Você também pode gostar
- Rsi r2 Super Rsi FaqDocumento14 páginasRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Structural Design Basis ReportDocumento31 páginasStructural Design Basis ReportRajaram100% (1)
- Membrane Separation ProcessesDocumento52 páginasMembrane Separation Processeschie12345Ainda não há avaliações
- SDS ERSA Rev 0Documento156 páginasSDS ERSA Rev 0EdgarVelosoCastroAinda não há avaliações
- Expertip 7 Paper Machine Water CalculationsDocumento5 páginasExpertip 7 Paper Machine Water Calculationsnotengofff100% (1)
- National Interest Waiver Software EngineerDocumento15 páginasNational Interest Waiver Software EngineerFaha JavedAinda não há avaliações
- CFD DispersionDocumento9 páginasCFD DispersionferdinandboodhnaAinda não há avaliações
- BSS Troubleshooting Manual PDFDocumento220 páginasBSS Troubleshooting Manual PDFleonardomarinAinda não há avaliações
- Probation Period ReportDocumento17 páginasProbation Period ReportMiranti Puspitasari0% (1)
- Modern Construction HandbookDocumento498 páginasModern Construction HandbookRui Sousa100% (3)
- Fiber and BondDocumento77 páginasFiber and BondSari Ayu Nyimas GenyaiAinda não há avaliações
- Chapter 4 Membrane Separation ProcessDocumento53 páginasChapter 4 Membrane Separation ProcessCaratsSVTAinda não há avaliações
- WPP FabricsdryerDocumento17 páginasWPP FabricsdryernotengofffAinda não há avaliações
- Web FormingDocumento85 páginasWeb FormingKumar SwamiAinda não há avaliações
- Spinning Educatee Textile Testing and Quality Control-I Spinning EducateeDocumento10 páginasSpinning Educatee Textile Testing and Quality Control-I Spinning EducateeMoshiur Rahman KayesAinda não há avaliações
- FibreDocumento4 páginasFibreAkash YadavAinda não há avaliações
- Andersson, 2012Documento5 páginasAndersson, 2012Susana Contreras HuamánAinda não há avaliações
- Materials For Composites MaterialsDocumento44 páginasMaterials For Composites MaterialsEmery MougangAinda não há avaliações
- Absorption Properties Absorbent MaterialsDocumento4 páginasAbsorption Properties Absorbent MaterialsRezaul Karim TutulAinda não há avaliações
- Calculation of Absorption Properties of Absorbent MaterialsDocumento4 páginasCalculation of Absorption Properties of Absorbent MaterialsRezaul Karim TutulAinda não há avaliações
- Rhe Ology Review NPP RJ 2006Documento16 páginasRhe Ology Review NPP RJ 2006Carol FulaAinda não há avaliações
- Fiber Physics NoteDocumento32 páginasFiber Physics Notezinabu abrhaAinda não há avaliações
- Bio Clutch: Abstract: The Purpose of This Study IsDocumento4 páginasBio Clutch: Abstract: The Purpose of This Study IsKumar SatyamAinda não há avaliações
- Interfacial Characterisation of Flax Fibre - Thermoplastic Polymer Composites by The Pull Out TestDocumento8 páginasInterfacial Characterisation of Flax Fibre - Thermoplastic Polymer Composites by The Pull Out TestRaviwan IntaratAinda não há avaliações
- Absorption PROPERTIESDocumento5 páginasAbsorption PROPERTIESfelixkurumsalAinda não há avaliações
- Textile Fibres II (New 2020-2021)Documento38 páginasTextile Fibres II (New 2020-2021)Shivam KabirAinda não há avaliações
- Compressive Behaviour of Kevlar 49 Fibres and CompositesDocumento6 páginasCompressive Behaviour of Kevlar 49 Fibres and CompositessaravananAinda não há avaliações
- The Degree of Polymerization of Cellulosic Insulation: Review of Measuring Technologies and Its Significance On EquipmentDocumento5 páginasThe Degree of Polymerization of Cellulosic Insulation: Review of Measuring Technologies and Its Significance On EquipmentSAKIB REZAAinda não há avaliações
- Lavado SixtaDocumento97 páginasLavado SixtaDaniel JesusAinda não há avaliações
- Membrance SeparationDocumento10 páginasMembrance Separationسراء حيدر كاظمAinda não há avaliações
- Simulation of Multi-Layered Composites FormingDocumento5 páginasSimulation of Multi-Layered Composites FormingRafael ZanettiAinda não há avaliações
- Process ControlDocumento30 páginasProcess ControlhaishpithadiyaAinda não há avaliações
- Apr 51Documento9 páginasApr 51srini_kalmulaAinda não há avaliações
- Tensile Measure Single FiberDocumento30 páginasTensile Measure Single FiberFeliciano Sinon100% (1)
- Marques2013 PDFDocumento347 páginasMarques2013 PDFEudes SantosAinda não há avaliações
- Characteristics of Textile Fibres - by - AbuBakkar MarwatDocumento6 páginasCharacteristics of Textile Fibres - by - AbuBakkar MarwatAbu BakkarAinda não há avaliações
- Tensile Strength of Untwisted Blended Cotton/Flax Fibre StreamsDocumento4 páginasTensile Strength of Untwisted Blended Cotton/Flax Fibre StreamsJarin JuthiAinda não há avaliações
- AF 5 FibersDocumento3 páginasAF 5 Fibersedilberto.penabrsAinda não há avaliações
- Strength of PaperDocumento23 páginasStrength of PaperNur Ariesman Salleh100% (2)
- PostleDocumento6 páginasPostleapi-3733260Ainda não há avaliações
- Man Made Fibre Filament and YarnDocumento26 páginasMan Made Fibre Filament and YarnNarayanan Balasubramanian100% (1)
- Deformation Mechanisms in Cellulose Fibres, Paper and WoodDocumento7 páginasDeformation Mechanisms in Cellulose Fibres, Paper and Woodapi-3733260Ainda não há avaliações
- Theoretical Determination of The Optimal Fiber Volume Fraction and Fiber-Matrix Property Compatibility of Short Fiber CompositesDocumento9 páginasTheoretical Determination of The Optimal Fiber Volume Fraction and Fiber-Matrix Property Compatibility of Short Fiber Compositesapi-3733260Ainda não há avaliações
- Fibre Test MethodDocumento37 páginasFibre Test MethodPragya DixitAinda não há avaliações
- Fibre FinenessDocumento10 páginasFibre Finenessgokul saravananAinda não há avaliações
- TestingDocumento36 páginasTestingMd.Milon HossainAinda não há avaliações
- w4 Interface StuDocumento21 páginasw4 Interface StuTuğbaAinda não há avaliações
- Papermaking Raw Materials and Their Characteristics: Prof. Chhaya SharmaDocumento16 páginasPapermaking Raw Materials and Their Characteristics: Prof. Chhaya SharmaDivyansh SharmaAinda não há avaliações
- Deformable Particles and Hopper FlowDocumento4 páginasDeformable Particles and Hopper FlowfconnerAinda não há avaliações
- Membran Bab 1Documento23 páginasMembran Bab 1Kiki Rezki LestariAinda não há avaliações
- Propiedades Polimeros SinteticosDocumento12 páginasPropiedades Polimeros SinteticosSergio Leonel Ormazabal GarciaAinda não há avaliações
- How Big Is A Protein MoleculeDocumento6 páginasHow Big Is A Protein MoleculeAdamAinda não há avaliações
- Advanced Sepa.Documento16 páginasAdvanced Sepa.mikialeAinda não há avaliações
- Yarn Evenness Testing - BUFTDocumento12 páginasYarn Evenness Testing - BUFTMuhammad Shoriful Islam ShouravAinda não há avaliações
- DuffyDocumento13 páginasDuffyThejaswiniAinda não há avaliações
- Ashby 29Documento16 páginasAshby 29PedroAinda não há avaliações
- Lab Report FinishDocumento11 páginasLab Report FinishRusydan MohdAinda não há avaliações
- Full Text AlpacaDocumento4 páginasFull Text AlpacaWilliam TaipeAinda não há avaliações
- Viscoelastic Properties of BambooDocumento7 páginasViscoelastic Properties of BambooShah Mohammad IqbalAinda não há avaliações
- MembranesDocumento30 páginasMembranesmiraziey100% (1)
- The Tensile Deformation of Flax Fibres As Studied by X-Ray ScatteringDocumento7 páginasThe Tensile Deformation of Flax Fibres As Studied by X-Ray Scatteringapi-3733260Ainda não há avaliações
- Acsmacrolett 5b00535Documento5 páginasAcsmacrolett 5b00535Manish KaushalAinda não há avaliações
- Illustrating The Relationship Between Humidity and Wood PublishedDocumento7 páginasIllustrating The Relationship Between Humidity and Wood PublishedivanlorenzanaAinda não há avaliações
- Structure of FibrinDocumento27 páginasStructure of FibrinSintea Sorin-RobertinoAinda não há avaliações
- Glossary of Terms Air PermeabilityDocumento3 páginasGlossary of Terms Air PermeabilityMuhammad HussaanAinda não há avaliações
- Unit 3BDocumento14 páginasUnit 3BM VINOTHAinda não há avaliações
- Models Chem DialysisDocumento20 páginasModels Chem Dialysisalireza arabAinda não há avaliações
- 01.physical Structures of FibresDocumento11 páginas01.physical Structures of FibresHadiuzzaman LeonAinda não há avaliações
- Expertip Tension Part 2Documento4 páginasExpertip Tension Part 2notengofffAinda não há avaliações
- Expertip Tips For Conditioning Your Press Fabrics 8 Common MistakesDocumento6 páginasExpertip Tips For Conditioning Your Press Fabrics 8 Common MistakesnotengofffAinda não há avaliações
- Expertip Tips For Reducing Forming Fabric Drive LoadDocumento5 páginasExpertip Tips For Reducing Forming Fabric Drive LoadnotengofffAinda não há avaliações
- WPP FabricshistoryformingDocumento16 páginasWPP FabricshistoryformingAkhil SinghAinda não há avaliações
- Lecture 4 - Aalto University Process Engineering - 07102021Documento49 páginasLecture 4 - Aalto University Process Engineering - 07102021notengofffAinda não há avaliações
- Expertip 6 Bowing Narrowing and DistortionDocumento4 páginasExpertip 6 Bowing Narrowing and DistortionnotengofffAinda não há avaliações
- Expertip Tension Part 1Documento5 páginasExpertip Tension Part 1notengofffAinda não há avaliações
- Lecture 7Documento22 páginasLecture 7notengofffAinda não há avaliações
- Expertip 4 Tips On Forming Fabric GuidingDocumento4 páginasExpertip 4 Tips On Forming Fabric GuidingnotengofffAinda não há avaliações
- FLY ROLLS - Overhaul, Modernization, NewDocumento5 páginasFLY ROLLS - Overhaul, Modernization, NewnotengofffAinda não há avaliações
- Expertip Installing Seamed Press FabricDocumento4 páginasExpertip Installing Seamed Press FabricnotengofffAinda não há avaliações
- Lecture 4 - Aalto University - HSE-2021-Tomi SarkalaDocumento29 páginasLecture 4 - Aalto University - HSE-2021-Tomi SarkalanotengofffAinda não há avaliações
- Abb Process Hierrofundido Prestacionesestrandard3Documento1 páginaAbb Process Hierrofundido Prestacionesestrandard3notengofffAinda não há avaliações
- Learning Assignment 8Documento2 páginasLearning Assignment 8notengofffAinda não há avaliações
- Learning Assignment 3Documento2 páginasLearning Assignment 3notengofffAinda não há avaliações
- Learning Assignment 2Documento2 páginasLearning Assignment 2notengofff0% (1)
- Learning Assignment 1Documento3 páginasLearning Assignment 1notengofffAinda não há avaliações
- Learning Assignment 5Documento2 páginasLearning Assignment 5notengofffAinda não há avaliações
- Study of Black Liquor Evaporator Fouling at Södra Cell Värö: Emil Lagerberg NilssonDocumento73 páginasStudy of Black Liquor Evaporator Fouling at Södra Cell Värö: Emil Lagerberg NilssonAmatari EbiAinda não há avaliações
- Compact Press OverhaulDocumento1 páginaCompact Press OverhaulnotengofffAinda não há avaliações
- Thermal Spray Center FinlandDocumento36 páginasThermal Spray Center FinlandnotengofffAinda não há avaliações
- Learning Assignment 6Documento2 páginasLearning Assignment 6notengofffAinda não há avaliações
- Fuel Cells - Olli HimanenDocumento37 páginasFuel Cells - Olli HimanennotengofffAinda não há avaliações
- Hydrogen Regulation - Aleksandra SaarikoskiDocumento20 páginasHydrogen Regulation - Aleksandra SaarikoskinotengofffAinda não há avaliações
- AAE-E3030 Lecture1Documento60 páginasAAE-E3030 Lecture1notengofffAinda não há avaliações
- DW Uhp UsDocumento9 páginasDW Uhp UsnotengofffAinda não há avaliações
- Vacuum Valve SVDocumento1 páginaVacuum Valve SVnotengofffAinda não há avaliações
- 21-MTT-4474 Catalog 2021 Cordless Catalog V13 WebDocumento51 páginas21-MTT-4474 Catalog 2021 Cordless Catalog V13 Webchris CruzAinda não há avaliações
- Calculating Free Energies Using Adaptive Biasing Force MethodDocumento14 páginasCalculating Free Energies Using Adaptive Biasing Force MethodAmin SagarAinda não há avaliações
- Expression of Interest (Eoi)Documento1 páginaExpression of Interest (Eoi)Mozaffar HussainAinda não há avaliações
- MLX90614Documento44 páginasMLX90614ehsan1985Ainda não há avaliações
- 2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Documento2 páginas2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Edison LimAinda não há avaliações
- TTDM - JithinDocumento24 páginasTTDM - JithinAditya jainAinda não há avaliações
- LC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Documento2 páginasLC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Mahadi Hassan ShemulAinda não há avaliações
- Test On Real NumberaDocumento1 páginaTest On Real Numberaer.manalirathiAinda não há avaliações
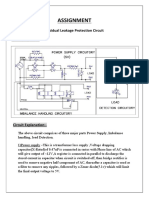
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocumento2 páginasAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaAinda não há avaliações
- Chapter 01 What Is Statistics?Documento18 páginasChapter 01 What Is Statistics?windyuriAinda não há avaliações
- CycleMax IntroDocumento13 páginasCycleMax IntroIslam AtefAinda não há avaliações
- Internal Resistance To Corrosion in SHS - To Go On WebsiteDocumento48 páginasInternal Resistance To Corrosion in SHS - To Go On WebsitetheodorebayuAinda não há avaliações
- Pyramid Type Plate Bending MachineDocumento10 páginasPyramid Type Plate Bending MachineAswin JosephAinda não há avaliações
- Manhole Head LossesDocumento11 páginasManhole Head Lossesjoseph_mscAinda não há avaliações
- Ilovepdf MergedDocumento503 páginasIlovepdf MergedHemantAinda não há avaliações
- Amity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorDocumento23 páginasAmity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorMayank TayalAinda não há avaliações
- Passage To Abstract Mathematics 1st Edition Watkins Solutions ManualDocumento25 páginasPassage To Abstract Mathematics 1st Edition Watkins Solutions ManualMichaelWilliamscnot100% (50)
- FT2020Documento7 páginasFT2020Sam SparksAinda não há avaliações
- Unit 1 PrinciplesDocumento17 páginasUnit 1 PrinciplesRohit YadavAinda não há avaliações
- Logistic RegressionDocumento7 páginasLogistic RegressionShashank JainAinda não há avaliações
- Supply List & Resource Sheet: Granulation Techniques DemystifiedDocumento6 páginasSupply List & Resource Sheet: Granulation Techniques DemystifiedknhartAinda não há avaliações
- Michael Clapis Cylinder BlocksDocumento5 páginasMichael Clapis Cylinder Blocksapi-734979884Ainda não há avaliações
- Press Statement - Book Launching Shariah Forensic 27 Oct 2023Documento4 páginasPress Statement - Book Launching Shariah Forensic 27 Oct 2023aAinda não há avaliações
- FINAL SMAC Compressor Control Philosophy Rev4Documento6 páginasFINAL SMAC Compressor Control Philosophy Rev4AhmedAinda não há avaliações