Você também pode gostar
- Heat Exchangers - Shell & TubeDocumento38 páginasHeat Exchangers - Shell & TubeTurbo Snail RAinda não há avaliações
- PTS 11.32.01 CP System For Onshore Buried and Shore Approach PipelineDocumento43 páginasPTS 11.32.01 CP System For Onshore Buried and Shore Approach PipelineMohd Aizzuddin Md JanisAinda não há avaliações
- Offshore Riser Splash Zone Protection CoatingDocumento46 páginasOffshore Riser Splash Zone Protection CoatingMohamad PizulAinda não há avaliações
- Stud M27 HT HDG 200528Documento1 páginaStud M27 HT HDG 200528Turbo Snail RAinda não há avaliações
- Aramco Welding Inspector InterviewDocumento18 páginasAramco Welding Inspector InterviewTurbo Snail R100% (5)
- Peta MindaDocumento27 páginasPeta MindaTurbo Snail RAinda não há avaliações
- 11.15.03 - Design and Construction of Reinforced Concrete Foundations and StructuresDocumento23 páginas11.15.03 - Design and Construction of Reinforced Concrete Foundations and Structuresawie1982100% (2)
- ITP Blasting Painting.Documento2 páginasITP Blasting Painting.mohd as shahiddin jafri100% (4)
- PTS 31.38.01.15a - Piping Classes - Exploration and Production PDFDocumento43 páginasPTS 31.38.01.15a - Piping Classes - Exploration and Production PDFNguyễn Văn Tây91% (11)
- Astm E353Documento33 páginasAstm E353Naufal Ghifari Rahmat88% (8)
- Pickling and Passivation Procedure A380Documento3 páginasPickling and Passivation Procedure A380Suyog Gawande100% (3)
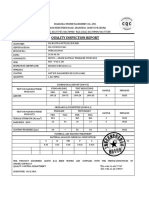
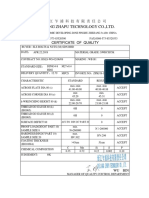
- Zhejiang Zhapu Technology Co quality certificate for SLS boltsDocumento1 páginaZhejiang Zhapu Technology Co quality certificate for SLS boltsTurbo Snail RAinda não há avaliações
- Level 2 Weld Inspection CourseDocumento18 páginasLevel 2 Weld Inspection CourseTurbo Snail RAinda não há avaliações
- Axiagearup CatalogueDocumento10 páginasAxiagearup CatalogueTurbo Snail RAinda não há avaliações
- HIT-HY 200 RV3 Injection Mortar: Technical DatasheetDocumento31 páginasHIT-HY 200 RV3 Injection Mortar: Technical DatasheetTurbo Snail RAinda não há avaliações
- Ultrasonic Testing Procedure for Structural WeldsDocumento3 páginasUltrasonic Testing Procedure for Structural WeldsTurbo Snail RAinda não há avaliações
- Aramco Welding Inspector InterviewDocumento18 páginasAramco Welding Inspector InterviewTurbo Snail R100% (5)
- CSWIP Welding Inspection Notes and QuestionsDocumento133 páginasCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento7 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- What Mean Make A Good Welding InspectorDocumento4 páginasWhat Mean Make A Good Welding InspectorTurbo Snail RAinda não há avaliações
- RT Dwsi RT03 0Documento2 páginasRT Dwsi RT03 0Turbo Snail RAinda não há avaliações
- WI NotesDocumento7 páginasWI NotesPand AemonaEonAinda não há avaliações
- MT Wet MT03 0Documento2 páginasMT Wet MT03 0Turbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento3 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- MT Dry MT04 0Documento2 páginasMT Dry MT04 0Turbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento4 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento4 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ultrasonic Testing Procedure for Structural WeldsDocumento3 páginasUltrasonic Testing Procedure for Structural WeldsTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento6 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento4 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)