Você também pode gostar
- Unidad 3 y 4 Estudio Del Trabajo 2Documento30 páginasUnidad 3 y 4 Estudio Del Trabajo 2Emmanuel FigueroaAinda não há avaliações
- Introducción A La Ingeniería Industrial y Conceptos GeneralesDocumento12 páginasIntroducción A La Ingeniería Industrial y Conceptos GeneralesAlmita Montero50% (2)
- 1.4 Cantidad Disponible para PromesaDocumento5 páginas1.4 Cantidad Disponible para PromesaMarco Antonio Gómez Serna100% (1)
- Tabla de Tolerancias OITDocumento1 páginaTabla de Tolerancias OITRafael EstevezAinda não há avaliações
- Estudio Del Trabajo Unidad 3Documento9 páginasEstudio Del Trabajo Unidad 3Gera Psu100% (1)
- Unidad 1 Estudio de Tiempos PredeterminadosDocumento20 páginasUnidad 1 Estudio de Tiempos PredeterminadosPeter GuerreroAinda não há avaliações
- Preguntas Cap 12 Ingenieria Industrial 2 ManiebelDocumento2 páginasPreguntas Cap 12 Ingenieria Industrial 2 ManiebelEsau Rmz100% (1)
- Método Kilbridge and WesterDocumento5 páginasMétodo Kilbridge and WesterTatiana Daza100% (1)
- Diagrama de RecorridoDocumento4 páginasDiagrama de RecorridoLorena SalazarAinda não há avaliações
- Caso Practico SMEDDocumento16 páginasCaso Practico SMEDReinaParedesAinda não há avaliações
- Método de Peso PosicionalDocumento4 páginasMétodo de Peso PosicionalmanuelAinda não há avaliações
- UNIDAD IV Estudio Del Trabajo 1Documento34 páginasUNIDAD IV Estudio Del Trabajo 1JoséDeJesúsChagalaLópez50% (2)
- 3.8 Calculo Del Tiempo Normal o BásicoDocumento2 páginas3.8 Calculo Del Tiempo Normal o BásicoArturo Eg83% (6)
- Contexto y Filosofía Del Sistema JitDocumento16 páginasContexto y Filosofía Del Sistema JitDENILSON67% (3)
- Estudio Del Trabajo II MuestreoDocumento26 páginasEstudio Del Trabajo II MuestreoAntonio Corzo Ram100% (1)
- Ejercicios de Muestreo de TrabajoDocumento4 páginasEjercicios de Muestreo de TrabajoTyrone Cruz100% (1)
- Unidad 1 Planeación AgregadaDocumento20 páginasUnidad 1 Planeación AgregadaBaherwil TornillitoAinda não há avaliações
- Estudio Unidad 4.0Documento16 páginasEstudio Unidad 4.0Orquidea Morales100% (3)
- Trabajo de Investigaciona LgoritmoDocumento61 páginasTrabajo de Investigaciona LgoritmoAlexita MaDa93% (15)
- Cuadro Comparativo MTM1 y MTM2 Diana Salazar M2G92Documento1 páginaCuadro Comparativo MTM1 y MTM2 Diana Salazar M2G92Aldair Hernandez LiñanAinda não há avaliações
- Desarrollo TiemposDocumento7 páginasDesarrollo Tiemposkarinaflorez33% (3)
- 4 4 3Documento5 páginas4 4 3Felipe valenciaAinda não há avaliações
- 3.-Ejercicios - Datos EstandarDocumento4 páginas3.-Ejercicios - Datos EstandarJL Ramírez75% (4)
- Estudio Del Trabajo Ii Unidad 4 Balanceo de LineasDocumento21 páginasEstudio Del Trabajo Ii Unidad 4 Balanceo de LineasCHIKIYUL88% (8)
- Helgeson BirnieDocumento11 páginasHelgeson BirnieJohnnathan GC100% (2)
- 11-Muestreo Del Trabajo 2016-2Documento12 páginas11-Muestreo Del Trabajo 2016-2eliana43% (7)
- Casos Ejemplo de SmedDocumento11 páginasCasos Ejemplo de Smedcarlos andres bautista orozco100% (3)
- Practica #9 Estudio de Tiempos I Cronometración PDFDocumento11 páginasPractica #9 Estudio de Tiempos I Cronometración PDFedni rchinchilla0% (1)
- Metodos de Balanceo de LineasDocumento23 páginasMetodos de Balanceo de LineasJefr Flores75% (12)
- Cálculo de Los Requerimientos de InstalacionesDocumento1 páginaCálculo de Los Requerimientos de InstalacionesCristian Monarca CruzAinda não há avaliações
- 2.1la Implantación LeanDocumento13 páginas2.1la Implantación LeanArmando CamposAinda não há avaliações
- Niveles de Confianza y Precision en El Muestreo Del TrabajoDocumento30 páginasNiveles de Confianza y Precision en El Muestreo Del TrabajoPamela Hernández100% (1)
- Datos EstandarDocumento28 páginasDatos EstandarGabby Ocañaa Emmé82% (11)
- Muestreo Del Trabajo-1Documento47 páginasMuestreo Del Trabajo-1Mayra Cortes86% (7)
- Ejercicios Muestreo de TrabajoDocumento6 páginasEjercicios Muestreo de TrabajoAlejandro Cruz Santiago100% (1)
- Solucion de Practica de Diagrama Hombre Maquina SolucionDocumento4 páginasSolucion de Practica de Diagrama Hombre Maquina Solucionwalter100% (2)
- Formato MTM DigitalDocumento1 páginaFormato MTM DigitalJonathan Jair R.A100% (1)
- Unidad 2 SimulacionDocumento17 páginasUnidad 2 SimulacionVanessaAinda não há avaliações
- Diagrama Hombre MaquinaDocumento4 páginasDiagrama Hombre MaquinaHarthas MenetilAinda não há avaliações
- Sistema WestinghouseDocumento2 páginasSistema WestinghouseRaul DaboinAinda não há avaliações
- Unidad 1Documento64 páginasUnidad 1Edna Gabriela Ceja Silva60% (5)
- Tema 3 Exposición - Balanceo de Lineas de Producción para Equilibrar La Carga de Trabajo en Las Estaciones. Fernando PérezDocumento22 páginasTema 3 Exposición - Balanceo de Lineas de Producción para Equilibrar La Carga de Trabajo en Las Estaciones. Fernando PérezFernandoAinda não há avaliações
- Diagrama de CuadrillasDocumento7 páginasDiagrama de CuadrillasKarla Tesisteco50% (2)
- Guía Técnica de Prácticas de Ergonomía ACTUALIZADO 1-16Documento55 páginasGuía Técnica de Prácticas de Ergonomía ACTUALIZADO 1-16Osvaldo RojasAinda não há avaliações
- KildBrige & WesterDocumento4 páginasKildBrige & WesterJair GarciaAinda não há avaliações
- 1.6 Estrategias de Operaciones en Un Entorno GlobalDocumento2 páginas1.6 Estrategias de Operaciones en Un Entorno GlobalCitlali HidalgoAinda não há avaliações
- Muestreo de TrabajoDocumento10 páginasMuestreo de TrabajoElisa MarielAinda não há avaliações
- Celulosas, Poliestirenos, Polietilenos y PropilenosDocumento27 páginasCelulosas, Poliestirenos, Polietilenos y PropilenosDianaGutiérrez67% (6)
- Ejercicios de MtmdocxDocumento7 páginasEjercicios de Mtmdocxabraham lopez friasAinda não há avaliações
- Base para Control PresupuestalDocumento5 páginasBase para Control PresupuestalCARLOS ANDRÉS CAMILO GONZÁLEZ SANTIAGOAinda não há avaliações
- Preguntas de Datos EstándarDocumento2 páginasPreguntas de Datos EstándarJose Plasencia Briceño50% (2)
- Tablas MostDocumento4 páginasTablas MostJosé PerézAinda não há avaliações
- Caso Real BiomecánicaDocumento8 páginasCaso Real BiomecánicaLuceroV'e100% (2)
- Ejercicios de Muestreo Del TrabajoDocumento5 páginasEjercicios de Muestreo Del TrabajoGhandyKaduMirandaGonzales67% (3)
- Ingeniería Industrial - Unidad VL Balance de Línea - ToL-1Documento15 páginasIngeniería Industrial - Unidad VL Balance de Línea - ToL-1jem3753054Ainda não há avaliações
- DPL Balance de Línea (Teoría)Documento12 páginasDPL Balance de Línea (Teoría)Ramiro Jose Mamani ApazaAinda não há avaliações
- Hoja 1Documento3 páginasHoja 1Ramon Roque Sanchez50% (4)
- 07 Balance de LíneaDocumento27 páginas07 Balance de LíneaJoseph Stiven RiverosAinda não há avaliações
- Evaluación Final - Solución - Adm. de OperacionesDocumento13 páginasEvaluación Final - Solución - Adm. de OperacionesGracciela Guardiola DávilaAinda não há avaliações
- Contabilidad financiera y gerencial Tomo 2: Aplicaciones prácticas y solucionesNo EverandContabilidad financiera y gerencial Tomo 2: Aplicaciones prácticas y solucionesAinda não há avaliações
- ENSAYO DE LIQUIDOS PENETRANTES Rev.0Documento1 páginaENSAYO DE LIQUIDOS PENETRANTES Rev.0Enrique TAinda não há avaliações
- Protocolo de Tintes Penetrantes de Soldadura IDocumento1 páginaProtocolo de Tintes Penetrantes de Soldadura IEnrique TAinda não há avaliações
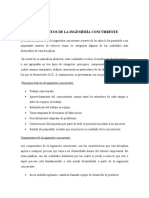
- Ingeniería ConcurrenteDocumento12 páginasIngeniería ConcurrenteEnrique T100% (1)
- Ejemplo AplicativoDocumento3 páginasEjemplo AplicativoEnrique T100% (2)
- Capitulo 2Documento28 páginasCapitulo 2Enrique TAinda não há avaliações
- Carga de Trabajo Fisico o Mental1 - Fatiga PreguntasDocumento29 páginasCarga de Trabajo Fisico o Mental1 - Fatiga PreguntasEnrique TAinda não há avaliações
- D y M de ALMACENESDocumento29 páginasD y M de ALMACENESEnrique TAinda não há avaliações
- Evaluación de La Incertidumbre Con La Simulación MontecarloDocumento5 páginasEvaluación de La Incertidumbre Con La Simulación MontecarloEnrique TAinda não há avaliações
- Habilidades Que Todo Programador Debe de TenerDocumento3 páginasHabilidades Que Todo Programador Debe de TenerKike Jimenez RomeroAinda não há avaliações
- Universidad Distrital Francisco José de CaldasDocumento10 páginasUniversidad Distrital Francisco José de CaldasDuvan MontañaAinda não há avaliações
- HG5840265Documento2 páginasHG5840265Crsthian Johan Riano Beltran100% (1)
- Medicion de Las Caracteristicas Del Tiristor y Del TriacDocumento4 páginasMedicion de Las Caracteristicas Del Tiristor y Del TriacEnrique Ingaruca HonismanAinda não há avaliações
- PeugeotDocumento30 páginasPeugeotאליהו אסתי אנדרדAinda não há avaliações
- F-DC-04 Manual de PrácticasDocumento82 páginasF-DC-04 Manual de PrácticasOribe SalinasAinda não há avaliações
- Correas MBDocumento26 páginasCorreas MBJorge Rios RAinda não há avaliações
- Trabajo Final TermografDocumento12 páginasTrabajo Final TermografLuis U. RinconAinda não há avaliações
- Analisis Resultados Lavador VenturiDocumento1 páginaAnalisis Resultados Lavador VenturielianapaolaperezAinda não há avaliações
- Funciones DaxDocumento2 páginasFunciones Daxoscar_ordonez200% (1)
- Codigo de Colores de DiodosDocumento3 páginasCodigo de Colores de DiodosJoscatAinda não há avaliações
- Plantilla de Matriz de Trazabilidad de RequisitosDocumento4 páginasPlantilla de Matriz de Trazabilidad de Requisitosnoseandrea carrascoAinda não há avaliações
- Informe Dilatacion LinealDocumento16 páginasInforme Dilatacion LinealCarlos VarelaAinda não há avaliações
- Anexo Del Informe Del ExperimentoDocumento21 páginasAnexo Del Informe Del ExperimentoMariana Isabel Sarabia NavaAinda não há avaliações
- 3.2 Índice ICGMDocumento10 páginas3.2 Índice ICGMalexhuescaAinda não há avaliações
- Reseña Joel Pozos OsorioDocumento1 páginaReseña Joel Pozos OsorioJesus Manuel Muñoz PachecoAinda não há avaliações
- Alambre 4043 (Soldadura)Documento1 páginaAlambre 4043 (Soldadura)Sebastián Murillo PossosAinda não há avaliações
- Alfabetizacion DigitalDocumento59 páginasAlfabetizacion DigitalFby AnVazAinda não há avaliações
- NTP 722 PDFDocumento6 páginasNTP 722 PDFRuben HuizaAinda não há avaliações
- Cronica La Guerra Entre Las CorrientesDocumento4 páginasCronica La Guerra Entre Las CorrientesDarwin Fabian FerrinAinda não há avaliações
- Mapa Mental EEDocumento1 páginaMapa Mental EEVictor Hugo SillericoAinda não há avaliações
- Agregados TripticoDocumento2 páginasAgregados TripticoApril Angie ChoqueAinda não há avaliações
- Ejemplo Cotizacion Proyecto EjecutivoDocumento9 páginasEjemplo Cotizacion Proyecto Ejecutivosharon hernandez100% (2)
- Qué Es El E-BussinesDocumento2 páginasQué Es El E-Bussinesadelle15100% (1)
- Laboratorio2 OPeradoresDocumento46 páginasLaboratorio2 OPeradoresAmeth ArmasAinda não há avaliações
- Presion Kelly Molina InformeDocumento4 páginasPresion Kelly Molina InformeKelly MolinaAinda não há avaliações
- 2 Manual de Riesgos Electricos PDFDocumento4 páginas2 Manual de Riesgos Electricos PDFenojanoAinda não há avaliações
- Proyecto de Ciencias NaturalesDocumento9 páginasProyecto de Ciencias NaturalesRodolfo ruizAinda não há avaliações
- Guía de Actividades y Rúbrica de Evaluación - Tarea 4 - Práctica de LaboratorioDocumento15 páginasGuía de Actividades y Rúbrica de Evaluación - Tarea 4 - Práctica de LaboratorioRichard Mejia Acevedo0% (1)
- El BencenoDocumento26 páginasEl BencenoCarlos M. P. GonzálezAinda não há avaliações