Você também pode gostar
- Te QueremosDocumento1 páginaTe QueremosRoy Flores CastilloAinda não há avaliações
- BatallaEnElCielo Mazinger FotocomicDocumento100 páginasBatallaEnElCielo Mazinger FotocomicJuan Carlos100% (1)
- Caso de Estudio de Historia de Respuesta en Desplazamiento, Velocidad y Aceleración de Una Estructura Dado Un Registro Sísmico.Documento18 páginasCaso de Estudio de Historia de Respuesta en Desplazamiento, Velocidad y Aceleración de Una Estructura Dado Un Registro Sísmico.Cristian Paúl Torres Díaz100% (1)
- Modulo 0 Tema 1 Introducción - Curso Sobre Introducción A Las Simulaciones en Ingeniería Con LS DYNADocumento4 páginasModulo 0 Tema 1 Introducción - Curso Sobre Introducción A Las Simulaciones en Ingeniería Con LS DYNACristian Paúl Torres DíazAinda não há avaliações
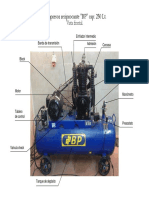
- Partes Del Compresor Reciprocante de Dos EtapasDocumento2 páginasPartes Del Compresor Reciprocante de Dos EtapasCristian Paúl Torres DíazAinda não há avaliações
- Caso de Estudio de Una Estructura de MGDL Con Base en Análisis Modal Espectral y El Análisis Modal Tiempo HistoriaDocumento17 páginasCaso de Estudio de Una Estructura de MGDL Con Base en Análisis Modal Espectral y El Análisis Modal Tiempo HistoriaCristian Paúl Torres DíazAinda não há avaliações
- Principios para Diseño de Una Leva Seguidor de Rodillo Del Árbol de Levas Del Motor de Combustión InternaDocumento17 páginasPrincipios para Diseño de Una Leva Seguidor de Rodillo Del Árbol de Levas Del Motor de Combustión InternaCristian Paúl Torres DíazAinda não há avaliações
- Informe de Actividades Realizadas en La Central MolinosDocumento30 páginasInforme de Actividades Realizadas en La Central MolinosCristian Paúl Torres DíazAinda não há avaliações
- Informe Pasantias CELEC PAUTE MOLINODocumento15 páginasInforme Pasantias CELEC PAUTE MOLINOCristian Paúl Torres DíazAinda não há avaliações
- Desmontaje y Reacondicionamiento Del Compresor Alternativo Modelo Ebg250Documento7 páginasDesmontaje y Reacondicionamiento Del Compresor Alternativo Modelo Ebg250Cristian Paúl Torres DíazAinda não há avaliações
- Requerimientos para Una Ortesis Anti EquinaDocumento20 páginasRequerimientos para Una Ortesis Anti EquinaCristian Paúl Torres DíazAinda não há avaliações
- Coeficientes de Fricción de Algunos MaterialesDocumento2 páginasCoeficientes de Fricción de Algunos MaterialesCristian Paúl Torres Díaz50% (2)
- Cuestionario Sobre Conceptos de Medio Ambiente, Ciclo Del Fosforo, Azufre, CarbonoDocumento7 páginasCuestionario Sobre Conceptos de Medio Ambiente, Ciclo Del Fosforo, Azufre, CarbonoCristian Paúl Torres DíazAinda não há avaliações
- Analisis en Ansys de Un Intercambaidor de CalorDocumento4 páginasAnalisis en Ansys de Un Intercambaidor de CalorCristian Paúl Torres DíazAinda não há avaliações
- Analisis de Evaporación en Softwae AnsysDocumento5 páginasAnalisis de Evaporación en Softwae AnsysCristian Paúl Torres DíazAinda não há avaliações
- Simulación de Transferencia de Calor de La Mezcla de Dos FluidosDocumento6 páginasSimulación de Transferencia de Calor de La Mezcla de Dos FluidosCristian Paúl Torres DíazAinda não há avaliações
- Datos Basicos de Neumatica y Oleo HidraulicaDocumento6 páginasDatos Basicos de Neumatica y Oleo HidraulicaCristian Paúl Torres DíazAinda não há avaliações
- Practica Sobre Instrumentacion Industrial - Laboratorio de AutomatizacionDocumento9 páginasPractica Sobre Instrumentacion Industrial - Laboratorio de AutomatizacionCristian Paúl Torres DíazAinda não há avaliações
- Instalaciones Industriales Proyecto Semaforo PLCDocumento4 páginasInstalaciones Industriales Proyecto Semaforo PLCCristian Paúl Torres DíazAinda não há avaliações
- Identificacion de Sistemas Cerrados y Abiertos TermodinamicaDocumento8 páginasIdentificacion de Sistemas Cerrados y Abiertos TermodinamicaCristian Paúl Torres DíazAinda não há avaliações
- Sensor de Luz Con Interruptor de FocoDocumento10 páginasSensor de Luz Con Interruptor de FocoCristian Paúl Torres DíazAinda não há avaliações
- Propiedades de Las Sustancias Puras - TermodinamicaDocumento10 páginasPropiedades de Las Sustancias Puras - TermodinamicaCristian Paúl Torres Díaz100% (1)
- Mdm002 Modelo Calculo Distancia Entre ConductoresDocumento4 páginasMdm002 Modelo Calculo Distancia Entre ConductoresOswaldo Ccoñas SandovalAinda não há avaliações
- Prospectivo y Vigilancia TecnológicaDocumento8 páginasProspectivo y Vigilancia TecnológicaTian Gutierrez lopezAinda não há avaliações
- Tesis FinalDocumento150 páginasTesis FinalElibeth MelendezAinda não há avaliações
- Como Chapear y Pintar Un AutoDocumento21 páginasComo Chapear y Pintar Un AutoErickcarlos Lucas NinaAinda não há avaliações
- Estados Financieros EL ROSADODocumento4 páginasEstados Financieros EL ROSADOasociacion lideresdelafrontera100% (1)
- Tendencias Gerenciales ContemporaneasDocumento5 páginasTendencias Gerenciales ContemporaneasMelany Dayana CaicedoAinda não há avaliações
- 19mantenimiento de La DesbrozadoraDocumento2 páginas19mantenimiento de La DesbrozadoraEva CalvoAinda não há avaliações
- Formulas CepDocumento7 páginasFormulas CepVictor TiconaAinda não há avaliações
- Anotaciones Entrega Jueves 29Documento1 páginaAnotaciones Entrega Jueves 29javi_ariAinda não há avaliações
- Extintor Casero Extintor CaseroDocumento1 páginaExtintor Casero Extintor CaseroAlex SanchezAinda não há avaliações
- Derecho BursatilDocumento4 páginasDerecho BursatilMaricela Flores100% (7)
- Solucion Taller Mariela OrtizDocumento13 páginasSolucion Taller Mariela Ortizmariela ortizAinda não há avaliações
- Parcial - Escenario 4 - PRIMER BLOQUE-TEORICO-PRACTICO - VIRTUAL - MATEMÁTICAS FINANCIERAS - (GRUPO B02)Documento9 páginasParcial - Escenario 4 - PRIMER BLOQUE-TEORICO-PRACTICO - VIRTUAL - MATEMÁTICAS FINANCIERAS - (GRUPO B02)angie perezAinda não há avaliações
- Economía InterindustrialDocumento5 páginasEconomía InterindustrialKeilita GarzonAinda não há avaliações
- Que Es La Colorimetría HPDocumento10 páginasQue Es La Colorimetría HPJosue HernándezAinda não há avaliações
- Cadena de Suministro de La Coca ColaDocumento20 páginasCadena de Suministro de La Coca ColaThalia Ortiz Cano100% (1)
- L131B D5 ListaMultDocumento2 páginasL131B D5 ListaMulttestjp65Ainda não há avaliações
- Tendencias para Superficies Ceramicas 2021Documento88 páginasTendencias para Superficies Ceramicas 2021Rodrigo BlancoAinda não há avaliações
- ARQ ANTONIO ELOSUA NuevoDocumento7 páginasARQ ANTONIO ELOSUA NuevoOdracir PS100% (1)
- Actividad de Aprendizaje #01: Datos InformativosDocumento1 páginaActividad de Aprendizaje #01: Datos InformativosCarlos Paredes VasquezAinda não há avaliações
- Inducciones y Entrenamiento HSEDocumento5 páginasInducciones y Entrenamiento HSEIván R. Cruz FloresAinda não há avaliações
- Justicia ClimaticaDocumento4 páginasJusticia Climaticayohana.moraAinda não há avaliações
- Estadistica Aplicada Los Negocios Mauricio LefcovichDocumento7 páginasEstadistica Aplicada Los Negocios Mauricio LefcovichMycas MycasAinda não há avaliações
- Vocabulario TecnicoDocumento3 páginasVocabulario TecnicoIancarlos RamirezAinda não há avaliações
- Codificacion y Difusion Informacion MultimediaDocumento53 páginasCodificacion y Difusion Informacion MultimediaFree MusicAinda não há avaliações
- Gestion y Competencias Municipales PDFDocumento12 páginasGestion y Competencias Municipales PDFAnonymous OvIxb9iANAinda não há avaliações
- Test de Razonamiento Abstracto N°1 - JoveneswebDocumento17 páginasTest de Razonamiento Abstracto N°1 - Jovenesweb0913012191Ainda não há avaliações
- 03 Informe Tecnico Produccion Nacional Ene 2023Documento51 páginas03 Informe Tecnico Produccion Nacional Ene 2023Diario PerúAinda não há avaliações