Você também pode gostar
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDocumento1 páginaTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdAinda não há avaliações
- Aws - D1.1M - 2020 - Llo 268Documento1 páginaAws - D1.1M - 2020 - Llo 268santiago cruzAinda não há avaliações
- E1219-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente ExtraíbleDocumento6 páginasE1219-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente Extraíblefredy lopezAinda não há avaliações
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- Operation Manual: Dakota UltrasonicsDocumento155 páginasOperation Manual: Dakota UltrasonicsOscar MarinAinda não há avaliações
- E1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocumento7 páginasE1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessManuel Andres Mantilla DuranAinda não há avaliações
- Certification Document - Da200 Contour ProbeDocumento1 páginaCertification Document - Da200 Contour ProbeTonyRiverosBecerraAinda não há avaliações
- Sa 388.sa 388MDocumento8 páginasSa 388.sa 388MWagner Renato AraújoAinda não há avaliações
- E1220-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente ExtraíbleDocumento6 páginasE1220-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente Extraíblefredy lopezAinda não há avaliações
- Aws B5.5 Specification For The Qualification of Welding Educators PDFDocumento27 páginasAws B5.5 Specification For The Qualification of Welding Educators PDFYago MendozaAinda não há avaliações
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989No EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookAinda não há avaliações
- JIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFDocumento31 páginasJIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFNguyễn Hữu BằngAinda não há avaliações
- The Everyday Pocket Handbook For Arc Welding Steel: A SeriesDocumento34 páginasThe Everyday Pocket Handbook For Arc Welding Steel: A SeriesSamir Morales CadilloAinda não há avaliações
- Sfa-5 31Documento10 páginasSfa-5 31Sarvesh MishraAinda não há avaliações
- AWS D15.2 - 2003 Rec. Practicas Soldadura RielesDocumento50 páginasAWS D15.2 - 2003 Rec. Practicas Soldadura RielesmguilarAinda não há avaliações
- E390-11 Standard Reference Radiographs For Steel Fusion WeldsDocumento4 páginasE390-11 Standard Reference Radiographs For Steel Fusion WeldsAhmed Shaban KotbAinda não há avaliações
- Aws B1.10-2009 Esp.Documento67 páginasAws B1.10-2009 Esp.Henry GonzalezAinda não há avaliações
- ASTM A435 Examen Ultrasonido PlanchasDocumento3 páginasASTM A435 Examen Ultrasonido PlanchasAnonymous wKvJXBJ2iAinda não há avaliações
- Sampling Procedure For Impact Testing of Structural SteelDocumento4 páginasSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- Api 1104Documento3 páginasApi 1104Tahar DabbarAinda não há avaliações
- Iso 11949 - 1995Documento7 páginasIso 11949 - 1995screwroiAinda não há avaliações
- ASTM E1916 - 97 Identificación Positiva Materiales PDFDocumento3 páginasASTM E1916 - 97 Identificación Positiva Materiales PDFCristian OtivoAinda não há avaliações
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDocumento2 páginasWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaAinda não há avaliações
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocumento3 páginasASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiAinda não há avaliações
- Sa 36Documento4 páginasSa 36edisson_barreraAinda não há avaliações
- As 1554.5-1995 Amdt 1-1998 Structural Steel Welding - WeldiDocumento7 páginasAs 1554.5-1995 Amdt 1-1998 Structural Steel Welding - WeldiThaiminh VoAinda não há avaliações
- Astm e 433 Liquidos PenetranteaDocumento5 páginasAstm e 433 Liquidos PenetranteaamadeusbrayanAinda não há avaliações
- Astm A380-17Documento13 páginasAstm A380-17EmekaAinda não há avaliações
- Asme VT-1Documento22 páginasAsme VT-1raul carvajal rozasAinda não há avaliações
- A5 30-A5 30M-2007PVDocumento6 páginasA5 30-A5 30M-2007PVJawad MunirAinda não há avaliações
- Listado de Normas SSPC PDFDocumento2 páginasListado de Normas SSPC PDFquiron2014Ainda não há avaliações
- AMS 2630 BPDFDocumento24 páginasAMS 2630 BPDFengineAinda não há avaliações
- Standard Test Method For Radioscopic Examination of WeldmentsDocumento5 páginasStandard Test Method For Radioscopic Examination of WeldmentsWagner Renato AraújoAinda não há avaliações
- Use of The Ultrasonic Time of Flight Diffraction (TOFD) TechniqueDocumento13 páginasUse of The Ultrasonic Time of Flight Diffraction (TOFD) TechniquevickyAinda não há avaliações
- Asme2b sb-171 DDFDocumento8 páginasAsme2b sb-171 DDFzingalehe25464Ainda não há avaliações
- DuraSquirt RCSC 2.12.5Documento6 páginasDuraSquirt RCSC 2.12.5rob westoverAinda não há avaliações
- Is 11732 1995 PDFDocumento12 páginasIs 11732 1995 PDFanand.bharadwajAinda não há avaliações
- Aws D14.4 2005Documento178 páginasAws D14.4 2005luisAinda não há avaliações
- E186-10 Standard Reference Radiographs For Heavy-Walled (2 To 41 2-In. (50.8 To 114-mm) ) Steel Castings PDFDocumento4 páginasE186-10 Standard Reference Radiographs For Heavy-Walled (2 To 41 2-In. (50.8 To 114-mm) ) Steel Castings PDFVarunSharma100% (1)
- E1815-01 Film System Classification PDFDocumento6 páginasE1815-01 Film System Classification PDFalisyalalaAinda não há avaliações
- Astm-E-2373e2373m-14 TofdDocumento13 páginasAstm-E-2373e2373m-14 TofdmajidAinda não há avaliações
- Sampling Procedure For Impact Testing of Structural SteelDocumento5 páginasSampling Procedure For Impact Testing of Structural Steelrodrigo nuñezAinda não há avaliações
- ASTM E 1220 99 Exam Penet Visible Lavable SolventDocumento6 páginasASTM E 1220 99 Exam Penet Visible Lavable SolventMarisol VivianoAinda não há avaliações
- MVXmanRev3 01Documento134 páginasMVXmanRev3 01lorena14Ainda não há avaliações
- Catálogo Transductores Panametrics-UTDocumento52 páginasCatálogo Transductores Panametrics-UTKirvi16Ainda não há avaliações
- BS DD ENV 583-6 Ed.2000Documento18 páginasBS DD ENV 583-6 Ed.2000chinezu06Ainda não há avaliações
- ASTM A283 Grade C: General Product DescriptionDocumento1 páginaASTM A283 Grade C: General Product DescriptionPratyas SarahAinda não há avaliações
- E 215 - 98 R04 - Rtixnq - PDFDocumento7 páginasE 215 - 98 R04 - Rtixnq - PDFLeón SuárezAinda não há avaliações
- Astm e 1220Documento6 páginasAstm e 1220KEN KAinda não há avaliações
- Astm E1025-2011Documento7 páginasAstm E1025-2011charles46100% (1)
- Pci-Pr-64-08 Procedure Magnetic Particle ExaminationDocumento8 páginasPci-Pr-64-08 Procedure Magnetic Particle ExaminationAbdallahNjehAinda não há avaliações
- NDT & QCDocumento20 páginasNDT & QCEswara Rao Boddu100% (1)
- Back GougingDocumento2 páginasBack GougingBudimanAinda não há avaliações
- A275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingDocumento7 páginasA275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingNiking ThomsanAinda não há avaliações
- Straight Beam Ultrasonic Examination of Rolled Steel Structural ShapesDocumento3 páginasStraight Beam Ultrasonic Examination of Rolled Steel Structural ShapesMaxAinda não há avaliações
- WPS Ernicu 7 R1 3 6 PDFDocumento4 páginasWPS Ernicu 7 R1 3 6 PDFandresAinda não há avaliações
- Qualified Products List OF Products Qualified Under Sae Aerospace Material Specification SAE AMS 2644Documento33 páginasQualified Products List OF Products Qualified Under Sae Aerospace Material Specification SAE AMS 2644Sen SeyAinda não há avaliações
- WeldingInspectionD1 6Documento3 páginasWeldingInspectionD1 6Vijayakumar ChandranAinda não há avaliações
- AWSD1 - 1 (Secc 6) - 6.12.3Documento5 páginasAWSD1 - 1 (Secc 6) - 6.12.3Cristian Pailamilla OssesAinda não há avaliações
- Stress Relieving As Per IS 2825Documento4 páginasStress Relieving As Per IS 2825Sudhir DwivediAinda não há avaliações
- Iso 12944 - Coatings System Guide PDFDocumento24 páginasIso 12944 - Coatings System Guide PDFDagoberto AguilarAinda não há avaliações
- ISO15609-1 Welding Procedure Specification For Metallic MaterialsDocumento14 páginasISO15609-1 Welding Procedure Specification For Metallic MaterialsDagoberto AguilarAinda não há avaliações
- Estandar de Referencia Radigráfica para Las Apariencias de Imágenes RadiográficasDocumento3 páginasEstandar de Referencia Radigráfica para Las Apariencias de Imágenes RadiográficasDagoberto AguilarAinda não há avaliações
- Advanced Inspection Methods For Wind Turbine BladesDocumento25 páginasAdvanced Inspection Methods For Wind Turbine BladesDagoberto AguilarAinda não há avaliações
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocumento11 páginasIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnAinda não há avaliações
- Innovation Project Management (2019) PDFDocumento566 páginasInnovation Project Management (2019) PDFDagoberto Aguilar100% (3)
- Inspecting A Barges Tow Rigging PDFDocumento29 páginasInspecting A Barges Tow Rigging PDFDagoberto AguilarAinda não há avaliações
- ASTM E94 2000 Standard Guide For Radiographic Inspection PDFDocumento12 páginasASTM E94 2000 Standard Guide For Radiographic Inspection PDFDagoberto AguilarAinda não há avaliações
- Astm17 0303Documento5 páginasAstm17 0303Edgardo Emilio CantillanoAinda não há avaliações
- ASNT Level I II III Questions and Answers Book A-Radiographic Testing Method PDFDocumento69 páginasASNT Level I II III Questions and Answers Book A-Radiographic Testing Method PDFDagoberto Aguilar100% (7)
- ASTM B-209 Especificación para Hojas de AluminioDocumento6 páginasASTM B-209 Especificación para Hojas de AluminioDagoberto AguilarAinda não há avaliações
- MacLean Phased-Array-MIC PAUT Brief 6 PDFDocumento14 páginasMacLean Phased-Array-MIC PAUT Brief 6 PDFHector BeaujonAinda não há avaliações
- Astm A435 2012 PDFDocumento2 páginasAstm A435 2012 PDFJavier Ricardo Romero Bohorquez33% (3)
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocumento11 páginasIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnAinda não há avaliações
- GuideDocumento89 páginasGuideAsif HameedAinda não há avaliações
- A 325M - 03 PDFDocumento7 páginasA 325M - 03 PDFsergioAinda não há avaliações
- Ul 142 PDFDocumento92 páginasUl 142 PDFingalejos33% (3)
- 2012-02-01 FWGIDR 10 Checklist For The Qualification of Digital Detector Array SystemsDocumento20 páginas2012-02-01 FWGIDR 10 Checklist For The Qualification of Digital Detector Array SystemsDagoberto AguilarAinda não há avaliações
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDocumento8 páginasASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarAinda não há avaliações
- Inspecting A Barges Tow Rigging PDFDocumento29 páginasInspecting A Barges Tow Rigging PDFDagoberto AguilarAinda não há avaliações
- Guidelines For The Use of Digital Detector Arrays and Computed Radiology For Aerospace Casting Inspections PDFDocumento32 páginasGuidelines For The Use of Digital Detector Arrays and Computed Radiology For Aerospace Casting Inspections PDFDagoberto AguilarAinda não há avaliações
- ATTAR - ToFD Calculator AntiguoDocumento1 páginaATTAR - ToFD Calculator AntiguoDagoberto AguilarAinda não há avaliações
- Welding Procedure PreparationDocumento122 páginasWelding Procedure Preparationthe_badass1234100% (21)
- UR - W1 - W31 Requirements Concerning Materials and WeldingDocumento267 páginasUR - W1 - W31 Requirements Concerning Materials and WeldingDagoberto AguilarAinda não há avaliações
- Offshore Part 1 E-Mar13 PDFDocumento49 páginasOffshore Part 1 E-Mar13 PDFJACKAinda não há avaliações
- IACS Shipbuilding and Repair Quality Standards No 47 Rev 5 Oct 2010Documento59 páginasIACS Shipbuilding and Repair Quality Standards No 47 Rev 5 Oct 2010nyaungzin100% (2)
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Documento25 páginasUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarAinda não há avaliações
- UR - W1 - W31 Requirements Concerning Materials and WeldingDocumento267 páginasUR - W1 - W31 Requirements Concerning Materials and WeldingDagoberto AguilarAinda não há avaliações
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocumento11 páginasIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnAinda não há avaliações
- Egt Margen From The Best ArticalDocumento6 páginasEgt Margen From The Best ArticalakeelAinda não há avaliações
- Chemical Bonds WorksheetDocumento2 páginasChemical Bonds WorksheetJewel Mae MercadoAinda não há avaliações
- RUKUS April 2011Documento40 páginasRUKUS April 2011RUKUS Magazine100% (2)
- Case StudyDocumento61 páginasCase StudyA GAinda não há avaliações
- Sudip Praposal - 1Documento20 páginasSudip Praposal - 1Usha BbattaAinda não há avaliações
- Lc420euf Sda1 LGDocumento41 páginasLc420euf Sda1 LGjavierAinda não há avaliações
- BTK Implant Guide SurgeryDocumento48 páginasBTK Implant Guide SurgeryMaria VolvinaAinda não há avaliações
- Action Analysis For Animators by Chris WebsterDocumento409 páginasAction Analysis For Animators by Chris WebsterThomas Yandex100% (8)
- Recycling Mind MapDocumento2 páginasRecycling Mind Mapmsole124100% (1)
- Genie GS-1930 Parts ManualDocumento194 páginasGenie GS-1930 Parts ManualNestor Matos GarcíaAinda não há avaliações
- Listening - Homework 2: Brushes 285 RamdhanieDocumento4 páginasListening - Homework 2: Brushes 285 RamdhanieBao Tran NguyenAinda não há avaliações
- Zincanode 304 pc142Documento3 páginasZincanode 304 pc142kushar_geoAinda não há avaliações
- Ventricular Septal DefectDocumento9 páginasVentricular Septal DefectpepotchAinda não há avaliações
- Bhagwati School Strap Report AnalysisDocumento60 páginasBhagwati School Strap Report AnalysisReverse Minded100% (1)
- Predictive Maintenance Attempts To Detect The Onset of A Degradation Mechanism With The Goal of Correcting That Degradation Prior To Signiicant Deterioration in The Component or EquipmentDocumento6 páginasPredictive Maintenance Attempts To Detect The Onset of A Degradation Mechanism With The Goal of Correcting That Degradation Prior To Signiicant Deterioration in The Component or EquipmentTodd BenjaminAinda não há avaliações
- Math 202 Syllabus-Spring18 PDFDocumento2 páginasMath 202 Syllabus-Spring18 PDFvonacoc49Ainda não há avaliações
- S590 Machine SpecsDocumento6 páginasS590 Machine SpecsdilanAinda não há avaliações
- Ask A Monk EnlightenmentDocumento16 páginasAsk A Monk EnlightenmentPetruoka EdmundasAinda não há avaliações
- HMT RM65 Radial DrillDocumento2 páginasHMT RM65 Radial Drillsomnath213Ainda não há avaliações
- (G. Lakshmi Narasaiah) Finite Element Analysis PDFDocumento349 páginas(G. Lakshmi Narasaiah) Finite Element Analysis PDFmoljaime1326Ainda não há avaliações
- Inform LetterDocumento2 páginasInform LetterMc Suan75% (4)
- Efficient Rice Based Cropping SystemDocumento24 páginasEfficient Rice Based Cropping Systemsenthilnathan100% (1)
- Complete Processing Lines For Extruded Pet FoodDocumento13 páginasComplete Processing Lines For Extruded Pet FoodденисAinda não há avaliações
- Chapter 04 Product and ServDocumento43 páginasChapter 04 Product and ServAlireza AlborziAinda não há avaliações
- Top Coat-200 - Data PDFDocumento4 páginasTop Coat-200 - Data PDFLiliana GeorgianaAinda não há avaliações
- Index PDFDocumento159 páginasIndex PDFHüseyin IşlakAinda não há avaliações
- Cac de Luyen ThiDocumento18 páginasCac de Luyen ThiVinh Dao CongAinda não há avaliações
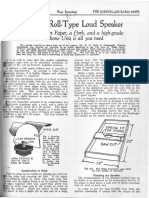
- Simple Roll-Type: A Loud SpeakerDocumento1 páginaSimple Roll-Type: A Loud SpeakerEudes SilvaAinda não há avaliações
- MioPocket ReadmeDocumento30 páginasMioPocket Readmelion78Ainda não há avaliações
- DEEP ECOLOGY - An Intro - McLaughlinDocumento5 páginasDEEP ECOLOGY - An Intro - McLaughlinCarlo MagcamitAinda não há avaliações