Você também pode gostar
- Signet 8900 Multi-Parameter Compatibility Overview BrochureDocumento1 páginaSignet 8900 Multi-Parameter Compatibility Overview BrochuremelpomenneAinda não há avaliações
- How To Select A Chemical Coagulant and FlocculantDocumento24 páginasHow To Select A Chemical Coagulant and FlocculantAugustoPertotAinda não há avaliações
- Parham WW TreatmentDocumento60 páginasParham WW TreatmentmelpomenneAinda não há avaliações
- Sorption and Release of Organics by Primary, Anaerobic, and Aerobic Activated Sludge Mixed With Raw Municipal WastewaterDocumento15 páginasSorption and Release of Organics by Primary, Anaerobic, and Aerobic Activated Sludge Mixed With Raw Municipal WastewatermelpomenneAinda não há avaliações
- API SizingDocumento13 páginasAPI SizingJayesh SanganiAinda não há avaliações
- Sodium Azide Reduction of Protozoa ActivityDocumento50 páginasSodium Azide Reduction of Protozoa ActivitymelpomenneAinda não há avaliações
- Fracwater Tss ExplainedDocumento2 páginasFracwater Tss ExplainedprakdoraAinda não há avaliações
- Oil-water separator design guideDocumento17 páginasOil-water separator design guidemelpomenne100% (1)
- TORAY Membrane EuropeDocumento25 páginasTORAY Membrane EuropemelpomenneAinda não há avaliações
- Cheesemaking EbookDocumento282 páginasCheesemaking Ebookalbinuta100% (6)
- Homework 5 So LNDocumento7 páginasHomework 5 So LNMuhammadUsmanAinda não há avaliações
- Lecture 9-Lime Soda Softening (Part 2)Documento7 páginasLecture 9-Lime Soda Softening (Part 2)Harold TaylorAinda não há avaliações
- Aaplesarkar Mahaonline GovDocumento9 páginasAaplesarkar Mahaonline GovmelpomenneAinda não há avaliações
- Astral Upvc Sch40 Pipes and Fittings PricelistDocumento4 páginasAstral Upvc Sch40 Pipes and Fittings PricelistThiyaga Rajan0% (1)
- Steel pipe pressure ratings and flow ratesDocumento2 páginasSteel pipe pressure ratings and flow ratesNarendra ChavdaAinda não há avaliações
- QP7498-DEQ-Chapter 5 Corrections - PG 54 PDFDocumento1 páginaQP7498-DEQ-Chapter 5 Corrections - PG 54 PDFmelpomenneAinda não há avaliações
- Aadhar Enrolment Correction FormDocumento2 páginasAadhar Enrolment Correction Formapi-249989744Ainda não há avaliações
- Un V em Site Master Plan Arch 09.02.16-ModelDocumento1 páginaUn V em Site Master Plan Arch 09.02.16-ModelmelpomenneAinda não há avaliações
- The Challenge of Removing Surface Oil PDFDocumento4 páginasThe Challenge of Removing Surface Oil PDFmelpomenneAinda não há avaliações
- Techinfo Cooling TowersDocumento23 páginasTechinfo Cooling TowersKokil JainAinda não há avaliações
- Achieving Zero Discharge in Industrial Waste Water Treatment PlantsDocumento13 páginasAchieving Zero Discharge in Industrial Waste Water Treatment PlantsEswaramoorthi Sellappa GounderAinda não há avaliações
- Hsin-Hui Sebastien Yue 2011Documento37 páginasHsin-Hui Sebastien Yue 2011melpomenneAinda não há avaliações
- 426Documento9 páginas426melpomenneAinda não há avaliações
- Endless Belt Type Oil Skimmer-293Documento6 páginasEndless Belt Type Oil Skimmer-293melpomenneAinda não há avaliações
- Vision Valves Manufacturer and Industrial Valve DealerDocumento10 páginasVision Valves Manufacturer and Industrial Valve DealermelpomenneAinda não há avaliações
- JCM SeriesDocumento2 páginasJCM SeriesmelpomenneAinda não há avaliações
- AMPC Review Paper - Removal of Fats Oil and Greases From EffluentsDocumento26 páginasAMPC Review Paper - Removal of Fats Oil and Greases From EffluentsmelpomenneAinda não há avaliações
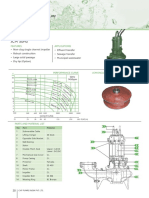
- Perfomance DataDocumento1 páginaPerfomance DatamelpomenneAinda não há avaliações
- Performance Data - K3H Series: 100mbar 200mbar 300mbar 400mbar 500mbar 600mbar 700mbar 800mbar 900mbar 1000mbarDocumento3 páginasPerformance Data - K3H Series: 100mbar 200mbar 300mbar 400mbar 500mbar 600mbar 700mbar 800mbar 900mbar 1000mbarmelpomenneAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Effect of Phytochemical Constituents of Argemone Mexicana Leaf ExtractDocumento6 páginasEffect of Phytochemical Constituents of Argemone Mexicana Leaf ExtractIJRASETPublicationsAinda não há avaliações
- Processing Guidelines PC-ABS AUTOMOTIVE-2Documento3 páginasProcessing Guidelines PC-ABS AUTOMOTIVE-2Josue OrtizAinda não há avaliações
- 6+7fertilisation Low Cost DripDocumento21 páginas6+7fertilisation Low Cost DripArnab MondalAinda não há avaliações
- Juventas New Catalogue PDFDocumento6 páginasJuventas New Catalogue PDFboona mAinda não há avaliações
- Astm c1161 13Documento19 páginasAstm c1161 13Taiana BonadioAinda não há avaliações
- Confined SpaceDocumento31 páginasConfined SpacegshdavidAinda não há avaliações
- Basic Mechanical Engineering MCQ PDF Part 3Documento10 páginasBasic Mechanical Engineering MCQ PDF Part 3kibrom atsbhaAinda não há avaliações
- Lecture 2 - Cellulose Structure PDFDocumento55 páginasLecture 2 - Cellulose Structure PDFpipers10Ainda não há avaliações
- Improvements of Foundation RocksDocumento2 páginasImprovements of Foundation RocksSteven Joseph Incio100% (1)
- Ecological Effects Test Guidelines: OPPTS 850.3020 Honey Bee Acute Contact ToxicityDocumento8 páginasEcological Effects Test Guidelines: OPPTS 850.3020 Honey Bee Acute Contact ToxicityNatalie Torres AnguloAinda não há avaliações
- Laboratory Corrosion Testing PDFDocumento7 páginasLaboratory Corrosion Testing PDFeid elsayedAinda não há avaliações
- Understanding and Managing Cell Culture Contamination PDFDocumento24 páginasUnderstanding and Managing Cell Culture Contamination PDFPabloski AndreAinda não há avaliações
- Biology Cells Graphic OrganizerDocumento1 páginaBiology Cells Graphic OrganizerMaci StackhouseAinda não há avaliações
- IB Chemistry HL Summer AssignmentDocumento4 páginasIB Chemistry HL Summer AssignmentVal B100% (1)
- Petromax LanternDocumento9 páginasPetromax LanternbatacurloAinda não há avaliações
- Animal Physio Lab Report3-OsmoregulationDocumento7 páginasAnimal Physio Lab Report3-OsmoregulationZari Novela100% (1)
- USP <1115> Impact on Bioburden ControlDocumento65 páginasUSP <1115> Impact on Bioburden ControlBlank Backtobasic100% (1)
- RetroJet System ManualDocumento11 páginasRetroJet System ManualetritAinda não há avaliações
- OH&S Workplace Assessment ChecklistDocumento9 páginasOH&S Workplace Assessment ChecklistAldrin ZlmdAinda não há avaliações
- 6 9500 F Axera 7 240 PDFDocumento4 páginas6 9500 F Axera 7 240 PDFsegomezpAinda não há avaliações
- Bosch GST 75 E ProfessionalDocumento167 páginasBosch GST 75 E ProfessionalAdriana AlvesAinda não há avaliações
- Glass Making TheoryDocumento14 páginasGlass Making TheorySK SHAHNAWAZAinda não há avaliações
- By Sabandi Ismadi WE/ IIW CertifiedDocumento4 páginasBy Sabandi Ismadi WE/ IIW CertifiedStefanus HerriejadyAinda não há avaliações
- Elsanhouty Pharma Hold Time Study NotesDocumento6 páginasElsanhouty Pharma Hold Time Study NotesHuỳnh Ngọc SángAinda não há avaliações
- v3.3 - Cut-Off - Activated Carbon Production Granular From Hard Coal - Rer - Activated Carbon Granular 1Documento14 páginasv3.3 - Cut-Off - Activated Carbon Production Granular From Hard Coal - Rer - Activated Carbon Granular 1jimAinda não há avaliações
- Taco Expansion TankDocumento20 páginasTaco Expansion TankDhirendra Singh RathoreAinda não há avaliações
- X-ray Absorption Spectroscopy TechniqueDocumento74 páginasX-ray Absorption Spectroscopy TechniqueAnonymous hz3n3HK1RNAinda não há avaliações
- 5054 w14 QP 11 PDFDocumento20 páginas5054 w14 QP 11 PDFHaroon GhaniAinda não há avaliações
- Dexamethasone - MICROMEDEXDocumento1 páginaDexamethasone - MICROMEDEXFarmácia Hospital São VicenteAinda não há avaliações
- Ammonium 2520sulphate Material 2520balance.Documento9 páginasAmmonium 2520sulphate Material 2520balance.AgadmatorAinda não há avaliações