Você também pode gostar
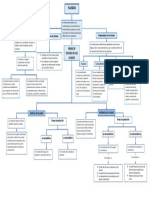
- Fluidos Mapa ConceptualDocumento1 páginaFluidos Mapa ConceptualXtramania81% (27)
- El Cuero, Clasificación, Usos y CaracteristicasDocumento46 páginasEl Cuero, Clasificación, Usos y CaracteristicasCesar Villamil78% (36)
- Seguridad y Higiene en La Elaboracion Del CueroDocumento18 páginasSeguridad y Higiene en La Elaboracion Del CueroCarlosTaltavullAinda não há avaliações
- El Curtido de PielesDocumento20 páginasEl Curtido de PielesRussel HuarcaAinda não há avaliações
- Estampado Colaris Digital Printing Systems V1Documento20 páginasEstampado Colaris Digital Printing Systems V1Miguel Morales ChAinda não há avaliações
- GUIA DE CONTENIDOS Curso 2016 17 TECNICADocumento18 páginasGUIA DE CONTENIDOS Curso 2016 17 TECNICAelisaAinda não há avaliações
- 05 Prototipado PDFDocumento38 páginas05 Prototipado PDFjohannsedAinda não há avaliações
- Clasificación Del Cuero MarroquineroDocumento12 páginasClasificación Del Cuero MarroquineroJaime GuerreroAinda não há avaliações
- CueroDocumento30 páginasCueroDiana Pumacayo GonzalesAinda não há avaliações
- Plan Exportador FinalDocumento21 páginasPlan Exportador FinalSebastian RendónAinda não há avaliações
- Tecnologia Del CueroDocumento64 páginasTecnologia Del CuerojackieAinda não há avaliações
- Cartel Diversificado Del Taller de Cuero y CalzadoDocumento10 páginasCartel Diversificado Del Taller de Cuero y CalzadoEddier CuelaAinda não há avaliações
- Glosario Oficio Del CueroDocumento34 páginasGlosario Oficio Del CueroISAAC DE JESUS RIZO HERNANDEZAinda não há avaliações
- Acabado Del Cuero 2Documento4 páginasAcabado Del Cuero 2Juan Victor Soruco AlfaroAinda não há avaliações
- Diagrama de ProcesosDocumento1 páginaDiagrama de ProcesosDarwin Alexander LuskersAinda não há avaliações
- Q60 G65 TDocumento144 páginasQ60 G65 TDianeth Buleje CamposAinda não há avaliações
- La CurticiónDocumento17 páginasLa CurticiónDUBAN FERNANDO MORALES VILLA100% (1)
- TalabarteríaDocumento3 páginasTalabarteríapoderoscuro1207Ainda não há avaliações
- 30148Documento21 páginas30148karina1177cAinda não há avaliações
- Clasificación PielesDocumento4 páginasClasificación PielesAli MantisasAinda não há avaliações
- Corte Manual de Piezas de CalzadoDocumento0 páginaCorte Manual de Piezas de Calzadoaurelioangeles0% (1)
- Curtidos de Pieles IDocumento68 páginasCurtidos de Pieles IDaniela Melgar AramayoAinda não há avaliações
- MARY CUERO MontañooooDocumento3 páginasMARY CUERO MontañooooJessi MontañoAinda não há avaliações
- Talabartería Del Bajío Julio 2021Documento93 páginasTalabartería Del Bajío Julio 2021Jesus Aaron Rios GalindoAinda não há avaliações
- CueroDocumento11 páginasCueroXavier Andres Moreno GuevaraAinda não há avaliações
- Cuero y CurtidoDocumento5 páginasCuero y CurtidoMarx WillianAinda não há avaliações
- Acabado Del CueroDocumento13 páginasAcabado Del CueroTirzyta LoveAinda não há avaliações
- TRABAJODocumento6 páginasTRABAJOKANDERMORADOAinda não há avaliações
- Reutilización de Retales de Cuero PDFDocumento95 páginasReutilización de Retales de Cuero PDFalejandraAinda não há avaliações
- Guia Ambiental Industria Curtido y Preparado de Cueros PDFDocumento140 páginasGuia Ambiental Industria Curtido y Preparado de Cueros PDFMirian Paillacho100% (2)
- Tipos de Tejidos TextilesDocumento2 páginasTipos de Tejidos Textileserik romeAinda não há avaliações
- Procesamiento Del CueroDocumento7 páginasProcesamiento Del CueroPedro Julian Cubas LopezAinda não há avaliações
- Tecnologia Del Cuero y Peleteria BDocumento50 páginasTecnologia Del Cuero y Peleteria BmetalonAinda não há avaliações
- Identificación de Fibras Textiles Por CombustiónDocumento11 páginasIdentificación de Fibras Textiles Por CombustiónMiltonDavidJiménezSalas0% (1)
- Curtido PielesDocumento10 páginasCurtido PielesecadylanAinda não há avaliações
- Costos ProduccionDocumento16 páginasCostos ProduccionLICETH QUIROZ MOLINAAinda não há avaliações
- Fibra RamioDocumento7 páginasFibra RamioJenny FerAinda não há avaliações
- Definiciones de PrendasDocumento14 páginasDefiniciones de PrendasShandrakKunAinda não há avaliações
- Exposición 5. MarroquineríaDocumento33 páginasExposición 5. Marroquineríajonathan cobaledaAinda não há avaliações
- Glosario de HistoriaDocumento24 páginasGlosario de HistoriasaxxbaAinda não há avaliações
- Diccionario ConfecciónDocumento40 páginasDiccionario ConfecciónMary PerezAinda não há avaliações
- Fibrologia SedaDocumento30 páginasFibrologia SedaJimmyXamAinda não há avaliações
- Qué Es El Sistema de Cosido GOODYEARDocumento3 páginasQué Es El Sistema de Cosido GOODYEARJéssica MaríaAinda não há avaliações
- Escalado, TendenciasDocumento26 páginasEscalado, TendenciasEva Esther Espinoza ZavalaAinda não há avaliações
- Materiales TextilesDocumento27 páginasMateriales TextilesEduin MontoyaAinda não há avaliações
- Fibras TextilesDocumento19 páginasFibras Textilesalegria239Ainda não há avaliações
- 1 Eslabon TextilDocumento14 páginas1 Eslabon TextilEmily FloresAinda não há avaliações
- Nombre y Caracteristicas de Las Telas - Pdfnombre y Caracteristicas de Las TelasDocumento5 páginasNombre y Caracteristicas de Las Telas - Pdfnombre y Caracteristicas de Las TelasDr_pereiraAinda não há avaliações
- Fibras SinteticasDocumento11 páginasFibras SinteticasjoremahuAinda não há avaliações
- Defectos en El Área TextilDocumento5 páginasDefectos en El Área TextilLuz Rojas100% (1)
- AgujaDocumento15 páginasAgujaAnonymous PbIU4gAinda não há avaliações
- Industria Del CueroDocumento32 páginasIndustria Del CueroJenny Fer67% (3)
- Prendas en LanaDocumento13 páginasPrendas en LanaYined MendozaAinda não há avaliações
- Hilados y TextilesDocumento41 páginasHilados y TextilesMaribal Rincon Ramo100% (1)
- Curtido PielesDocumento8 páginasCurtido PielesguillevanlooAinda não há avaliações
- La PielDocumento37 páginasLa PielNatalia MartiAinda não há avaliações
- Operaciones Auxiliares de Lavanderia Industrial y de ProximidadDocumento40 páginasOperaciones Auxiliares de Lavanderia Industrial y de ProximidadgiovannichavezAinda não há avaliações
- MMC PDF Introduccion A La Marroquineria-1Documento19 páginasMMC PDF Introduccion A La Marroquineria-1Valen UuU100% (1)
- Sep. 1C Estampados Por ReservaDocumento5 páginasSep. 1C Estampados Por ReservaYolanda Gomez TorrezAinda não há avaliações
- Tipos y Acabados de PielesDocumento4 páginasTipos y Acabados de PielesVictor MarfilAinda não há avaliações
- Tipos de Pieles ExoticasDocumento3 páginasTipos de Pieles ExoticasGerardo F. MartinezAinda não há avaliações
- Tipos de CueroDocumento18 páginasTipos de CueroCarlos Jesus Huapaya ChumpitazAinda não há avaliações
- Prevalencia - DefinicionDocumento10 páginasPrevalencia - DefinicionjohannsedAinda não há avaliações
- Trabajo Economía y Salud Pública Global Grupo 02Documento4 páginasTrabajo Economía y Salud Pública Global Grupo 02johannsedAinda não há avaliações
- Plan de Vigilancia y Control de La CovidDocumento10 páginasPlan de Vigilancia y Control de La CovidjohannsedAinda não há avaliações
- Metodos CuantitativosDocumento44 páginasMetodos CuantitativosjohannsedAinda não há avaliações
- Situacion Actual de Covid Pasco Abril 04Documento10 páginasSituacion Actual de Covid Pasco Abril 04johannsedAinda não há avaliações
- Plan de Vigilancia y Control de La CovidDocumento17 páginasPlan de Vigilancia y Control de La CovidjohannsedAinda não há avaliações
- Métodos para La Toma de DecisionesDocumento30 páginasMétodos para La Toma de Decisionesjohannsed100% (1)
- CHARLAS Ambientales DiciembreDocumento10 páginasCHARLAS Ambientales DiciembrejohannsedAinda não há avaliações
- Programa de Tamizaje Neonatal ENVIO DE MUESTRASDocumento6 páginasPrograma de Tamizaje Neonatal ENVIO DE MUESTRASjohannsedAinda não há avaliações
- 2.lectura 2 La Ergonomia Como Ambito de Aplicacion Desde La PsicologiaDocumento6 páginas2.lectura 2 La Ergonomia Como Ambito de Aplicacion Desde La PsicologiajohannsedAinda não há avaliações
- Cronograma de Charlas de Inicio - Diciembre 2020Documento1 páginaCronograma de Charlas de Inicio - Diciembre 2020johannsedAinda não há avaliações
- Rotafolio Medidas PreventivasDocumento6 páginasRotafolio Medidas PreventivasjohannsedAinda não há avaliações
- Consentimiento Informado para La Prueba de VihDocumento2 páginasConsentimiento Informado para La Prueba de VihjohannsedAinda não há avaliações
- Sondeo de Saberes PreviosDocumento2 páginasSondeo de Saberes Previosjohannsed100% (1)
- Excel 2013 TrilceDocumento50 páginasExcel 2013 TrilcejohannsedAinda não há avaliações
- Componentes Electronicos 1.ppsDocumento18 páginasComponentes Electronicos 1.ppsjohannsedAinda não há avaliações
- 1 - Taller Conversion de Medidas y Unidades QuimicasDocumento3 páginas1 - Taller Conversion de Medidas y Unidades QuimicasnildaAinda não há avaliações
- Sección 1: Identificación Del Producto Químico y de La EmpresaDocumento8 páginasSección 1: Identificación Del Producto Químico y de La Empresaconstanza pizarroAinda não há avaliações
- ODI DesatadorDocumento2 páginasODI DesatadorDaniry AstudilloAinda não há avaliações
- Clasificación de Los Materiales PDFDocumento13 páginasClasificación de Los Materiales PDFGraceAliciaAinda não há avaliações
- Determinación de La Masa Molar Y La Densidad de Un GasDocumento3 páginasDeterminación de La Masa Molar Y La Densidad de Un Gaskalu24100% (1)
- Molaridad. Ejercicios Resueltos. - Química y Algo MásDocumento9 páginasMolaridad. Ejercicios Resueltos. - Química y Algo MásSandra ChiquinquiraAinda não há avaliações
- Agares LDocumento13 páginasAgares LNancy HernándezAinda não há avaliações
- Investigacion Previa CromatografiaDocumento13 páginasInvestigacion Previa Cromatografiajulio vazquezAinda não há avaliações
- Ufesa AA4000 Air Conditioner PDFDocumento34 páginasUfesa AA4000 Air Conditioner PDFÂngela LouraAinda não há avaliações
- Ficha Técnica Vino de PiñaDocumento5 páginasFicha Técnica Vino de Piñamaira hernandezAinda não há avaliações
- Resultados y DiscusiónDocumento3 páginasResultados y DiscusiónRodríguez AraúzAinda não há avaliações
- Codensa - ET-911 - Armarios-de-Medidores PDFDocumento25 páginasCodensa - ET-911 - Armarios-de-Medidores PDFYiries Majail Amaya EcheverriAinda não há avaliações
- 40 CFR 60 Appx A 7 07 01 19Documento80 páginas40 CFR 60 Appx A 7 07 01 19Viviana AlbujarAinda não há avaliações
- 1° Practica Del Laboratorio de Química OrgánicaDocumento11 páginas1° Practica Del Laboratorio de Química OrgánicaHéctor MendozaAinda não há avaliações
- Que Son Los Principios InmediatosDocumento11 páginasQue Son Los Principios InmediatoshernanAinda não há avaliações
- Grupo 4 - La Aplicación Del Cloruro de Calcio para La Estabilización de La Subrasante en Suelos Arcillosos en La Provincia de HuancavelicaDocumento12 páginasGrupo 4 - La Aplicación Del Cloruro de Calcio para La Estabilización de La Subrasante en Suelos Arcillosos en La Provincia de HuancavelicaLuis Angel Espinoza AlarcomAinda não há avaliações
- Practica Calificada Tec ConcretoDocumento2 páginasPractica Calificada Tec ConcretoAnthony GonzaloAinda não há avaliações
- Laboratorios Concepto de MolDocumento5 páginasLaboratorios Concepto de MolConstanza RojosAinda não há avaliações
- Accesorios de TuberíasDocumento16 páginasAccesorios de TuberíasLuz Marina Gomez OrihuelaAinda não há avaliações
- MetalesDocumento9 páginasMetalesjurgen campbellAinda não há avaliações
- Practica 13 Equilibrios de Solubilidad LQG2Documento7 páginasPractica 13 Equilibrios de Solubilidad LQG2YADIRA XIMENA OLIVERA LOPEZAinda não há avaliações
- Obsidiana Gema Roca Inorgánica La Piedra Obsidiana Tiene Una Variedad de NombresDocumento2 páginasObsidiana Gema Roca Inorgánica La Piedra Obsidiana Tiene Una Variedad de NombresDiego VudoyraAinda não há avaliações
- Aromatización y HalogenaciónDocumento15 páginasAromatización y Halogenaciónjuan davidAinda não há avaliações
- 2 VOdka FernandezDocumento16 páginas2 VOdka FernandezARELIS ELIZABETH GAIBOR RAMONAinda não há avaliações
- Tomatodo ProyectoDocumento57 páginasTomatodo ProyectoNelly Tipantaxi50% (2)
- Ejercicios Sobre SolucionesDocumento3 páginasEjercicios Sobre SolucionesYolanda Mantilla Alvarez100% (2)
- Alanina y Ciclo de Glucosa-AlaninaDocumento9 páginasAlanina y Ciclo de Glucosa-AlaninabryanAinda não há avaliações
- Comparativo Lavanderia Tecnoclean Vs DiverseyDocumento18 páginasComparativo Lavanderia Tecnoclean Vs DiverseyANGEL LOPEZ DAinda não há avaliações
- Composicion Quimica de Los ColoresDocumento17 páginasComposicion Quimica de Los ColoresLynette Bautista JarquinAinda não há avaliações