesign and Protection in Case of Fire (SikaWrap and Sika Carbodur)carlosrobles147741Ainda não há avaliações
- MS - SikaWrap-231 C (Structural Strenghtening) (v.01.2018)Documento5 páginasMS - SikaWrap-231 C (Structural Strenghtening) (v.01.2018)abdillah mursyidAinda não há avaliações
- A Guide To The Design and Application of BBR FRP Strengthening SystemsDocumento101 páginasA Guide To The Design and Application of BBR FRP Strengthening SystemsrenandAinda não há avaliações
- MY Structural Strengthening OVERVIEW 1511Documento52 páginasMY Structural Strengthening OVERVIEW 1511Tan Peng LeakAinda não há avaliações
- Dapped-End Strengthening of Precast PSC Double Tee Beams With FRP Composites PDFDocumento157 páginasDapped-End Strengthening of Precast PSC Double Tee Beams With FRP Composites PDFHyunkyoun JinAinda não há avaliações
- A Guide To Choosing Composites For Structural StrengtheningDocumento10 páginasA Guide To Choosing Composites For Structural StrengtheningaygunbayramAinda não há avaliações
- Metode de Consolidare PDFDocumento151 páginasMetode de Consolidare PDFBodosi BálintAinda não há avaliações
- Analysis and Design of Precast Concrete Structures BookDocumento6 páginasAnalysis and Design of Precast Concrete Structures BookAhmed MostafaAinda não há avaliações
- End Anchorage Options CarboDur - NikosDocumento16 páginasEnd Anchorage Options CarboDur - NikosAnonymous ELujOV3Ainda não há avaliações
- Epoxy Structural Steel Plate BondingDocumento5 páginasEpoxy Structural Steel Plate BondingShepherd NhangaAinda não há avaliações
- Design Guidance for Fibre Composite Strengthening (TR55Documento59 páginasDesign Guidance for Fibre Composite Strengthening (TR55markicivanAinda não há avaliações
- Base Shear An OtherDocumento58 páginasBase Shear An OthermohammedAinda não há avaliações
- Design Guidelines For The Use of HM Strips - Strengthening of Steel Concrete Composite Bridge With High Modulus Carbon Fibrer Reinforced Polymer (CFRP) StripsDocumento40 páginasDesign Guidelines For The Use of HM Strips - Strengthening of Steel Concrete Composite Bridge With High Modulus Carbon Fibrer Reinforced Polymer (CFRP) Stripsvlad lupasteanuAinda não há avaliações
- MBrace Design Guide PDFDocumento104 páginasMBrace Design Guide PDFjuanAinda não há avaliações
- Installation Manual RMC050A - Rev.5Documento42 páginasInstallation Manual RMC050A - Rev.5John LakAinda não há avaliações
- Unit Price For Retrofitting WorksDocumento2 páginasUnit Price For Retrofitting Workslaxmi29Ainda não há avaliações
- Sika Carbodur Plate PdsDocumento6 páginasSika Carbodur Plate PdsJesieca SiemaAinda não há avaliações
- Bro CPD SikaWrap Us PDFDocumento4 páginasBro CPD SikaWrap Us PDFjohanes b mudaAinda não há avaliações
- Table of Content of Printouts:: Externally Bonded FRP Reinforcement For RC Structures: Post StrengtheningDocumento50 páginasTable of Content of Printouts:: Externally Bonded FRP Reinforcement For RC Structures: Post StrengtheningacribdingAinda não há avaliações
- Parametric Study of Beams With Externally Bonded FRP ReinforcementDocumento9 páginasParametric Study of Beams With Externally Bonded FRP ReinforcementpicottAinda não há avaliações
- Mac GuideDocumento16 páginasMac GuideColin SillmanAinda não há avaliações
- Fyfe Co LLC Design Manual - Rev 7Documento70 páginasFyfe Co LLC Design Manual - Rev 7Debendra Dev KhanalAinda não há avaliações
- ASCE2011Madhu ManderDocumento4 páginasASCE2011Madhu ManderNattalia RomeroAinda não há avaliações
- Reported by ACI Committee 223: Chapter 1-Introduction, P. 223-2Documento28 páginasReported by ACI Committee 223: Chapter 1-Introduction, P. 223-2Pooja ChoudharyAinda não há avaliações
- General Design AssumptionsDocumento2 páginasGeneral Design AssumptionsRiadh TrabelsiAinda não há avaliações
- Thesis Confine Concrete ManderDocumento74 páginasThesis Confine Concrete ManderRoy OngAinda não há avaliações
- Technical Paper On Quadruple Blend For Mass Concrete. 16Documento7 páginasTechnical Paper On Quadruple Blend For Mass Concrete. 16Manish WaniAinda não há avaliações
- SikaWrap Dry Application 2016 Technical Information Manual UKDocumento15 páginasSikaWrap Dry Application 2016 Technical Information Manual UKIbrahim SahinAinda não há avaliações
- BOQ Water Proofing With BASF RangeDocumento1 páginaBOQ Water Proofing With BASF Rangehemantrulz0% (1)
- Sydney Football Stadium Lifting Drawing (0008) - Lifting Drawing PDFDocumento1 páginaSydney Football Stadium Lifting Drawing (0008) - Lifting Drawing PDFEmon RayAinda não há avaliações
- Why Steel Reinforcement is Needed in Concrete SlabsDocumento2 páginasWhy Steel Reinforcement is Needed in Concrete SlabsAuYongTheanSengAinda não há avaliações
- RETROFIT of REINFORCED CONCRETE MEMBERS Using Advanced Composite Materials-Wang Thesis-2000Documento397 páginasRETROFIT of REINFORCED CONCRETE MEMBERS Using Advanced Composite Materials-Wang Thesis-2000sardarumersialAinda não há avaliações
- How Do Steel Fibers Improve The Shear Capacity of Reinforced Concrete Beams Without Stirrups?Documento16 páginasHow Do Steel Fibers Improve The Shear Capacity of Reinforced Concrete Beams Without Stirrups?Thomás LimaAinda não há avaliações
- Group3 CE4101 SummaryDocumento10 páginasGroup3 CE4101 SummaryJin KookAinda não há avaliações
- Corporate Circular: Bridge Technical Direction Btd2013/01Documento2 páginasCorporate Circular: Bridge Technical Direction Btd2013/01scribdarell100% (1)
- Experimental Study On Bond Durability of GFRP Bars in Concrete Exposed To Harsh Environmental Agents Freeze Thaw Cycles and Alkaline Saline SolutionDocumento16 páginasExperimental Study On Bond Durability of GFRP Bars in Concrete Exposed To Harsh Environmental Agents Freeze Thaw Cycles and Alkaline Saline SolutionAnonymous QFaKvowAinda não há avaliações
- Fibre Reinforced Spray ConcreteDocumento22 páginasFibre Reinforced Spray Concretedavid rosarioAinda não há avaliações
- Precast Concrete DetailsDocumento5 páginasPrecast Concrete Detailstwinkle4545Ainda não há avaliações
- Izolacija Tunela Sa Detaljima 05-04-04Documento29 páginasIzolacija Tunela Sa Detaljima 05-04-04IzetAinda não há avaliações
- Rheofinish 288FU PDSDocumento2 páginasRheofinish 288FU PDSpn0% (1)
- SANS1200AHDocumento11 páginasSANS1200AHMark D Villanueva100% (1)
- Masterflex 700 PGDocumento3 páginasMasterflex 700 PGHaresh BhavnaniAinda não há avaliações
- Behaviour of Axially Loaded Columns Strengthened With Carbon Fiber Reinforced PolymersDocumento22 páginasBehaviour of Axially Loaded Columns Strengthened With Carbon Fiber Reinforced Polymersbariq89Ainda não há avaliações
- Project Report Six Months Summer TrainingDocumento16 páginasProject Report Six Months Summer TrainingAnubhav MishraAinda não há avaliações
- RCDC Failure KeysDocumento2 páginasRCDC Failure KeysBob RenauxAinda não há avaliações
- CCL PT Slabs Brochure Eng PDFDocumento15 páginasCCL PT Slabs Brochure Eng PDFSharad BornarkarAinda não há avaliações
- Seismic Retrofitting MasonryDocumento16 páginasSeismic Retrofitting MasonryHamza BakriAinda não há avaliações
- Equivalent Stress BlocksDocumento51 páginasEquivalent Stress BlocksvedranAinda não há avaliações
- Unbonded Vs BondedDocumento6 páginasUnbonded Vs Bondedcaner_kurtoglu-1Ainda não há avaliações
- CIVL 4403 - Study GuideDocumento116 páginasCIVL 4403 - Study GuideShubham SaxenaAinda não há avaliações
- Recent Development of Seismic Retrofit Methods in JapanDocumento94 páginasRecent Development of Seismic Retrofit Methods in JapanReivax50Ainda não há avaliações
- Sealants For ConcreteDocumento20 páginasSealants For ConcreteSiva PrasadAinda não há avaliações
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionAinda não há avaliações
- Dm-dsi-SPEC09 - Corrosion PR & Odor CNTRLDocumento13 páginasDm-dsi-SPEC09 - Corrosion PR & Odor CNTRLhardikAinda não há avaliações
- Latest Who Is Who - PDF Download For Competitive Exams by ENTRANCEGEEKDocumento7 páginasLatest Who Is Who - PDF Download For Competitive Exams by ENTRANCEGEEKMohammed Rizwan Ali0% (1)
- B-4 Sy. NO. 35 PDFDocumento16 páginasB-4 Sy. NO. 35 PDFBabu SundararamanAinda não há avaliações
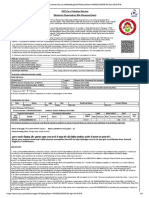
- IEI Online Payment Status for Babu SundararamanDocumento1 páginaIEI Online Payment Status for Babu SundararamanBabu SundararamanAinda não há avaliações
- Mahashivratri Message on Spiritual Progress and Future GenerationsDocumento5 páginasMahashivratri Message on Spiritual Progress and Future GenerationsBabu SundararamanAinda não há avaliações
- 04 1 Sec IV STD Specs PipingDocumento152 páginas04 1 Sec IV STD Specs PipingdzungAinda não há avaliações
- Issue of New Ration Card (Pink) Application FormDocumento2 páginasIssue of New Ration Card (Pink) Application FormPraveen Kumar MadupuAinda não há avaliações
- Gita SarDocumento17 páginasGita Sarkushal jaitwaniAinda não há avaliações
- Income Tax 2017-18 RulesDocumento3 páginasIncome Tax 2017-18 RulesBabu SundararamanAinda não há avaliações
- How To Save Tax For Fy 2018 19 PDFDocumento45 páginasHow To Save Tax For Fy 2018 19 PDFsenthilkumarkskAinda não há avaliações
- Raz Li34 Lionandmouse CLR PDFDocumento9 páginasRaz Li34 Lionandmouse CLR PDFBabu SundararamanAinda não há avaliações
- Wa0017 PDFDocumento31 páginasWa0017 PDFpawanAinda não há avaliações
- 15 of 16 Piping Standards 2 PDFDocumento134 páginas15 of 16 Piping Standards 2 PDFBabu SundararamanAinda não há avaliações
- Family Must KnowDocumento16 páginasFamily Must KnowKhalilahmad Khatri83% (6)
- Amazingly Beautiful Cactus Flowers PDFDocumento30 páginasAmazingly Beautiful Cactus Flowers PDFBabu SundararamanAinda não há avaliações
- Lion PrintDocumento5 páginasLion PrintsangopsAinda não há avaliações
- Design of a 4m Cantilever Retaining WallDocumento9 páginasDesign of a 4m Cantilever Retaining WallSaiSowmithGoudNaramalaAinda não há avaliações
- Beam Design Calculation and Section SelectionDocumento27 páginasBeam Design Calculation and Section SelectionBabu SundararamanAinda não há avaliações
- B-4 Sy. NO. 35 PDFDocumento16 páginasB-4 Sy. NO. 35 PDFBabu SundararamanAinda não há avaliações
- Spread Footing DesignDocumento3 páginasSpread Footing Designjkem_fontanilla542580% (10)
- Onward VizagDocumento2 páginasOnward VizagBabu SundararamanAinda não há avaliações
- Pipe Supports, Guides, Shields & SaddlesDocumento46 páginasPipe Supports, Guides, Shields & SaddlesruzlaAinda não há avaliações
- Pipe Hangers and SupportsDocumento334 páginasPipe Hangers and Supportsandreiasbd100% (2)
- PipeHanger Feb18Documento300 páginasPipeHanger Feb18Babu SundararamanAinda não há avaliações
- India 2018 CFA Final-ExtensionDocumento2 páginasIndia 2018 CFA Final-ExtensionBabu SundararamanAinda não há avaliações
- CBSE Worksheet KG1andKG2 1394713481 PDFDocumento29 páginasCBSE Worksheet KG1andKG2 1394713481 PDFBabu SundararamanAinda não há avaliações
- Awareness WorksheetsDocumento19 páginasAwareness Worksheetsjgkothavade420Ainda não há avaliações
- Society Loan Simple InterestDocumento6 páginasSociety Loan Simple InterestBabu SundararamanAinda não há avaliações
- Column C2Documento6 páginasColumn C2Babu SundararamanAinda não há avaliações
- Rev StaircaseDocumento6 páginasRev StaircaseD SRINIVASAinda não há avaliações
- RC RepairDocumento20 páginasRC Repairer_zaheerAinda não há avaliações
- Pentens Industrial Flooring Solution NewDocumento32 páginasPentens Industrial Flooring Solution Newウィリアムズ アンディAinda não há avaliações
- PDS Polyken 980 955 V3 Jan19 Aarps 0285Documento2 páginasPDS Polyken 980 955 V3 Jan19 Aarps 0285Irawan FajarAinda não há avaliações
- Complete Solution For Protecting Your DreamDocumento52 páginasComplete Solution For Protecting Your DreamAnonymous PkvM83sAinda não há avaliações
- Nerolac-Suraksha PlusDocumento2 páginasNerolac-Suraksha PlusMahend RanAinda não há avaliações
- Carboguard 60: Selection & Specification Data Substrates & Surface PreparationDocumento2 páginasCarboguard 60: Selection & Specification Data Substrates & Surface PreparationImran AhmadAinda não há avaliações
- Technical Data Sheet for Alkyd PrimerDocumento5 páginasTechnical Data Sheet for Alkyd Primerary rizkiAinda não há avaliações
- 2022.08.08 Fabrication and Installation Steel StructureDocumento21 páginas2022.08.08 Fabrication and Installation Steel StructureArifian NugrohoAinda não há avaliações
- Sealants For ConcreteDocumento20 páginasSealants For ConcreteSiva PrasadAinda não há avaliações
- FLEXIPRO - BrochureDocumento2 páginasFLEXIPRO - Brochurebeck.26Ainda não há avaliações
- Luxepoxy T: Tintable Two Pack Epoxy FinishDocumento2 páginasLuxepoxy T: Tintable Two Pack Epoxy FinishlivefreakAinda não há avaliações
- Klambon Steel PipingDocumento5 páginasKlambon Steel PipingshaunswanbyAinda não há avaliações
- Technical Data Sheet for Penguard FCDocumento5 páginasTechnical Data Sheet for Penguard FCPappu Kishore KumarAinda não há avaliações
- MASTERFLEX 700i v4Documento2 páginasMASTERFLEX 700i v4RUDRA KARMAKARAinda não há avaliações
- Schedule of Rates 2018 For Amini W.E.F 01.11.2018: 1Documento62 páginasSchedule of Rates 2018 For Amini W.E.F 01.11.2018: 1Sarthak ShuklaAinda não há avaliações
- Polyclad 777 PL PDSDocumento4 páginasPolyclad 777 PL PDShakkianilAinda não há avaliações
- Waterproofing Guide FountainsDocumento2 páginasWaterproofing Guide FountainsBRVAinda não há avaliações
- ASFP TGD 16 - Code of Practice For Off-Site Applied Thin Film Intumescent CoatingsDocumento50 páginasASFP TGD 16 - Code of Practice For Off-Site Applied Thin Film Intumescent CoatingsAnselmo Ribeiro100% (4)
- 1A - SealantsDocumento20 páginas1A - Sealantsyuyang1024100% (1)
- Method Statement & Application Related Documents PDFDocumento38 páginasMethod Statement & Application Related Documents PDFmahmoud IbrahemAinda não há avaliações
- Fencing SpecificationDocumento27 páginasFencing SpecificationMarvvvAinda não há avaliações
- Dokumen - Tips - Fosroc Product Catalogue 2020 Parchem Catalogue 2020 About Fosroc ParchemDocumento100 páginasDokumen - Tips - Fosroc Product Catalogue 2020 Parchem Catalogue 2020 About Fosroc ParchemVõ Quang KiệtAinda não há avaliações
- Mtsi-Tdjv-Nscr-Trans - 01-21-216 Method Statement For Retouching of Paint of The Installed Steel Doors-1Documento36 páginasMtsi-Tdjv-Nscr-Trans - 01-21-216 Method Statement For Retouching of Paint of The Installed Steel Doors-1AdrianNodaloAinda não há avaliações
- 8 Paint DefectsDocumento29 páginas8 Paint DefectsMohamed NouzerAinda não há avaliações
- Coating Types and Applications PDFDocumento25 páginasCoating Types and Applications PDFravi00098Ainda não há avaliações
- LOCTITE - Threadlocking - GuideDocumento7 páginasLOCTITE - Threadlocking - Guidedavorp1402Ainda não há avaliações
- Silverado 2008 - Plastic PanelsDocumento7 páginasSilverado 2008 - Plastic PanelsBaltazar DiazAinda não há avaliações
- Const Estimate Made Easy by Engr CajillaDocumento26 páginasConst Estimate Made Easy by Engr CajillaKarl BellezaAinda não há avaliações
- Enamel and Dentin BondingDocumento9 páginasEnamel and Dentin Bondinghelmuthw0207Ainda não há avaliações
- Boysen Paint CoverageDocumento2 páginasBoysen Paint CoverageAkoto At IkawyanAinda não há avaliações
- TDS Polycoat RBEDocumento2 páginasTDS Polycoat RBEMang JoseAinda não há avaliações