Você também pode gostar
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!Ainda não há avaliações
- CL 60 SM 005 User Manual En)Documento24 páginasCL 60 SM 005 User Manual En)NoahAinda não há avaliações
- LONGER Orange10 LCD SLA 3D Printer User Manual v2.0Documento44 páginasLONGER Orange10 LCD SLA 3D Printer User Manual v2.0Mario MiliaAinda não há avaliações
- ManualDocumento22 páginasManualGabrielAinda não há avaliações
- User GuideDocumento26 páginasUser GuideJosé Luis Cortés LijarcioAinda não há avaliações
- Saga Sc30 ManualDocumento19 páginasSaga Sc30 ManualIn Nhanh Giá Rẻ In Tinh TếAinda não há avaliações
- Creality SonicPad ManualDocumento74 páginasCreality SonicPad ManualVanessa McclainAinda não há avaliações
- Orange30 User ManualDocumento39 páginasOrange30 User ManualcomputerartAinda não há avaliações
- Desktop 3D Printer User ManualDocumento46 páginasDesktop 3D Printer User Manualalfonso mateosAinda não há avaliações
- 3D Printer Assembly and Operation GuideDocumento63 páginas3D Printer Assembly and Operation GuidegustavoaxsAinda não há avaliações
- VEIKK A15Pro Instruction ManualDocumento22 páginasVEIKK A15Pro Instruction ManualWanda Wanda100% (1)
- CTC 3D Printer Manual PDFDocumento38 páginasCTC 3D Printer Manual PDFEdinIbrahimovicAinda não há avaliações
- SUNLU T3 ManulDocumento23 páginasSUNLU T3 ManulYellow FrelonAinda não há avaliações
- VEIKK A30 Instruction ManualDocumento22 páginasVEIKK A30 Instruction ManualLQ530Ainda não há avaliações
- 3050A ManualDocumento31 páginas3050A Manualilegalll100% (1)
- Weedo F192 Manual enDocumento57 páginasWeedo F192 Manual enJosé María FolgueirasAinda não há avaliações
- VEIKK Creator VK430 Instruction Manual 0714Documento20 páginasVEIKK Creator VK430 Instruction Manual 0714martsam2018Ainda não há avaliações
- LONGER Orange30 LCD SLA 3D Printer User Manual Version1.0Documento39 páginasLONGER Orange30 LCD SLA 3D Printer User Manual Version1.0David Morales MarsalAinda não há avaliações
- Geeetech Prusa I3 pro W User ManualDocumento33 páginasGeeetech Prusa I3 pro W User ManualAlexanderAinda não há avaliações
- User Manual Brother Hl-2170wDocumento138 páginasUser Manual Brother Hl-2170wreading4chAinda não há avaliações
- User'S Guide: HL-2140 HL-2150N HL-2170WDocumento138 páginasUser'S Guide: HL-2140 HL-2150N HL-2170WThanh Phuong LyAinda não há avaliações
- Orange10 3D Printer User ManualDocumento34 páginasOrange10 3D Printer User ManualBoAinda não há avaliações
- UV Printer (A3L) - 1390 ManualDocumento10 páginasUV Printer (A3L) - 1390 ManualSonia NaickerAinda não há avaliações
- Weedo f152 Manual enDocumento57 páginasWeedo f152 Manual enJoséNoboaAinda não há avaliações
- User Manual: A15 Graphic Pen TabletDocumento22 páginasUser Manual: A15 Graphic Pen TabletBhrom ArazAinda não há avaliações
- 1.GKtwo 8K-Manual-EN-2302Documento29 páginas1.GKtwo 8K-Manual-EN-2302nacho.jimenezAinda não há avaliações
- User Manual: A30 Graphic Pen TabletDocumento24 páginasUser Manual: A30 Graphic Pen TabletJanko MesićAinda não há avaliações
- User Manual - TINA2Documento41 páginasUser Manual - TINA2smirnovklim7Ainda não há avaliações
- UP BOX Manual 4.7.1 ENGDocumento37 páginasUP BOX Manual 4.7.1 ENGtimostaunAinda não há avaliações
- 3D Printer Setup GuideDocumento16 páginas3D Printer Setup GuideEnache DanielAinda não há avaliações
- DR 400 User ManualDocumento13 páginasDR 400 User ManualgitamamAinda não há avaliações
- Installing The Dye Sublimation Printing SystemDocumento23 páginasInstalling The Dye Sublimation Printing Systemolivier CHOUILLOUAinda não há avaliações
- Anet A8 ManualDocumento73 páginasAnet A8 ManualHenry Pablo50% (2)
- 3d Printer User Manual ManualDocumento12 páginas3d Printer User Manual ManualcrispissssAinda não há avaliações
- Printrbot - Starting Guide PDFDocumento27 páginasPrintrbot - Starting Guide PDFNeil AmstrongAinda não há avaliações
- Quickstart Manual - Simplify3D v9Documento16 páginasQuickstart Manual - Simplify3D v9KazuoAinda não há avaliações
- Geeetech A10M 3D Printer User Manual: Shenzhen Getech Technology Co.,LtdDocumento54 páginasGeeetech A10M 3D Printer User Manual: Shenzhen Getech Technology Co.,LtdVladimir ShushkanovAinda não há avaliações
- VEIKK A15PRO Instruction Manual 0714Documento20 páginasVEIKK A15PRO Instruction Manual 0714Corny777 UwUAinda não há avaliações
- CR 10Documento16 páginasCR 10PETER LOCKAinda não há avaliações
- User'S Guide: HP Deskjet 420 Series PrinterDocumento24 páginasUser'S Guide: HP Deskjet 420 Series PrinterOliver WirawanAinda não há avaliações
- Accessories: The Following Items Are Included With This Machine. Check That All Items Are PresentDocumento4 páginasAccessories: The Following Items Are Included With This Machine. Check That All Items Are PresentCarol CorrêaAinda não há avaliações
- VP700 Technical Training Rev 8aDocumento141 páginasVP700 Technical Training Rev 8aOliver100% (2)
- CV Mfcl2750dw Uke RG CDocumento22 páginasCV Mfcl2750dw Uke RG CAndrzej SmithAinda não há avaliações
- E3d Nano 3d PrinterDocumento11 páginasE3d Nano 3d Printerbunser animationAinda não há avaliações
- Reference Guide: DCP-L2510D DCP-L2530DW DCP-L2537DW DCP-L2550DN MFC-L2710DN MFC-L2710DW MFC-L2730DW MFC-L2750DWDocumento22 páginasReference Guide: DCP-L2510D DCP-L2530DW DCP-L2537DW DCP-L2550DN MFC-L2710DN MFC-L2710DW MFC-L2730DW MFC-L2750DWnebojsa zoricAinda não há avaliações
- Es 2303 Installation Guide enDocumento2 páginasEs 2303 Installation Guide enNadeesha NishaniAinda não há avaliações
- User Manual - New 1060plus (8192)Documento17 páginasUser Manual - New 1060plus (8192)Dejan AleksicAinda não há avaliações
- STBM Informasi Pilihan Jamban Sehat 2011Documento31 páginasSTBM Informasi Pilihan Jamban Sehat 2011Roedi RestuAinda não há avaliações
- VEIKK S640 Instruction Manual 0714Documento18 páginasVEIKK S640 Instruction Manual 0714Nailandia CaneteAinda não há avaliações
- Brother HL2070 User GuideDocumento109 páginasBrother HL2070 User Guidepropaganda65Ainda não há avaliações
- Monoprice: MP Mini Delta 3D PrinterDocumento20 páginasMonoprice: MP Mini Delta 3D PrinterMax ZemaAinda não há avaliações
- Creatorpro ManualDocumento39 páginasCreatorpro ManualHua Hidari YangAinda não há avaliações
- Jgaurora A5 User Guide 201801Documento21 páginasJgaurora A5 User Guide 201801Katsumoto SanAinda não há avaliações
- 58MM Thermal Reciept Printer Operating Manual-20160223Documento38 páginas58MM Thermal Reciept Printer Operating Manual-20160223Nicole ZijiangAinda não há avaliações
- Online Printer User ManualsDocumento32 páginasOnline Printer User ManualsRubens PaivaAinda não há avaliações
- VEIKK S640 Instruction Manual PDFDocumento20 páginasVEIKK S640 Instruction Manual PDFChen Qing100% (1)
- Allevi 2 User Guide - Print Single Material StructuresDocumento36 páginasAllevi 2 User Guide - Print Single Material StructuresAmir Abbas KazemzadehAinda não há avaliações
- Creality Ender 3 and Creality Slicer Tutorial for 3D printers and tips and tricks.No EverandCreality Ender 3 and Creality Slicer Tutorial for 3D printers and tips and tricks.Nota: 3 de 5 estrelas3/5 (1)
- Modeling and Animation Using Blender: Blender 2.80: The Rise of EeveeNo EverandModeling and Animation Using Blender: Blender 2.80: The Rise of EeveeAinda não há avaliações
- Guitardrop Chords: By/ Med MhamdiDocumento11 páginasGuitardrop Chords: By/ Med Mhamdimed5mhamdiAinda não há avaliações
- Jazz FakeDocumento1 páginaJazz Fakeangelo battagliaAinda não há avaliações
- What Are Drop VoicingsDocumento1 páginaWhat Are Drop VoicingsSergeONoSergeAinda não há avaliações
- Wolf Marchall Best of Jazz Guitar PDFDocumento161 páginasWolf Marchall Best of Jazz Guitar PDFErnest MargiAinda não há avaliações
- K Signatur Lines PDFDocumento2 páginasK Signatur Lines PDFangelo battagliaAinda não há avaliações
- Tel Aaaaaaaaaaaaaaa AaaaaaaaaaaaaaaaaaaaaaaaDocumento1 páginaTel Aaaaaaaaaaaaaaa Aaaaaaaaaaaaaaaaaaaaaaaaangelo battagliaAinda não há avaliações
- K Signatur LinesDocumento2 páginasK Signatur Linesangelo battagliaAinda não há avaliações
- StandardsDocumento1 páginaStandardsangelo battagliaAinda não há avaliações
- IdeaWerk Plus User Manual - ENDocumento18 páginasIdeaWerk Plus User Manual - ENangelo battagliaAinda não há avaliações
- 3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFDocumento6 páginas3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFRene ParedesAinda não há avaliações
- The Z-Transform: Introduction and DerivationDocumento16 páginasThe Z-Transform: Introduction and DerivationAnanth SettyAinda não há avaliações
- Fire Risk AssessmentDocumento13 páginasFire Risk Assessmentteuku zulfikarAinda não há avaliações
- 1855OME - Instruction Manual - Kinney Oil Mist EliminatorsDocumento15 páginas1855OME - Instruction Manual - Kinney Oil Mist EliminatorsahmedAinda não há avaliações
- Bbraun Infusomat Service MaualDocumento4 páginasBbraun Infusomat Service Maualalfie frankie diezAinda não há avaliações
- ITILDocumento16 páginasITILelenviegas82Ainda não há avaliações
- Wireless Mouse m325 Quick Start GuideDocumento2 páginasWireless Mouse m325 Quick Start GuideFabolos 9Ainda não há avaliações
- Guidelines For Planning Childcare Centers & Playground DesignDocumento15 páginasGuidelines For Planning Childcare Centers & Playground Design105auco100% (1)
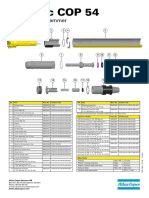
- 9853 1239 01 - COP 54 Service Poster - LOWDocumento1 página9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasAinda não há avaliações
- SDCK CD Ies 01 (Rev B)Documento125 páginasSDCK CD Ies 01 (Rev B)Narada HerathAinda não há avaliações
- Schneider LV Switchboard Inspection GuideDocumento59 páginasSchneider LV Switchboard Inspection GuideAlp Arslan Ok100% (1)
- Ornl 2465Documento101 páginasOrnl 2465jesusAinda não há avaliações
- Modeling of The Effective Thermal Conductivity and Diffusivity of A Packed Bed With Stagnant FluidDocumento9 páginasModeling of The Effective Thermal Conductivity and Diffusivity of A Packed Bed With Stagnant Fluidbasura12345Ainda não há avaliações
- ISO 9001 ChecklistDocumento3 páginasISO 9001 Checklistthanh571957Ainda não há avaliações
- Composite Repair PDFDocumento13 páginasComposite Repair PDFNarendra PalandeAinda não há avaliações
- Biogas Calculator TemplateDocumento27 páginasBiogas Calculator TemplateAlex Julian-CooperAinda não há avaliações
- CAD1 AssignmentDocumento11 páginasCAD1 AssignmentJohn2jAinda não há avaliações
- Stress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionDocumento16 páginasStress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionAndrucruz CruzAinda não há avaliações
- Instructions pour pied SeniorDocumento52 páginasInstructions pour pied SeniorPriyanka PatilAinda não há avaliações
- Engine & Transmission ToolsDocumento45 páginasEngine & Transmission Toolsabduallah muhammad100% (1)
- Guess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerDocumento31 páginasGuess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerAlam Shamsher0% (1)
- Computaris - Top Testing Suite (Quick Demonstration)Documento10 páginasComputaris - Top Testing Suite (Quick Demonstration)ioana_diaAinda não há avaliações
- YZ250 Off-Road Bike Parts CatalogDocumento55 páginasYZ250 Off-Road Bike Parts Catalogdwiyanti20Ainda não há avaliações
- List of Linkages2016Documento74 páginasList of Linkages2016engrwho0% (1)
- Experion Scada PinDocumento7 páginasExperion Scada PinKhalid AliAinda não há avaliações
- Stationary Concrete Pumps en G 16345-0 PDFDocumento20 páginasStationary Concrete Pumps en G 16345-0 PDFLUIS ISAAC LEON PAROAinda não há avaliações
- Strength and Insulating Properties of Building Blocks Made From Waste MaterialsDocumento7 páginasStrength and Insulating Properties of Building Blocks Made From Waste Materialsmjrobust05Ainda não há avaliações
- Control Fixed Bed ReactorsDocumento4 páginasControl Fixed Bed ReactorsAddison JuttieAinda não há avaliações
- Variable Geometry Turbine Technology For Marine Gas Turbines-Springer (2022)Documento227 páginasVariable Geometry Turbine Technology For Marine Gas Turbines-Springer (2022)miladAinda não há avaliações
- LUCY SwitchgearDocumento8 páginasLUCY SwitchgearHillary McgowanAinda não há avaliações