Você também pode gostar
- Manejo Sanitario y Fitosanitario de Especies Animales y VegetalesDocumento3 páginasManejo Sanitario y Fitosanitario de Especies Animales y VegetalesVinicio Viviano Varela Muñoz50% (4)
- Parque Micaela BastidasDocumento8 páginasParque Micaela BastidasGabriel OrellanoAinda não há avaliações
- Ejemplo de Matriz de Consistencia y Operalizacion de VariablesDocumento7 páginasEjemplo de Matriz de Consistencia y Operalizacion de VariablesJesus AlvaresAinda não há avaliações
- Inf. Del Proyecto Final de Carretera IDocumento3 páginasInf. Del Proyecto Final de Carretera IEderson Cuellar TeranAinda não há avaliações
- Exposicion de Presupuesto Empresarial....Documento2 páginasExposicion de Presupuesto Empresarial....yasminAinda não há avaliações
- Agroquimicos J&M - CeaDocumento11 páginasAgroquimicos J&M - CeaAlexis SalasAinda não há avaliações
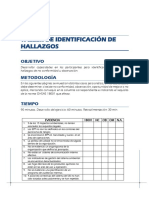
- Identificación de HallazgosDocumento3 páginasIdentificación de HallazgosStid UribeAinda não há avaliações
- 171772538-Motoniveladora-24M 1111Documento23 páginas171772538-Motoniveladora-24M 1111Aron Calizaya M100% (1)
- Lista de Planos II-Etapa Río Chillón IMPREGILO - ACEA FinalDocumento10 páginasLista de Planos II-Etapa Río Chillón IMPREGILO - ACEA FinalBilly Joe Torres HuarcayaAinda não há avaliações
- Forma 135 Enes Cuestionarix 1Documento40 páginasForma 135 Enes Cuestionarix 1Jeison GrefaAinda não há avaliações
- Caso Practico Procesos - Empresa La NutritivaDocumento4 páginasCaso Practico Procesos - Empresa La NutritivaCeSar Trujillo Torres100% (1)
- Ajuste de Punto de RocioDocumento8 páginasAjuste de Punto de RocioMarco Antonio FloresAinda não há avaliações
- Cuerpo de Aceleración MotorizadoDocumento3 páginasCuerpo de Aceleración Motorizadorabitosan50% (2)
- Balanza de CorrienteDocumento8 páginasBalanza de CorrienteOmar NoahAinda não há avaliações
- Sesión InecuacionesDocumento2 páginasSesión InecuacionesEli Macuri69% (13)
- I-GER-09 Armada de Andamios Vrs 1Documento9 páginasI-GER-09 Armada de Andamios Vrs 1efrencarvajalcAinda não há avaliações
- Reporte Catastral 02 PDFDocumento2 páginasReporte Catastral 02 PDFWilfredo Huillca CamargoAinda não há avaliações
- Reglamento Edif BarilocheDocumento14 páginasReglamento Edif Barilocheromina100% (1)
- SOLICITUD-PARA-OTORGAR-Nº-DE-REGISTRO-CALDERAS-Y-AUTOCLAVES Tavita Duran 05032016Documento2 páginasSOLICITUD-PARA-OTORGAR-Nº-DE-REGISTRO-CALDERAS-Y-AUTOCLAVES Tavita Duran 05032016LUIS VARGAS VILLAMIZARAinda não há avaliações
- LIDERAZGODocumento3 páginasLIDERAZGOCésar Alonso Saavedra AlamaAinda não há avaliações
- La Dinámica UrbanaDocumento220 páginasLa Dinámica UrbanaAnonymous KdLymiboZc63% (8)
- Cruces de Cursos de Agua A Cielo Abierto: 1. ObjetivoDocumento5 páginasCruces de Cursos de Agua A Cielo Abierto: 1. ObjetivoAlfonso MarreroAinda não há avaliações
- Estudio de Colas UVK IcaDocumento23 páginasEstudio de Colas UVK IcaDeiby Toralva BaldeónAinda não há avaliações
- Linea de ConduccionDocumento37 páginasLinea de ConduccionErick Espirilla MongeAinda não há avaliações
- 1 Analisis de La Realidad SocialDocumento17 páginas1 Analisis de La Realidad SocialmilviaAinda não há avaliações
- Actividades de Comprobación T3 y T4Documento4 páginasActividades de Comprobación T3 y T4Pablo Molero MartínAinda não há avaliações
- Historia de Las Tecnologías Del Sonido en El Cine PDFDocumento18 páginasHistoria de Las Tecnologías Del Sonido en El Cine PDFSalvagé YeyéAinda não há avaliações
- Esparragos y Juntas KerosinaDocumento39 páginasEsparragos y Juntas Kerosinarafael arcangel cruz cobaAinda não há avaliações
- 02 2389Documento106 páginas02 2389Anonymous hrRdMgKAinda não há avaliações
- Reglamento para Uso de LockersDocumento3 páginasReglamento para Uso de LockersarturoitesmAinda não há avaliações