Escolar Documentos
Profissional Documentos
Cultura Documentos
Ffa Descripcion Del Proyecto
Enviado por
Louis BujandaDescrição original:
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Ffa Descripcion Del Proyecto
Enviado por
Louis BujandaDireitos autorais:
Formatos disponíveis
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3. DESCRIPCIÓN DE LAS PARTES, ACCIONES Y OBRAS FÍSICAS DEL PROYECTO
3.1 Descripción General de la Situación Actual
3.1.1 Captación, Manejo y Limpieza de Gases ‐ Actual
La Fundición Potrerillos actualmente procesa 660.000 tms de concentrado de cobre, provenientes
de la División Salvador (30% ‐ 35% aproximadamente) y otros proveedores nacionales, siendo una
fundición de carácter maquiladora.
La Fundición Potrerillos posee la tecnología Convertidor Teniente para la fusión de concentrado y
la tecnología Convertidor Peirce Smith para la conversión del metal blanco.
El proceso de fusión de concentrados se lleva a cabo en el reactor Convertidor Teniente N°5 (en
adelante denominado CT5). En este proceso el gas generado producto de la fusión posee un alto
contenido de azufre, arsénico y material particulado. Dicho flujo de gas es captado mediante una
campana ubicada en la boca del reactor.
El metal blanco generado en el CT5, se convierte a cobre blíster en los Convertidores Peirce Smith
N°2, N°3 y N°4 (en adelante CPS2, CPS3 y CPS4, o bien CPS’s). De los tres reactores, dos operan en
serie y el tercero se encuentra en mantenimiento. El gas generado en este proceso, posee un alto
contenido de azufre, arsénico y material particulado. Dicho flujo, es captado mediante una
campana ubicada en la boca de cada reactor.
Para las dos líneas de proceso, fusión y conversión, los gases que son captados por las campanas
son dirigidos hacia precámaras y cámaras de enfriamiento radiativo. En esta etapa del proceso, se
recupera la fracción gruesa de polvo metalúrgico de la corriente de gas, la cual es recolectada y
reprocesada en la Fundición.
Posteriormente los gases enfriados en las cámaras y precámaras de enfriamiento radiativo, son
enviados a precipitadores electrostáticos secos, en líneas separadas para el CT5 y los CPS´s. Los
polvos metalúrgicos abatidos en los precipitadores, de fracción fina, son recolectados y envasados
en maxisacos, siendo dispuestos en forma transitoria en el sector de generación, hasta ser
comercializados a empresas que cuentan con aprobación para el uso de este residuo peligroso.
Este movimiento de polvo metalúrgico se encuentra contenido en el plan de manejo de residuos
peligrosos de División Salvador, y cuenta con visación por parte de la Autoridad Sanitaria. El
extracto del plan de manejo de RESPEL asociado a los polvos metalúrgicos, así como la visación del
mismo, se encuentran adjuntos en el Anexo 3.
Una vez que el flujo de gas pasa por los precipitadores electrostáticos, son mezclados en el
denominado “ducto pantalón” y son enviados a la Planta de Ácido Sulfúrico. La succión del gas,
desde la campana hasta el ducto de alimentación a la Planta de Ácido, ocurre por acción de unos
ventiladores de tiro inducido (VTI). En el layout, éstos se ubican entre los precipitadores
electrostáticos secos y la unión de ambas líneas de proceso, llamada “ducto pantalón”.
CODELCO Chile Página 20 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
A continuación se muestra un diagrama general del proceso actual desde la captación de gases
hasta el área de manejo y limpieza (MALIGAS).
Imagen 8. Diagrama de Operación Actual sistema de Captación de Gases y MALIGAS.
Los componentes del proceso de captación, manejo y limpieza de gases, se encuentran
actualmente con evidente deterioro (roturas en todo el tren de gases), lo que ha provocado una
disminución en la eficiencia del proceso, reduciendo los índices de captación y fijación de
contaminantes.
La principal causa del deterioro de los equipos y ductos radica en que existe una generación
excesiva de SO3 en la cámara de enfriamiento radiativo. Esto se debe a que el sistema de
enfriamiento radiante, otorga al gas un tiempo de permanencia muy extenso en el rango de
temperatura (500 – 600 °C), lo que implica una mayor generación de SO3, y por ende, mayor
potencial de corrosividad del gas, cuando éste forma ácido sulfúrico al reaccionar con la humedad
ambiental del aire que infiltra al sistema.
Producto de lo anterior, el aire infiltrado por las roturas desplaza al gas sulfuroso, lo que se
traduce en una menor fijación de S y As. El impacto en el proceso aguas abajo, es que a los
CODELCO Chile Página 21 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
precipitadores secos llega un flujo de gas mayor que el diseño. Consecuentemente, a la planta de
ácido, el gas llega con un contenido de polvo y SO3 mayor que el diseño.
3.1.2 Procesamiento de Gases: Planta de Ácido Sulfúrico ‐ Actual
Los gases previamente mezclados en el denominado “ducto pantalón” son enviados a la planta de
ácido sulfúrico, en la cual los procesos, siguiendo el sentido del flujo del gas, son los siguientes:
3.1.2.a. Limpieza Húmeda de Gases ‐ Actual
Está compuesto por dos líneas de proceso paralelas, con paso por torres humidificadoras (cuyo
objetivo es el enfriamiento de los gases y la retención de partículas sólidas contenidas en éstos),
lavadores de flujo radial, torres de enfriamiento de gases (cuyo objetivo es el acondicionamiento
de la temperatura de los gases para los procesos siguientes), y precipitadores húmedos también
llamados precipitadores de neblina (que tienen por objetivo captar la neblina del ácido y limpiar
los gases del polvo remanente). Para esta etapa se tiene un sistema de colector de drenajes ácidos
y de los efluentes de lavados, los que son conducidos hasta el área de la ex‐planta de tratamiento
de efluentes, donde son almacenados para su posterior envío a la planta de lixiviación de División
Salvador (RCA N° 1/2009).
3.1.2.b. Secado de Gases ‐ Actual
Realizado en una torre de secado de gases, el objetivo es secar los gases con ácido sulfúrico
concentrado recirculado, para reducir el contenido de agua del gas, y llegar con SO2 a la siguiente
etapa.
3.1.2.c. Conversión y Absorción ‐Actual
Se realiza en un convertidor de contacto simple, compuesto por 4 capas o lechos, con uso de
catalizador de pentóxido de vanadio y parte de catalizador en base a sales de cesio, su objetivo es
la conversión de SO2 a SO3 para el paso a la etapa de absorción.
La etapa de absorción es realizada en la torre de absorción, la que tiene por objetivo la absorción
de SO3 con agua para lograr la producción final de ácido sulfúrico – H2SO4 – concentrado, de 98,5%
de pureza. El ácido producto es almacenado en dos estanques de 5.000 T cada uno, desde donde
es distribuido mediante un servicio externo, con uso de camiones y ferrocarril hacia su lugar de
uso (RCA N° 084/2002 del Proyecto “Transporte Bimodal de Ácido Sulfúrico”, perteneciente a la
Empresa de Transporte Ferroviario S.A.).
Adicionalmente a los equipos señalados anteriormente, se encuentran también equipos de
acondicionamiento, tales como intercambiadores de calor gas/gas, Gas/aire, eliminadores de
niebla, sopladores, entre otros, así como equipamiento para el suministro de insumos (estanque
CODELCO Chile Página 22 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
de petróleo para el secador, sala eléctrica), y sistemas de control y seguridad (tales como válvulas
de cierre, sistemas de inyección de agua de emergencia para enfriamiento, bombas de respaldo,
sistemas de alarma de incendios, ducha y lavaojos de emergencia en distintas partes de la planta,
entre otros).
A continuación se muestra un diagrama general del proceso actual de Planta de Ácido desde la
entrada de gases provenientes del “ducto pantalón”, hasta la generación de ácido producto.
Imagen 9. Diagrama Simplificado de Operación Actual Planta de Ácido Sulfúrico.
3.1.3 Manejo de Efluentes Ácidos ‐ Actual
Actualmente el efluente ácido producido en la planta de ácido, también llamado ácido tipo C, es
colectado y conducido al sector de la ex – planta de tratamiento de efluentes. Aquí el efluente es
almacenado y despachado a la planta de lixiviación de División Salvador, en donde es utilizado
como agente lixiviante. Lo indicado se encuentra contenido en la RCA N° 1/2009 que aprobó el
proyecto “Modificación del Manejo del Efluente Generado por la Planta de Ácido Sulfúrico de
Fundición Potrerillos”, del cual se presenta a continuación un extracto con la descripción general
de partes, obras y acciones del Proyecto:
“Se presenta la Declaración de Impacto Ambiental, correspondiente a una modificación de
los proyectos "Planta de Ácido Sulfúrico Potrerillos", "Cambio Tecnológico Potrerillos" y
"Optimización Operacional Fundición Planta de Ácido Potrerillos", todos ellos aprobados
ambientalmente a través de las Resoluciones de Calificación Ambiental Nº 25/98, 47/00 y
17/04, respectivamente. Esta modificación se desarrolla con el propósito de aprovechar las
características químicas de la solución ácida (ácido tipo C) generada en la limpieza de
gases de la Planta de Ácido, para ser comercializada a externos de la región y/o
transportado vía camión hasta El Salvador para consumo interno, y por ende, excluir del
CODELCO Chile Página 23 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
proceso el tratamiento en la "planta de tratamiento de efluentes" (PTE), utilizándola como
lugar de almacenamiento.
De acuerdo con lo anterior, se utilizarán los estanques de las instalaciones existentes de la
Planta de Tratamiento de Efluente (V1101, V1102 A/B y V1103) para almacenar el ácido
tipo C, y además, incorporar en dichas instalaciones un sistema de cañerías, para hacer
llegar este ácido desde el estanque hasta la estación de carguío, actualmente utilizado de
igual modo para el carguío del ácido sulfúrico concentrado.
Según Benchmarking realizado por el Titular, el ácido clase C es entregado por otras
fundiciones del país para procesos de lixiviación, no causando impactos al procesos
productivo.”
3.1.4 Almacenamiento, Carguío y Transporte de Ácido Sulfúrico ‐ Actual
El ácido sulfúrico producto es almacenado en dos estanques de 5.000 T de capacidad c/u. Estos
están ubicados en las inmediaciones de la planta de ácido. Con la entrada en operación del
proyecto “Estanques de Ácido Sulfúrico Potrerillos”, aprobado recientemente mediante RCA N°
139/2012, se habilitarán tres estanques nuevos de almacenamiento de ácido en una zona aledaña
a la planta de ácido, dos de 5000 toneladas de capacidad y un tercero de 500 toneladas, quedando
los estanques actuales habilitados para su uso en caso de emergencia.
El transporte de ácido sulfúrico es realizado mediante un servicio externo, efectuado por una
empresa que cuenta con las autorizaciones correspondientes, y que fue evaluado
ambientalmente, obteniendo su RCA favorable (RCA N° 084/2002 del Proyecto “Transporte
Bimodal de Ácido Sulfúrico”, cuyo Representante Legal es la Empresa de Transporte Ferroviario
S.A.). Cabe indicar que la atención de contingencias que se pudiesen producir en la ruta producto
de derrames de ácido sulfúrico, se encuentran contenidas en las resoluciones con las cuales
cuenta el Transportista.
3.1.5 Indicadores del Proceso ‐ Actual
En las condiciones actuales, a continuación se indican los principales indicadores de la operación
de la Fundición:
CODELCO Chile Página 24 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Tabla 5. Principales indicadores de la Fundición Potrerillos en operación actual.
Variables generales de Proceso ‐ Actual Unidad Cantidad
Fusión de concentrados T/a 660.000
Flujo de gas procesado en PAS (base seca) Nm3/h 200.000
Concentración de SO2 en el gas de proceso a % SO2 9,0
PAS (base seca)
Producción de Ácido Sulfúrico* T/a 492.402
Variables de Consumo Unidad Cantidad
Consumo de petróleo Enap 6 T/a 5.113
Planta de Secado de Concentrados
Consumo de petróleo Enap 6 T/a 4.680
Central Térmica
Consumo de Agua Industrial m3/día 2.420
(MALIGAS y PAS)
Consumo de Potencia Eléctrica MW 7,0
(MALIGAS Y PAS)
Generación de polvo metalúrgico grueso T/a 3.395
(reproceso)
Generación de polvo metalúrgico fino T/a 3.034
(venta)
Variables de Emisión* Unidad Cantidad
Emisión de Azufre Fundición Potrerillos T/a 48.703
Total año 2011
Emisión de Arsénico Fundición Potrerillos T/a 619,24
Total año 2011
Emisión de Material Particulado Fundición T/a 1.070,77
Potrerillos Total año 2011
Fijación promedio de azufre % 77,6
Fijación promedio de arsénico % 76,9
* Valores del año 2011.
3.2 Descripción General del Proyecto
Para eliminar las causas básicas que generan el deterioro actual del sistema de captación y
procesamiento de gases perteneciente a la Fundición Potrerillos, División Salvador se encuentra
actualmente en fase final de desarrollo a nivel de factibilidad del proyecto “Mejoramiento Integral
de la Captación y Procesamiento de Gases Fundición Potrerillos” con dos prestigiosas empresas,
razón por la cual, cuenta con dos alternativas tecnológicas que aseguran el logro de los objetivos
del proyecto, presentando ambas diferencias relacionadas con las características y disposición de
los equipos únicamente. Al término de la etapa de factibilidad, División Salvador realizará una
evaluación técnico‐económica de las alternativas estudiadas para definir la opción a implementar.
Por esta razón, en el presente capítulo, el Titular presenta ambas alternativas desarrolladas, a fin
de que la Autoridad pueda evaluar los efectos ambientales de las dos.
CODELCO Chile Página 25 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Los objetivos específicos del proyecto “Mejoramiento Integral de la Captación y Procesamiento de
Gases Fundición Potrerillos” son:
Asegurar la continuidad operacional de la Fundición.
Permitir realizar un aumento en la capacidad de fusión de la Fundición Potrerillos,
pasando de 660.000 T/a a 680.000 T/a.
Aumentar la fijación de azufre del 80,5 % actual a un 95,0 %.
Aumentar la fijación de arsénico del 85% actual a un 95%.
Utilizar la energía residual de la Planta de Ácido en procesos de Fundición, a fin de generar
una disminución en el consumo de petróleo.
Tratar los efluentes ácidos que se generan en las etapas de limpieza del gas en Planta de
Ácido.
El alcance del proyecto, considera una solución técnica integral desde la boca de los hornos
convertidores hasta la planta de ácido. De esta manera, se asegura la continuidad operacional de
la Fundición Potrerillos, alcanzando un 95,0 % de fijación de azufre y de arsénico, a fin de cumplir
las directrices ambientales de CODELCO, y anticipar medidas que permitirán cumplir con la nueva
normativa relacionada con emisiones provenientes de fundiciones de cobre, actualmente en
elaboración.
3.2.1 Captación, Manejo y Limpieza de Gases ‐ Proyecto
Para mejorar la captación de gases generados en los reactores Convertidor Teniente (CT5) y
Convertidores Peirce Smith (CPS’s), ambas ingenierías proponen reemplazar las actuales
campanas, por unas que aseguren mayor captación y menor infiltración, para todos los reactores
(CT5, CPS2, CPS3, CPS4).
Para el área de Manejo y Limpieza de Gases, el Proyecto considera mejorar el proceso actual
(indicado en el punto 3.1.1 anterior), en base a:
Cámara de Enfriamiento. Ambas ingenierías proponen reemplazar el sistema de
enfriamiento radiativo, por un sistema de enfriamiento evaporativo. La única diferencia
entre ambas ingenierías es la utilización de equipos verticales u horizontales.
Precipitadores Electrostáticos (PPEE) Secos. Para el tren de gas de los CPS2, CPS3 y CPS4,
ambas ingenierías consideran emplear los actuales equipos (precipitadores y ventiladores)
con los que opera el CT5, dado que la capacidad de éstos basta para atender el
requerimiento proveniente de los CPS’s.
En cambio, para el tren de gas del CT5, es necesario aumentar la capacidad de tratamiento
en dicho proceso. Para esto, se proponen dos alternativas excluyentes entre sí, las que
son:
a) Reemplazar los actuales equipos por uno nuevo de mayor capacidad, ó
CODELCO Chile Página 26 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
b) Utilizar los actuales PPEE del tren de gases de CPS’s y agregar un Precipitador
nuevo que trabaje en serie con éstos, aumentando la eficiencia.
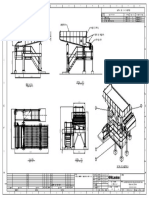
Imagen 10. Diagrama de Alternativa a).
Imagen 11. Diagrama de Alternativa b).
CODELCO Chile Página 27 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
La definición de la configuración final de los equipos corresponde a un criterio técnico‐
económico, y se resolverá al término de las ingenierías en desarrollo, dado que ambas
alternativas permiten asegurar la captación requerida de material particulado del gas
proveniente de la Fundición.
Ducto de Transporte de Gas. Ambas ingenierías, proponen reemplazar el layout del ducto
en las dos líneas de proceso (CT y CPS´s), lo que permitirá disminuir las pérdidas de carga.
Mezcla de Gases. Ambas ingenierías, proponen modificar la geometría del actual
elemento (ducto pantalón) en el cual se mezclan el gas de la línea CT con el gas de la línea
CPS´s, por uno más convergente. Las opciones son una “Y” y una “T”.
3.2.2 Procesamiento de Gases: Planta de Ácido Sulfúrico ‐ Proyecto
3.2.2.a Limpieza Húmeda de los Gases ‐ Proyecto
Ambas ingenierías consideran un overhaul para todos los equipos y componentes de esta área
(líneas de proceso paralelas con paso por torres humidificadoras, lavadores de flujo radial, torres
de enfriamiento de gases, y precipitadores húmedos).
No obstante una de las ingenierías, además propone incorporar un nuevo equipo consistente en
una nueva torre de lavado que se ubicaría al inicio del proceso de limpieza húmeda.
3.2.2.b. Secado de Gases ‐ Proyecto
Este proceso no sufre modificación con respecto a lo presentado en el punto 3.1.2 letra b),
manteniéndose la torre de secado de gases.
3.2.2.c. Contacto y Absorción de Gases ‐ Proyecto
En términos generales, ambas ingenierías consideran lo mismo a realizar, estos es: overhaul para
todos los equipos y componentes de esta área, el reemplazo del convertidor catalítico por uno de
doble paso, la incorporación de una torre de absorción intermedia y la incorporación de un
sistema de recuperación de calor.
Respecto de la producción de ácido sulfúrico generado, producto de la mayor eficiencia de
captación y procesamiento de gases así como del mayor nivel de fusión (que pasa de 660.000 T/a a
680.000 T/a), se espera un aumento de producción de 492.402 T/a, correspondiente a la
producción del año 2011, a una producción esperada de 622.000 T/a.
En comparación a la situación actual, donde el convertidor catalítico es de contacto simple, este
equipo de doble contacto permite una mayor conversión de SO2 a SO3, logrando aumentar la
fijación de azufre desde un 80% actual a un 95% con Proyecto.
CODELCO Chile Página 28 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Las imágenes 12 y 13 muestran un diagrama del proceso del área de contacto y absorción actual y
la fotografía del convertidor existente respectivamente, es decir, contacto simple, mientras que en
la imagen 14 se muestra el diagrama del proceso a implementar con el presente Proyecto, el cual
permite la mayor fijación del gas.
Imagen 12. Diagrama de procesos de planta de ácido de contacto simple (situación actual).
Imagen 13. Fotografía del Convertidor Catalítico simple existente.
CODELCO Chile Página 29 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 14. Diagrama de procesos de planta de ácido de contacto doble (situación con Proyecto).
Agua a proceso
(Enfriamiento y
flotación de escoria)
3.2.2.d. Sistema de Recuperación de Calor ‐ Proyecto
Adicionalmente a lo anteriormente indicado, el Proyecto considera para el área de Planta de
Ácido, específicamente en el área de contacto y absorción, incorporar un sistema de recuperación
de calor, con la finalidad de utilizar la energía calórica disponible de los procesos exotérmicos.
Ambas ingenierías contemplan recuperar calor mediante calderas para la generación de vapor, e
intercambiadores de calor para generar aire caliente. El vapor será utilizado en los procesos de
Refinería, y el aire caliente para el secado de concentrado, lo que permitirá reducir el consumo de
petróleo ENAP 6 asociado a estas áreas, lo que se encuentra indicado en el punto 3.16.3 de este
documento.
La distribución de equipos proyectada para la recuperación de calor en Planta de Ácido, se
muestra en la siguiente imagen:
CODELCO Chile Página 30 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 15. Distribución de equipos para la recuperación de calor en Planta de Ácido.
3.2.2.e. Planta de Osmosis ‐ Proyecto
Ambas ingenierías consideran la implementación de una planta de osmosis para el
acondicionamiento de aguas de purga generadas en otros procesos de la Fundición, con la
finalidad de permitir su uso en el enfriamiento evaporativo, enfriamiento de planta de ácido y
planta de tratamiento de efluentes (preparación de lechada de cal), por lo cual este Proyecto no
implica un aumento en los niveles de consumo de agua respecto de la condición actual.
El detalle del manejo de aguas para alimentación de la Fundición, incluido el Proyecto materia de
evaluación, se encuentra desarrollado en el punto 3.16.2 del presente documento.
3.2.3 Manejo de Efluentes Ácidos ‐ Proyecto
El Proyecto materia de evaluación, considera cesar la actividad contenida en el Proyecto
“Modificación del Manejo del Efluente Generado por la Planta de Ácido Sulfúrico de Fundición
Potrerillos” (RCA N° 01/2009), para reactivar la operación de la Planta de Tratamiento de
Efluentes, en la cual se realizará la neutralización y precipitación de los efluentes ácidos, para
generar un residuo sólido llamado “lodo” y agua clara de tratamiento que será recirculada en
procesos de fundición (enfriamiento de escoria).
CODELCO Chile Página 31 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.2.3.a Tratamiento de Efluentes ‐ Proyecto
En ambos desarrollos de ingeniería en curso, la solución propuesta es realizar overhaul para todos
los equipos y componentes de esta área.
En general el proceso considerado para el tratamiento de efluentes ácidos es el siguiente:
Imagen 16. Diagrama de procesos Planta de Tratamiento de Efluentes.
3.2.3.b. Transporte y Disposición de Lodos ‐ Proyecto
Dado que la operación de la Planta de Tratamiento de Efluentes implicará la generación de un
residuo sólido final, en adelante denominado “lodo”, en ambas ingenierías se considera la
habilitación de una zanja para su disposición final de acuerdo a los requerimientos del DS N° 148
Reglamento Sanitario Sobre Manejo de Residuos Peligrosos.
Ambos proyectos consideran realizar el transporte de lodos mediante el uso de camiones
especialmente acondicionados para ello, por el camino existente al interior del área industrial.
CODELCO Chile Página 32 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Para la disposición del Lodo, ambas ingenierías consideran la habilitación de zanjas para la
disposición final de acuerdo a los requerimientos del DS N° 148, dado que el lodo de la planta de
tratamiento de efluentes constituye un residuo peligroso.
En una primera etapa se considera la habilitación de la zanja de disposición que quedó construida
pero sin uso el año 2009 en un sector aledaño a la Ex‐Mina de Cal, producto del cambio en la
disposición de los efluentes materia del proyecto “Modificación del Manejo del Efluente Generado
por la Planta de Ácido Sulfúrico Potrerillos” (RCA N° 1/2009). Según la vida útil de esta zanja, se
continuará con la habilitación de nuevas zanjas de disposición final, de acuerdo a lo indicado en el
DS N° 148, Reglamento Sanitario Sobre Manejo de Residuos Peligrosos, para lo cual el Titular
solicita la aplicación del Artículo N° 66 segundo párrafo, que señala:
“La Autoridad Sanitaria podrá aprobar la utilización de materiales con espesor y
conductividad hidráulica distintos, los que en todo caso deberán garantizar un nivel de
impermeabilización o drenaje, según corresponda, igual o superior.”
La solicitud indicada tiene relación con la solicitud de que el sistema de impermeabilización
propuesto por el Titular para la zanja de depositación de los lodos de la planta de Tratamiento de
Efluentes consista en las siguientes capas en forma ascendente:
Los sellos de excavación se encontrarán compactados al 95% de Proctor Modificado,
habiendo eliminado la presencia de cualquier material anguloso.
Geotextil de 450 gr/m2, conductividad hidráulica de 5x10‐5 cm/seg.
Geomembrana de HDPE de 2 mm de espesor y conductividad hidráulica de 1x10‐11
cm/seg, anclada en todo el perímetro por medio de una zanja, que será cubierta con
material fino, de forma de no dañar la geomembrana.
Cobertura de material drenante de espesor de 30 cm, compuesto por arena y grava.
En esta capa se encontrarán instaladas tuberías de recolección de posibles líquidos
lixiviados, las cuales se encontrarán separadas 2 m entre sí.
Segunda capa de Geomembrana de HDPE de 2 mm de espesor y conductividad
hidráulica de 1x10‐11 cm/seg.
Segunda cobertura de material drenante de espesor de 30 cm, compuesto por arena y
grava, en la cual también se encontrarán instaladas tuberías de recolección de posibles
líquidos lixiviados, estando separadas 2 m entre sí.
CODELCO Chile Página 33 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 17. Diagrama del Sistema de Impermeabilización de zanja de depositación de lodos.
Cabe señalar que el estándar de impermeabilización de zanja propuesto para la depositación de
lodos, corresponde al estándar propuesto para las zanjas de depositación de residuos sólidos
peligrosos no comercializables, contenido en el Proyecto “Modificación del Centro de Manejo
Integral de Residuos Industriales Sólidos”, y que fue aprobado ambientalmente mediante la RCA
N° 78/2009. En el Anexo N° 4, se adjunta el análisis de permeabilidades realizado y que permite
dar cumplimiento a lo exigido en el DS N° 148, artículo N° 58. Por lo anteriormente expuesto se
solicita a la autoridad considerar este procedimiento para la impermeabilización de la zanja.
La zanja de depósito de lodos tendrá las siguientes características:
Largo superior : 180m
Ancho superior : 50m
Profundidad media : 6,1m
Pendiente de fondo : ‐ 7%
Taludes : 2H:3V
Volumen : 50.490 m3
CODELCO Chile Página 34 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 18. Vista de la zanja existente que será acondicionada para la depositación
de lodos provenientes de la Planta de Tratamiento de Efluentes.
El depósito contará con una cámara para la recolección de filtraciones, cuyas características se
indican en el plano PMICPGF‐05 adjunto en el Anexo 2. Debido a que el residuo a depositar no
posee la característica de generar gases o vapores, el depósito no considera la implementación de
sistemas para la evacuación de éstos. Para el caso de evitar el ingreso de escorrentías superficiales
(en caso de precipitaciones), la zanja contará con un pretil en todo su perímetro, con la finalidad
de desviarlas. Se contará con un sistema de captación y evaluación de aguas producto de
precipitaciones directas sobre el relleno.
Para la operación nocturna de la zanja de disposición, se habilitará un sistema de iluminación
fotovoltaico.
El sitio de emplazamiento de la zanja para la disposición de lodos cuenta con un cerco perimetral
de malla en todo su perímetro. Asimismo, se instalará un sistema de descontaminación de las
ruedas de los vehículos que transportarán el lodo.
Imagen 19. Portón de acceso a lugar de ubicación de zanja para disposición de lodos.
CODELCO Chile Página 35 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Cabe indicar que la zona de depositación considerada para este proyecto se encuentra inmersa en
el polígono de habilitación de zanjas propuesto y aprobado con el Proyecto “Planta de Ácido
Sulfúrico Fundición Potrerillos”, zona que se encuentra ubicada en el sector aledaño a la ex‐Mina
de Cal de Potrerillos. En el Anexo 5 se adjuntan los antecedentes para solicitar el permiso
ambiental sectorial N° 93 asociado al depósito de lodos provenientes de la planta de tratamiento
de efluentes, entregando en este documento mayores antecedentes del sitio de disposición.
Por otro lado, el Titular indica que la zanja con la cual se ingresa el presente proyecto tendrá una
vida útil estimada de 936 días aproximadamente, considerando una tasa de generación de lodos
de 97 T/día, de lodo con 30% a 40% de humedad (densidad de 1,8 T/m3). Las demás zanjas de
disposición requeridas para la continuidad operacional del Proyecto serán proyectadas en el
mismo sector indicado en el presente proyecto, con el mismo estándar propuesto que permite dar
cumplimiento al DS N° 148, y cada una de ellas será presentada a la Autoridad competente para su
aprobación sectorial correspondiente.
En el Anexo 2 del presente documento, se encuentran adjuntos los planos PMICPGF‐02, PMICPGF‐
03, PMICPGF‐04 y PMICPGF‐05, con el detalle de la zanja a acondicionar.
Mayores detalles de la zanja en cuestión, y de su operación, se encuentran en el punto 3.4.4.c del
presente documento.
3.2.4 Almacenamiento, Carguío y Transporte de Ácido Sulfúrico ‐ Proyecto
El sistema de almacenamiento de ácido sulfúrico no sufre modificaciones con este Proyecto
materia de evaluación.
El almacenamiento se realizará en los estanques a implementar con el Proyecto “Estanques de
Ácido Sulfúrico Potrerillos”, aprobado mediante RCA N° 139/2012, en la cual se consigna además,
que el sistema de carguío se mantiene respecto de lo actual, que se encuentra contenido en el
Proyecto “Planta de Ácido Sulfúrico Fundición Potrerillos”, aprobado mediante RCA N° 25/1998.
Respecto del Transporte, éste continuará siendo realizado mediante un servicio externo,
efectuado por una empresa que cuenta con las autorizaciones correspondientes, y que fue
evaluado ambientalmente, obteniendo su RCA favorable (RCA N° 084/2002 del Proyecto
“Transporte Bimodal de Ácido Sulfúrico”, cuyo Representante Legal es la Empresa de Transporte
Ferroviario S.A.). Cabe indicar que la atención de contingencias que se pudiesen producir en la ruta
producto de derrames de ácido sulfúrico, se encuentran contenidas en las resoluciones con las
cuales cuenta el Transportista.
Cabe indicar una vez más, que el presente Proyecto no tiene dentro de su alcance lo
correspondiente a almacenamiento, carguío y transporte de ácido sulfúrico, por cuanto no los
modifica.
CODELCO Chile Página 36 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.2.5 Indicadores del Proceso ‐ Proyecto
Con la implementación del Proyecto Mejoramiento Integral de la Captación y Procesamiento de
Gases Fundición Potrerillos, se proyectan los principales indicadores de la operación de la
Fundición:
Tabla 6. Principales indicadores de la Fundición Potrerillos en operación con Proyecto.
Variables generales de Proceso ‐ Proyecto Unidad Cantidad
Fusión de concentrados T/a 680.000
Flujo de gas procesado en PAS (base seca) Nm3/h 200.000
Concentración de SO2 en el gas de proceso a % SO2 11,7 %
PAS (base seca)
Producción de Ácido Sulfúrico T/a 622.000
Variables de Consumo Unidad Cantidad
Consumo de petróleo Enap 6 T/a 3.580
Planta de Secado de Concentrados
Consumo de petróleo Enap 6 T/a 321
Central Térmica
Consumo de Agua Industrial m3/día 2.420
(MALIGAS y PAS)
Consumo de Potencia Eléctrica MW 9,0
(MALIGAS Y PAS)
Generación de polvo metalúrgico grueso T/a 3.498
(reproceso)
Generación de polvo metalúrgico fino T/a 3.284
(venta)
Variables de Emisión* Unidad Cantidad
Emisión de Azufre Fundición Potrerillos* T/a 12.000
Emisión de Arsénico Fundición Potrerillos* T/a 126
Emisión de Material Particulado Fundición T/a No estimado
Fijación promedio de azufre % 95
Fijación promedio de arsénico % 95
* Valores indicados en el Anteproyecto de Norma de Emisión para Fundiciones de Cobre y Fuentes Emisoras
de Arsénico.
CODELCO Chile Página 37 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.2.6 Resumen de modificaciones respecto de la situación actual v/s Proyecto
A continuación se presenta un diagrama de bloques de la solución de ingeniería en estudio:
Imagen 20. Diagrama de Bloques de la solución propuesta. En línea punteada se indican las áreas para las
cuales existe más de una alternativa de solución propuesta.
CT CPS
CAPTACIÓN CAPTACIÓN
ENFRIAMIENTO EVAPORATIVO ENFRIAMIENTO EVAPORATIVO
PRECIPITADOR. PRECIPITADOR. PRECIPITADOR. PRECIPITADOR.
SECO SECO SECO SECO
NUEVO PRECIPITADOR SECO
PLANTA DE TRATAMIENTO DE LIMPIEZA HUMEDA
EFLUENTES
CONTACTO
NUEVO CONVERTIDOR CATALÍTICO
SISTEMA DE RECUPERACIÓN
DE CALOR
ABSORCIÓN
NUEVA TORRE DE ABS. INTERMEDIA
ACIDO PRODUCCIÓN Y DESPACHO GASES A CHIMENEA PAS
DE ACIDO
Para resumir lo indicado respecto a las modificaciones que contempla el Proyecto, se presentan
las siguientes tablas que comparan la condición actual y las dos alternativas de solución de
ingeniería en desarrollo:
CODELCO Chile Página 38 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Tabla 7. Resumen de consideraciones del proyecto (alternativas 1 y 2) para el área de Captación, Manejo y Limpieza de Gases
respecto de la condición actual.
Proyecto
Área Subárea Actual
Alternativa 1 Alternativa 2
Campanas de Reemplazo de las campanas actuales por otras
Reemplazo de las campanas actuales por otras
Campanas de captación de baja de mayor captación y menor infiltración para
de mayor captación y menor infiltración para
captación eficiencia para todos los reactores (CT5, CPS’s).
todos los reactores (CT5, CPS’s).
reactores CT5, y CPS’s.
Cámara de
Cámara de enfriamiento radiativo Reemplazo del sistema por cámaras de Reemplazo del sistema por cámaras de
Enfriamiento para todos los enfriamiento evaporativo vertical. enfriamiento evaporativo horizontal.
reactores.
Tren de Gas reactores
Captación, CPS’s: Tren de Gas reactores CPS’s: Tren de Gas reactores CPS’s:
Manejo y Dos PPEE dedicados Usar los dos PPEE que actualmente están Usar los dos PPEE que actualmente están
Limpieza CPS’s. dedicados al tren de gas del reactor CT5. dedicados al tren de gas del reactor CT5.
Precipitadores
de Gases
electrostáticos
Tren de Gas reactor Tren de Gas reactor CT5:
(PPEE) Tren de Gas reactor CT5:
CT5: Utilizar los PPEE que actualmente utilizan los
Desmantelar los PPEE actualmente utilizados
Dos PPEE reactores CPS’s, y agregar un tercer PPEE que
por los reactores CPS´s, e implementar un solo
dedicados. opere en serie con los existentes, aumentando
PPEE para el CT5 de mayor capacidad.
la eficiencia del sistema.
Nuevo trazado de layout que permitirá disminuir Nuevo trazado de layout que permitirá disminuir
Ducto de Gas Layout existente.
las pérdidas de carga. las pérdidas de carga.
Mezcla de
Ducto pantalón. Cambio de geometría por una “Y”. Cambio de geometría por una “T”.
Gases
CODELCO Chile Página 39 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Tabla 8. Resumen de consideraciones del proyecto (alternativas 1 y 2) para el área de Procesamiento de Gases: Planta de Ácido Sulfúrico
respecto de la condición actual.
Proyecto
Área Subárea Actual
Alternativa 1 Alternativa 2
Torres
humidificadoras,
Limpieza Overhaul para todos los equipos y
lavadores de flujo Overhaul para todos los equipos y
Húmeda de componentes actuales, e incorporación de una
radial, torres de componentes actuales.
Gases nueva torre de lavado.
enfriamiento y
precipitadores hp
Secado de Uso de torre de
Se mantiene situación actual. Se mantiene situación actual.
Gases Secado
Overhaul para todos los equipos y Overhaul para todos los equipos y
componentes actuales. componentes actuales.
Reemplazo del Convertidor actual por uno Reemplazo del Convertidor actual por uno
Procesamiento
Conversión y Convertidor catalítico de doble paso o contacto doble. de doble paso o contacto doble.
de Gases:
Absorción de un paso o simple. Incorporación de una torre de absorción Incorporación de una torre de absorción
Planta de
intermedia. intermedia.
Ácido
Incorporación de sistemas de recuperación Incorporación de sistemas de recuperación
Sulfúrico
de calor. de calor.
Implementación de 2 calderas para la Implementación de calderas, en cantidad a
generación de vapor a usar en procesos de definir, para la generación de vapor a usar
Sistema de
No se realiza Refinería. en procesos de Refinería.
Recuperación
recuperación de calor. Implementación de intercambiadores de Implementación de intercambiadores de
de Calor
calor para generar aire caliente a usar en calor para generar aire caliente a usar en
secado de concentrado. secado de concentrado.
Planta de osmosis para acondicionamiento de Planta de osmosis para acondicionamiento de
aguas de purga generadas en otros procesos de aguas de purga generadas en otros procesos de
Planta de la Fundición, con la finalidad de permitir su uso la Fundición, con la finalidad de permitir su uso
Sin planta de osmosis.
Osmosis en el enfriamiento evaporativo, enfriamiento en el enfriamiento evaporativo, enfriamiento
de planta de ácido y planta de tratamiento de de planta de ácido y planta de tratamiento de
efluentes. efluentes.
CODELCO Chile Página 40 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Tabla 9. Resumen de consideraciones del proyecto (alternativas 1 y 2) para el área de Manejo de Efluentes respecto de la condición actual.
Proyecto
Área Subárea Actual
Alternativa 1 Alternativa 2
No se realiza Tratar los efluentes ácidos mediante la Tratar los efluentes ácidos mediante la
tratamiento de reactivación de la planta de Tratamiento de reactivación de la planta de Tratamiento de
efluentes ácidos, dado Efluentes – PTE – generando un residuo sólido Efluentes – PTE – generando un residuo sólido
Tratamiento que son enviados a final, o lodo. final o lodo.
de Efluentes planta de Lixiviación El agua resultante será utilizada como agua de El agua resultante será utilizada como agua de
de El Salvador (RCA N° al interior de la Fundición, en el proceso de al interior de la Fundición, en el proceso de
Manejo de
01/2009, ver punto enfriamiento y flotación de escoria (ver punto enfriamiento y flotación de escoria (ver punto
Efluentes
3.1.3 anterior). 3.16.2 del presente documento). 3.16.2 del presente documento).
Ácidos
Considera el uso del camino existente al Considera el uso del camino existente al
Transporte y
interior del área industrial, transporte interior del área industrial, transporte
Disposición de No se realiza
mediante camiones acondicionados para ello, y mediante camiones acondicionados para ello, y
residuo sólido disposición final de
la disposición final del residuo (lodo) en zanjas la disposición final del residuo (lodo) en zanjas
de la PTE lodos.
habilitadas de acuerdo a requerimientos del DS habilitadas de acuerdo a requerimientos del DS
(lodo)
N° 148. N° 148.
CODELCO Chile Página 41 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.3 Descripción de la Etapa de Construcción del Proyecto
La Construcción del Proyecto “Mejoramiento Integral de la Captación y Procesamiento de Gases
Fundición Potrerillos”, se realizará en dos etapas: i) con la Fundición Operando, y ii) con la
Fundición Detenida. Para ambas alternativas en desarrollo, los trabajos de construcción son
similares.
Para el traslado de los equipos desde los proveedores hacia Potrerillos, el tránsito se realizará por
vías públicas, por lo cual se cumplirá con toda la normativa aplicable indicada en el capítulo 6 del
presente documento.
El manejo de los residuos generados en esta etapa se detalla en el capítulo 5 del presente
documento.
Las áreas a intervenir, tanto con la Fundición Operando como Detenida, son: Fundición (Captación
y Enfriamiento de Gases), MALIGAS (Manejo y Limpieza de Gases) y Planta de Ácido.
I. Trabajos con la Fundición Operando
Trabajos de Armado y Montaje de Equipos Nuevos:
Para esta etapa se ha considerado el avance en la construcción de:
‐ Equipos nuevos: Éstos serán armados en su posición final proyectada, para lo cual se
considera desarrollar actividades de despeje y cierre perimetral del área, movimientos de
tierra, preparación del sello de fundación, armado y hormigonado de fundaciones,
montajes de equipos, estructuras e instalaciones de sistemas auxiliares (cañerías,
componentes, líneas eléctricas y de control).
‐ Equipos de reemplazo de los existentes: Éstos serán armados en lugares adyacentes a los
equipos actuales a ser reemplazados, lo que permitirá la preparación de la fundación
existente a reutilizar, el armado y montaje del equipo; para una vez detenida la fundición,
proceder al retiro de los equipos actuales que se darán de baja, y realizar el
posicionamiento, conexión e instalación de sistemas auxiliares (cañerías, componentes,
líneas eléctricas y de control) de los nuevos equipos. Esto permite una optimización de los
tiempos de construcción, sin interrumpir la operación normal de la Fundición.
Trabajos en Área de Fundición (Captación y Enfriamiento de Gases CPS):
Para no interrumpir la operación normal de la Fundición se considera realizar en serie el cambio de
los sistemas de captación y enfriamiento de gases para los tres convertidores Peirce Smith N° 2, 3
y 4, considerando que durante la operación normal de la Fundición sólo dos de ellos están
operando, lo que permite que el cambio de los sistemas se pueda realizar en el convertidor que se
encuentra en reparación o stand by.
CODELCO Chile Página 42 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
El reemplazo en serie del sistema de Captación y Enfriamiento de Gases del convertidor CPS que
este en reparación o stand by, se iniciará con el desmantelamiento del sistema actual, es decir
campana, pre‐cámara, cámara de gases, tubos radiantes y piezas complementarias. Mientras que
en paralelo, tal como se propone para los trabajos de armado de equipos de reemplazo de los
existentes, el ensamblaje de las campanas y sistema de enfriamiento evaporativo se realizará en
una zona aledaña a la nave de Fundición (área debidamente habilitada para este objetivo), para
luego ser posicionadas en el CPS correspondiente que se encuentre en reparación o stand by, con
apoyo de grúas.
El manejo de los equipos retirados y de la estructura en mal estado o no requerida para las
necesidades de este proyecto, serán manejados como residuos, lo cual se indica en el capítulo 5
del presente documento.
Trabajos de implementación de redes de piping, trazados eléctricos y ductos:
Se ha considerado trabajar en condición de operación normal de Fundición, en la construcción e
implementación de aquellas redes de piping, trazados eléctricos y ductos, que sean factibles de
realizar en esta etapa (de acuerdo a especificaciones del proyecto), con el objetivo de eliminar las
interferencias que se podrían producir con la construcción de las obras del proyecto en evaluación.
Trabajos de reacondicionamiento de Equipos:
Se realizarán trabajos de reacondicionamiento en equipos en reparación o stand by, tales como
Precipitadores electrostáticos y ventiladores de tiro inducido, dado que al existir dos líneas, existe
la posibilidad de mantener uno operando y el otro en espera.
Trabajos de reacondicionamiento de Estructuras:
Se realizarán trabajos de reacondicionamiento a toda aquella estructura existente que pueda ser
reutilizada, de acuerdo a los requerimientos del nuevo proyecto.
Como medida general, para minimizar y controlar las interferencias de estas actividades con la
operación, se confinará el área de trabajo o se crearán plataformas de trabajo temporales
debidamente señalizadas, considerando las precauciones asociadas al tránsito de vehículos y
personas en vías de circulación aledañas, y se realizará toda actividad en total coordinación con el
personal de operaciones. Cabe indicar que todo el movimiento necesario para el transporte y la
construcción serán realizados de acuerdo a lo establecido en las normas internas para el control
de riesgos (procedimientos e instructivos) así como los Estándares de Control de Fatalidades de
CODELCO. Además para esta etapa, considerando las interferencias con las actividades normales
de operación, se establecerán medidas estrictas de seguridad, asociadas al cumplimiento de los
Estándares de Control de Fatalidades y Estándares de Salud en el Trabajo de CODELCO, así como la
legislación laboral y de seguridad vigentes.
CODELCO Chile Página 43 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Trabajos de reactivación de la Planta de Tratamiento de Efluentes (PTE):
La Planta de Tratamiento para efluentes ácidos será reactivada, para lo cual se realizará un
overhaul para todos los equipos y componentes de esta área, realizando los cambios que sea
necesario con la finalidad de lograr su operación en forma óptima.
Esta reactivación de la PTE implicará el cese de la actividad contenida en el Proyecto “Modificación
del Manejo del Efluente Generado por la Planta de Ácido Sulfúrico de Fundición Potrerillos”,
aprobado ambientalmente mediante RCA N° 01/2009, por lo cual se indicará el cierre respectivo,
en el escenario de aprobación del presente Proyecto ingresado a evaluación ambiental y una vez
iniciada su operación.
Imagen 21. Vista de instalaciones de la Planta de Tratamiento de Efluentes.
Imagen 22. Vista de instalaciones de la Planta de Tratamiento de Efluentes, edificio.
CODELCO Chile Página 44 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Trabajos en la zona de disposición de residuos peligrosos o lodos:
Según se indicó en el punto 3.2.3.b anterior, para la disposición del Lodo, se utilizará en una
primera etapa la zanja de disposición que quedó construida pero sin uso el año 2009 en el sector
de la Ex‐Mina de Cal, producto del cambio en la disposición de los efluentes materia del proyecto
“Modificación del Manejo del Efluente Generado por la Planta de Ácido Sulfúrico Potrerillos” (RCA
N° 1/2009). Al constituir un residuo peligroso, el manejo de este residuo será de acuerdo a lo
indicado en el DS N° 148, Reglamento Sanitario Sobre Manejo de Residuos Peligrosos.
II. Trabajos con la Fundición Detenida
Trabajos en Área de Fundición (Captación y Enfriamiento de Gases CT):
Durante el periodo de mantención mayor de la Fundición, tiempo en el cual sus operaciones se
encuentran detenidas, se considera realizar el reemplazo del sistema de Captación y Enfriamiento
de Gases del Convertidor Teniente CT5, el cual se iniciará con el desmantelamiento del sistema
actual, es decir campana, pre‐cámara, cámara de gases, tubos radiantes y piezas complementarias.
Mientras que en paralelo, tal como se propone para los trabajos de armado de equipos de
reemplazo de los existentes, el ensamblaje de las campanas y sistema evaporativo se realizará en
una zona aledaña a la nave de Fundición (área debidamente habilitada para este objetivo), para
luego ser posicionadas en el convertidor Teniente CT, con apoyo de grúas.
CODELCO Chile Página 45 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 23. Vista frontal de la cámara de captación de gases actual, Convertidor Teniente Fundición
Potrerillos.
Imagen 24. Sistema de enfriamiento radiativo del Convertidor Teniente (cámara y tubos radiantes).
CODELCO Chile Página 46 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Trabajos en Área MALIGAS (Manejo y Limpieza de Gases):
De acuerdo a lo indicado en el punto 3.2 del presente documento, para el tren de gas de los CPS’s,
se considera utilizar los actuales precipitadores electrostáticos del CT5, razón por la cual se
considera trabajos relacionados con el cambio la conexión de ductos de alimentación del tren de
gas.
También, como fue indicado, se cuenta con dos alternativas de solución de Ingeniería para el
manejo y limpieza de gases asociados al Convertidor Teniente, consistentes en:
a) Reemplazar los actuales equipos, precipitadores electrostáticos, por uno nuevo de
mayor capacidad:
Se considera el desmontaje de los precipitadores electrostáticos existentes y despeje
del área, para el posterior montaje del precipitador nuevo.
b) Utilizar los actuales PPEE del tren de gases de CPS’s y agregar un Precipitador nuevo que
trabaje en serie con éstos, aumentando la eficiencia:
Se considera el reacondicionamiento de los Precipitadores Electrostáticos existentes.
Por lo anterior, los trabajos a realizar en esta etapa consisten en la reparación y
reacondicionamiento de los PPEE existentes a utilizar para el tren de gas de los CPS’s.
Dependiendo de la alternativa definitiva a implementar, se tendrá:
Alt. a) Desarme de PPEE existentes y montaje del nuevo PPEE para el tren de gas de CT5,
de mayor capacidad. Los PPEE retirados serán manejados como residuos, lo cual se detalla
en el punto 5.3 del presente documento.
Alt. b) Reacondicionamiento de PPEE existentes y montaje de un tercer PPEE para el tren
de gas de CT5 que operará en serie, permitiendo mayor eficiencia.
Además, para ambas alternativas, se consideran trabajos en esta área relacionados con el
reemplazo y cambio de trazados de los ductos de gases proyectados, el desmantelamiento y retiro
de los ductos existentes en desuso, el cambio del ducto pantalón por la cámara de mezcla, corte y
ensamble de nuevas redes de piping y cableado eléctrico. Asimismo, se considera el acoplamiento
y conexión final al sistema de los nuevos equipos instalados durante la fase de operación de la
planta, de acuerdo a requerimientos del proyecto.
Trabajos de reacondicionamiento de la Planta de Ácido (PAS):
Se realizará una mantención y reparación de la planta de ácido, de manera tal de acondicionarla
para el funcionamiento del convertidor catalítico de doble contacto. Esto implicará el reemplazo
de ductos, reparación de mampostería refractaria, reubicación de equipos, reemplazo de equipos
y conexión final de nuevos equipos, instalados durante la fase de operación de la planta, de
acuerdo a requerimientos del proyecto.
CODELCO Chile Página 47 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Trabajos orientados a la Recuperación de Calor:
Considera la instalación de equipos y ductos, para la recuperación de calor generado por algunas
reacciones exotérmicas que se producen en las torres de absorción y de conversión catalítica de la
planta de ácido sulfúrico. Los equipos que se instalarán corresponden a calderas para generación
de vapor, e intercambiadores de calor para la generación de aire caliente.
3.4 Descripción de la Etapa de Operación del Proyecto
Debido a que el presente proyecto, en términos generales, consiste en un mejoramiento del actual
sistema de tratamiento de gases, las modificaciones a la operación actual no son mayores. No
obstante, sí tiene un alto impacto positivo en términos de eficiencia del proceso y
medioambiental.
En un inicio de la operación del proyecto se considera que la fundición de Potrerillos aumenta su
capacidad de fusión actual de concentrados de 660.000 T/a a 680.000 T/a, capacidad de fusión
base para el diseño del Proyecto contenido en la presente Declaración de Impacto Ambiental.
3.4.1 Captación, Manejo y Limpieza de Gases – Operación Proyecto
El gas generado en la fusión de concentrados en el Convertidor Teniente (CT5) y en la conversión
del metal blanco a cobre blíster en los Convertidores Peirce Smith (CPS’s), será captado en a través
de las nuevas campanas a implementar, las asegurarán mayor captación y menor infiltración.
Imagen 25. Fotografía referencial de campana a implementar en el Proyecto.
CODELCO Chile Página 48 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
La operación de las campanas será manual en forma remota, y el enfriamiento será automatizado.
Ambos controles serán efectuados desde la sala de control central de la Fundición Potrerillos.
Las campanas CT y CPS’s contarán con un sistema de enfriamiento mediante agua en circuito
cerrado. Hay una parte de esta agua que se evaporará producto del calentamiento al enfriar las
campanas, por lo cual requerirá una cantidad de agua de reposición, equivalente a 120 m3/día, la
cual corresponde a agua recirculada, proveniente de la planta de la planta de osmosis que el
Proyecto considera, y que se indica en el punto 3.2.2.e.
El gas captado será dirigido hacia el sistema de enfriamiento evaporativo en el cual se reducirá la
temperatura del gas, además de recuperar la fracción gruesa del polvo metalúrgico.
La tecnología de enfriamiento evaporativose realiza mediante el uso de agua en forma de spray, lo
cual implica una demanda de 768 m3/d de agua, la que provendrá de la planta de osmosis inversa,
que se implementará para desmineralizar el agua proveniente de agua resultantes de procesos de
enfriamiento (el detalle se encuentra en el punto 3.16.2 del presente documento), permitiendo su
recirculación para abastecer este proceso sin necesidad de aumentar el make up general de la
Fundición respecto de la condición actual.
Respecto del polvo metalúrgico de fracción gruesa que se capta en este proceso de enfriamiento,
en ambas líneas de proceso CT y CPS’s se prevé un aumento marginal (aproximadamente un 3% ó
103 T/año, en total) de la cantidad de material sólido recolectado en las cámaras de enfriamiento.
Por el contenido de cobre que posee este material, dicho polvo en la actualidad se recircula al CT5,
situación que se mantendrá en el presente Proyecto.
Posterior al enfriamiento evaporativo, los gases enfriados serán enviados a precipitadores
electrostáticos secos, en líneas separadas para el CT5 y los CPS´s. Según la alternativa definida, el
circuito a seguir por los gases será el indicado en el punto 3.2.1 del presente documento. En
ambas líneas de proceso, y para ambas alternativas de configuración de equipos indicadas,
respecto del polvo metalúrgico abatido se prevé un aumento marginal (aprox. 8% ó 250 ton / año,
en total) del polvo recolectado en los precipitadores electrostáticos. Lo anterior se debe al mayor
tratamiento de concentrado y a la mayor capacidad de los precipitadores electrostáticos en la
línea del CT, permitiendo enviar gas con menor contenido material sólido suspendido a la Planta
de Ácido. Los polvos metalúrgicos abatidos en los precipitadores, de fracción fina, serán
recolectados y envasados en maxisacos, siendo dispuestos en forma transitoria en el sector de
generación (galpón intermedio indicado en el punto 3.14.2 del presente documento), hasta ser
comercializados a empresas que cuentan con aprobación para el uso de este residuo peligroso
(detalle que se encuentra en el capítulo 5 del presente documento). Este movimiento de polvo
metalúrgico se encuentra contenido en el plan de manejo de residuos peligrosos de División
Salvador, y cuenta con visación por parte de la Autoridad Sanitaria. El extracto del plan de manejo
de RESPEL asociado a los polvos metalúrgicos, así como la visación del mismo, se encuentran
adjuntos en el Anexo 3.
Tanto el transporte como la disposición de los polvos metalúrgicos no forman parte de esta
Declaración de Impacto Ambiental, toda vez que las autorizaciones correspondientes son de
Titularidad de la empresa que presta el Servicio (autorizaciones adjuntas en el Anexo 7 del
presente documento.
CODELCO Chile Página 49 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Finalmente, los gases que salen de los PPEE serán direccionados a la sección de mezcla de gases,
con mínimas pérdidas de carga, y asimismo, se prevé menores infiltraciones de aire al sistema
dado que la hermeticidad se asegurará con el uso de válvulas corte de flujo actual mejoradas.
3.4.2 Procesamiento de Gases: Planta de Ácido Sulfúrico – Operación Proyecto
3.4.2.a. Limpieza Húmeda de los Gases
Como se ha indicado anteriormente, se tienen dos soluciones de ingeniería para esta área, por lo
cual el proceso tendrá algunas diferencias:
La alternativa a) considera el uso de los equipos existentes, por ello, el gas proveniente de
la mezcla, pasará por el tren de gas para llegar a una etapa de limpieza húmeda mediante
torres de lavado.
La alternativa b) considera la incorporación de un nuevo equipo de lavado que se ubicaría
al inicio de la etapa. Al respecto se puede mencionar que este equipo no aumenta el
consumo de agua, puesto que utiliza el inventario del área (recirculación en el área de
limpieza húmeda).
Cualquiera sea la alternativa, la función de esta área se mantiene respecto de lo actual, dado que
las torres humidificadoras enfriarán los gases y permitirán la retención de partículas sólidas
contenidas en éstos.
Asimismo, los lavadores de flujo radial y las torres de enfriamiento de gases continuarán
acondicionando la temperatura de los gases para los procesos siguientes de planta de ácido, y los
precipitadores húmedos captarán la neblina del ácido y limpiarán los gases del polvo remanente
Para esta etapa se mantiene el sistema colector de drenajes ácidos y de los efluentes de lavados,
los que serán conducidos hasta la Planta de Tratamiento de Efluentes, cuyo proceso se indica en el
punto 3.4.4.a siguiente.
La implementación del presente proyecto permitirá que el gas alimentado a la limpieza húmeda,
posea la calidad en cuanto a concentración de polvo y SO3, requerida para lograr la mayor
eficiencia y rendimiento de los equipos, de esta área y resto del proceso.
3.4.2.b. Secado de Gases – Operación Proyecto
El secado de gases se realizará en la torre de secado de gases actual, mediante el uso de ácido
sulfúrico concentrado recirculado, para reducir el contenido de agua del gas, y llegar con SO2 a la
siguiente etapa.
CODELCO Chile Página 50 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.4.2.c. Contacto y Absorción de Gases – Operación Proyecto
Los gases provenientes de la etapa de secado, serán “convertidos”, esto es la oxidación de SO2 a
SO3, en el Convertidor Catalítico de doble paso que considera el Proyecto, logrando aumentar la
fijación de azufre desde un 80% actual a un 95% con Proyecto. Este proceso ocurre en varias
etapas (lechos del convertidor), y en cada etapa existe generación de calor (reacción exotérmica).
La sustancia empleada actualmente como catalizador de la conversión corresponde a compuesto
de pentóxido de vanadio y sales de cesio (conjuntamente significan un 5% del total), la cual se
mantendrá en el nuevo convertidor a implementar (doble paso). La cantidad estimada de
catalizadores requeridos corresponde a 450 m3 aproximadamente. No obstante se indica que para
el caso de los catalizadores, aproximadamente un 50% del total requerido para este equipo,
provendrá del catalizador que actualmente se encuentra en uso en el convertidor de contacto
simple existente, el cual, una vez fuera de operación, será recuperado y seleccionado, a fin de
permitir su reutilización. El catalizador que no sea posible de recuperar, será manejado como
residuo, cuyo manejo se indica en el capítulo 5 del presente documento. Cabe indicar que los
catalizadores utilizados presentan un ritmo de degradación aproximado de 10% al año, por lo cual
el sistema requiere de una mínima reposición.
El gas SO3 generado en el Converidor Catalítico de doble paso, finalmente es absorbido en ácido
débil, formando el ácido sulfúrico producto concentrado en la torre de absorción intermedia y la
final.
En cuanto al consumo de agua industrial, se prevé un consumo adicional por efecto del mayor
enfriamiento que requiere la mayor conversión, aproximadamente 168 m3/d o 7 m3/h. Esta
proviene de recirculaciones que se describen en el punto 3.16.2, por lo cual no constituyen
ingresos de agua fresca.
El ácido producto será enviado al área de almacenamiento y despacho, que no es modificado por
el presente proyecto.
El gas SO2 que no se convierte en SO3, y el remanente de SO3 que no alcanza a ser absorbido como
H2SO4, será evacuado por la chimenea de planta de ácido, en concentraciones del orden de los 400
mg/Nm3, lo que va de la mano con lo indicado por el Anteproyecto de Norma de Emisión para
Fundiciones de Cobre y Fuentes Emisoras de Arsénico.
3.4.2.d. Recuperación de Calor
Generación de vapor para calentamiento de electrolito:
Las calderas instaladas en el área de contacto y absorción calentarán agua para generar vapor en
la planta de ácido. El vapor generado en éstas será enviado mediante piping a la Refinería
Electrolítica de Potrerillos, para su uso en los distintos procesos (calentamiento de electrolito).
Estas nuevas calderas reemplazarán la producción de vapor de las actuales calderas ubicadas en la
“Central Térmica” de Potrerillos, las cuales funcionan a petróleo Enap6. No obstante lo anterior,
dichas calderas de la Central Térmica deberán ser operadas cuando la planta de ácido se
CODELCO Chile Página 51 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
encuentre en mantenimiento, razón por la cual, este proyecto no considera el desmantelamiento
de éstas, sino más bien, quedarán stand by hasta el momento de ser requerida su operación.
Debido a que las nuevas calderas intercambian calor con el gas, no requieren de combustible para
su funcionamiento. Por lo tanto, el beneficio es el ahorro en el uso de combustible y la menor
emisión de los gases de dicha combustión, equivalente a 4.359 T/año de ENAP 6. En cuanto al
consumo el agua, por tratarse de la misma cantidad de producción de vapor, no se requiere un
consumo adicional de este elemento respecto del consumo habitual en la “Central Térmica”.
Generación de aire para secado de concentrado:
El intercambiador de calor instalado en el área de absorción final permitirá el calentamiento de
aire, el cual será enviado mediante piping a la Planta de Secado de Lecho Fluosólido, para su uso
en el secado de concentrados de cobre. El uso de este aire caliente en la planta de secado de
concentrados será para realizar un precalentamiento del aire de combustión utilizado en el
secador de concentrado. El beneficio de este proceso es el ahorro en combustible, esto es
aproximadamente un 30% del consumo actual y la correspondiente menor emisión de los gases de
dicha combustión, esto es el equivalente a 1.533 T/año de ENAP 6.
3.4.2.e. Planta de Osmosis – Operación Proyecto
La Planta de Osmosis recibirá parte de las aguas provenientes de las purgas de distintos procesos
de enfriamiento que se realizan en la Fundición, captación y procesamiento de gases, que podrán
provenir de las siguientes áreas:
Enfriamiento Planta de Oxígeno
Enfriamiento de campanas
Enfriamiento evaporativo
Enfriamiento Planta de Ácido
Enfriamiento de ánodos
Enfriamiento de casa de compresores,
Estas aguas pasarán por la planta de osmosis para ser utilizadas en los procesos de enfriamiento
evaporativo, producción de ácido, make up de enfriamiento de campanas y preparación de
lechada de cal a utilizar en la planta de tratamiento de efluentes.
El detalle del balance de aguas que considera la operación de esta planta de osmosis se indica en
el punto 3.16.2 del presente documento.
El rechazo de la planta de osmosis será recirculado para su uso en proceso de enfriamiento de
escorias en ollas y planta de flotación de escorias (Proyecto Flotación de Escorias Convertidor
Teniente Fundición Potrerillos, aprobado mediante RCA N° 227/2011), no siendo descargado al
ambiente.
CODELCO Chile Página 52 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.4.3 Manejo de Efluentes Ácidos – Operación Proyecto
3.4.3.a Tratamiento de Efluentes – Operación Proyecto
Los efluentes ácidos provenientes de la limpieza húmeda del gas realizado en la planta de ácido
sulfúrico, serán sometidos a un proceso estándar de tratamiento que considera la neutralización
del ácido sulfúrico con Cal, y la posterior estabilización /precipitación del As como Arseniato de
Fierro y de otros metales como hidróxidos.
La preparación de la cal se realizarán en el silo indicado en el punto 3.14.5 del presente
documento, para lo cual se requerirá 192 m3/día de consumo de agua, la que corresponde a agua
de recirculación de procesos de enfriamiento de la Fundición (mayor detalle en punto 3.16.2), por
lo cual no implica consumos nuevos de agua fresca. La cal viva requerida será provista por
proveedores debidamente autorizados, en cumplimiento con lo relacionado a la producción y
transporte de sustancias peligrosas. Las etapas de tratamiento son dos:
a) La primera etapa se basa en la neutralización del ácido de lavado mediante lechada de cal,
generándose yeso como producto de la neutralización, precipitándose la mayor cantidad
de arsénico como arseniuro de calcio.
b) La segunda etapa consiste en añadir sulfato de hierro, después de reducir el pH,
añadiendo al mismo tiempo aire y un agente oxidante. Con ello se oxidarán Fe+2 y As+3,
precipitándose como arseniato de hierro.
La solución neutralizada será enviada a tanques de floculación y espesamiento para separar las
fases sólido/líquido, para lo cual se adicionarán reactivos floculantes o coagulantes que favorezcan
la sedimentación del precipitado formado. La solución sobrenadante se descargará a un
clarificador, cuyo sobrenadante constituirá el efluente final.
Los lodos de los estanques de espesamiento y del clarificador se enviarán a una etapa de
acondicionamiento previo al proceso de filtración, la que se realizará en un estanque con agitador.
Finalmente los lodos serán filtrados para reducir la humedad en un rango de 30% a 40%.
El agua residual generada, aproximadamente 718 m3/d, será recirculada para su uso en el proceso
de enfriamiento de escorias en ollas y planta de flotación de escorias (Proyecto Flotación de
Escorias Convertidor Teniente Fundición Potrerillos, aprobado mediante RCA N° 227/2011), lo cual
se encuentra detallado en el capítulo 5 del presente documento.
CODELCO Chile Página 53 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 26. Diagrama de flujo de la planta de tratamiento de efluentes.
AGUA A
PROCESO
(enfriamiento y
Flotación de
Escoria)
CODELCO Chile Página 54 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
El residuo sólido final del tratamiento, o lodo, se generará a una tasa de 97 T/d, con un 30% a 40%
de humedad, que equivalen a 53,9 m3/d en volumen.
3.4.3.b. Transporte y Disposición de Lodos ‐ Operación Proyecto
El residuo sólido final del tratamiento en la PTE será transportado mediante camiones
especialmente habilitados para este objetivo. Cabe indicar que el transporte de los residuos será
exclusivamente por el camino que une a la planta de ácido con el sector de disposición, de
longitud aproximada de 5 km.
Imagen 27. Vista de una sección típica del camino que une la planta de tratamiento de efluentes con el sitio
de disposición de lodos.
Los camiones que se utilizarán para este efecto son del tipo tolva con revestimiento de HDPE que
evitan derrames de lodo, y a la vez contarán con encarpado para evitar cualquier emisión por
erosión eólica.
Debido a la tasa de generación de lodos (97 T/d), se prevé un total de 7 viajes al día en operación
de 24 horas, en camiones de 14 toneladas, lo cual podrá variar dependiendo de la capacidad del
camión utilizado, dado que el servicio será externalizado. De todas formas, todos los
requerimientos asociados al transporte de este residuo, serán exigidos contractualmente a la
empresa que preste el Servicio.
La ruta a utilizar para el tránsito de los camiones con lodo proveniente del tratamiento de los
efluentes, cuenta con protección y señalizaciones de tránsito.
CODELCO Chile Página 55 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
En el caso de que producto del transporte se genere el derrame de la carga, se procederá al
aislamiento temporal del sector, y a la recolección del material derramado, el cual será depositado
en la misma zanja de disposición.
Para la disposición del Lodo, tal como se indicó en el punto 3.2.3.b anterior, se utilizarán zanjas
habilitadas de acuerdo al DS N° 148, Reglamento Sanitario Sobre Manejo de Residuos Peligrosos.
En una primera etapa se habilitará la zanja de disposición existente pero sin uso desde el año 2009
en un sector aledaño a la Ex‐Mina de Cal, producto del cambio en la disposición de los efluentes
materia del proyecto “Modificación del Manejo del Efluente Generado por la Planta de Ácido
Sulfúrico Potrerillos” (RCA N° 1/2009). Esta zanja tendrá una vida útil estimada de 936 días
aproximadamente, considerando una tasa de generación de lodos de 97 t/día, de lodo con 30% a
40% de humedad (densidad de 1,8 T/m3).
En el Anexo 2 del presente documento, se encuentran adjuntos los planos PMICPGF‐02, PMICPGF‐
03, PMICPGF‐04 y PMICPGF‐05, con el detalle de la zanja a acondicionar.
Durante la operación, se tendrá un control sobre la cantidad de lodo depositada en zanja, lo cual
será llevado en registros operacionales del área, y que será informado en el plan de manejo de
residuos peligrosos.
Operacionalmente se llevará un control de la humedad presente en el lodo, en forma diaria, que
permita establecer que cumpla con lo requerido para ser trasladado a la zanja de disposición (30%
a 40%). Para los lodos que no cumplan con la especificación de humedad, serán recirculados al
proceso de filtrado.
El lodo será depositado mediante volteo de tolva, y posteriormente será esparcido mediante
maquinaria pesada, lo que facilitará también la compactación del residuo.
En consideración a las características del residuo, compuesto principalmente por sulfatos,
arseniatos e hidróxidos, el contenido de humedad será de un 30% a 40%, y la mayor parte del agua
presente (aproximadamente un 30%), se encontrará como agua combinada químicamente
(combinada a la forma de agua de cristalización de los sulfatos y arseniatos). Esto significa que sólo
entre 0% a 10% se encontrará como agua libre que se evaporará. Esta característica permite que el
residuo permanezca constantemente húmedo, presentando consistencia de tierra dura, e
impidiendo que el residuo se disperse por acción eólica. Lo anterior ya fue visto en forma práctica
durante la operación de las antiguas zanjas de disposición de lodos (dos, ya cerradas). Por lo
anterior, considerando además que el depósito es para un solo tipo de residuo, y de acuerdo a lo
indicado en el segundo párrafo del artículo 64 del DS N° 148, que hace referencia a la cobertura de
los residuos, que señala “(…) Además, en base a antecedentes técnicamente justificados, se podrá
solicitar a dicha Autoridad Sanitaria una frecuencia inferior de cobertura”, el Titular propone la no
implementación de una cobertura de tierra al término de cada jornada, sino más bien, la
implementación de una cobertura de tierra como requerimiento para el movimiento de
maquinaria pesada para el esparcimiento y compactación del residuo, la cual será implementada
según requerimiento operacional.
CODELCO Chile Página 56 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
La zanja de disposición se encuentra al interior del área industrial, por lo cual se mantendrá
restricción de acceso sólo a personal autorizado. Para la operación, se utilizará como sistema de
comunicaciones, el uso de radios portátiles.
La zona de emplazamiento de la zanja de disposición de lodos se encuentra ubicada sobre la mina
de piedra caliza (Mina de Cal), zona en la cual no hay presencia de aguas subterráneas, y por lo
tanto, no se producirá contaminación de acuíferos en caso de infiltraciones. Por este motivo, el
Titular no estima necesario la habilitación de pozos de monitoreo de agua subterránea en el
sector. Los antecedentes hidrogeológicos de la zona se encuentran adjuntos en el Anexo 6. No
obstante lo anterior, el Titular mantendrá un control mensual sobre la posible generación de
líquidos recolectados en la cámara ubicada al pie del depósito.
3.4.4 Almacenamiento, Carguío y Transporte de Ácido Sulfúrico ‐ Proyecto
De acuerdo a lo indicado en el punto 3.2.4 del presente documento, el área de almacenamiento,
carguío y transporte de ácido sulfúrico no forma parte del alcance de esta Declaración, dado que
no la modifica.
3.5 Descripción de la Etapa de Cierre del Proyecto
Para el cierre del Proyecto, esto es, considerando todas las áreas físicas del proyecto desde las
campanas de captación de gases, hasta la absorción para generación de ácido producto,
incluyendo las áreas para la recuperación de calor, la planta de tratamiento de efluentes y las
zanjas de disposición para los lodos generados en esta planta, se han considerado las siguientes
obras de cierre:
Vaciado y corte de líneas de flujo de ácido, efluentes, agua
Como etapa inicial al cierre de la faena, se detendrán los equipos existentes, se verificará el
vaciado de las líneas de piping asociadas a ácido, efluentes, agua, vapor, combustibles y
otros.
Des‐energizado de instalaciones
Previo al desmantelamiento de instalaciones y equipos, se des‐energizará todas las
instalaciones afectas al cierre, retirando los tendidos eléctricos, líneas de alimentación y
postación, según corresponda, pues el área no tendrá un uso público posterior.
Desmantelamiento de instalaciones, estructura, equipos y maquinaria
Se considera el desmantelamiento y retiro de todas las instalaciones, edificios, equipos y
estanques. Los equipos existentes al cese de las operaciones serán clasificados para su
posible enajenación, traslado a otras faenas o disposición final en lugares autorizados.
CODELCO Chile Página 57 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Respecto a los residuos generados a partir del desmantelamiento de las instalaciones,
equipos y edificios, previo a su disposición se realizarán test de peligrosidad a fin de
caracterizarlos. En caso de resultar peligrosos de acuerdo a lo establecido en el DS N° 148
Reglamento Sanitario Sobre Manejo de Residuos Peligrosos, o la normativa que se
encuentre vigente al momento del cierre de la faena, se manejarán de acuerdo a lo indicado
por la respectiva normativa, considerando los requerimientos para transporte, disposición
y/o tratamiento a través de empresas debidamente autorizadas.
Estabilización de taludes
En general no será necesario realizar grandes movimientos de tierras para el levantamiento
de las instalaciones, por lo que se prevé que no se requerirá estabilizarlos. No obstante al
momento del cierre, se realizará una evaluación del estado de los taludes existentes, a fin
de evaluar la necesidad de estabilización.
Cierre de accesos y Señalizaciones
En consideración que el área quedará libre de estructuras e instalaciones y las estructuras
remanentes (fundaciones) quedarán cubiertas, sólo se considera el bloqueo de caminos de
accesos al área con pretil con zanja y la instalación de señales en el perímetro y entrada de
caminos cerrados, advirtiendo de los riesgos de entrar al área.
Retiro de materiales y repuestos
Todos los materiales y repuestos existentes, serán retirados y clasificados para su posible
enajenación, venta, traslado a otras faenas o disposición final en lugares autorizados.
Protección de estructuras remanentes
Se realizará una evaluación de riesgos, mediante la cual se determinarán todas las
estructuras remanentes que presenten riesgos a las personas, las que serán demolidas o
reforzadas de acuerdo a las necesidades del proyecto.
Respecto de los Caminos
Al cese de operaciones, se evaluarán los caminos que se dejarán transitables ya sea para
control de la etapa de cierre o para estudios posteriores, y los caminos que deben ser
cerrados. Los caminos que no se requiera utilizar en forma posterior, serán cerrados
mediante una barrera compuesta por una zanja con pretil.
Con el objetivo de desincentivar el acceso a la zona, se colocarán letreros de advertencia
(accesos restringidos, peligro de derrumbes, etc.), los que se ubicarán al comienzo de los
caminos que quedarán habilitados (portones).
No se contemplan medidas especiales de perfilamiento de los caminos que serán cerrados.
CODELCO Chile Página 58 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Cierre de zanjas para disposición de lodos provenientes de la Planta de Tratamiento de
Efluentes (PTE)
Al completarse la vida útil de la zanja para disposición de lodos provenientes de la PTE, se
procederá a impermeabilizar su superficie superior, de acuerdo a lo indicado por el DS N°
148. Para efectuar el sellado de la zanja por lo tanto, el Titular, al igual que para la etapa de
construcción, solicita la aplicación del Artículo N° 66 segundo párrafo, a fin de solicitar la
aprobación del uso de materiales con espesor y conductividad hidráulica distintas a lo
indicado en el Reglamento, los que en todo caso garantizan un nivel de impermeabilización
o drenaje igual o superior.
Por lo tanto, el Proyecto considera que la configuración de las diferentes capas para el cierre
definitivo corresponde en primera instancia a una carpeta de Geotextil 450 gr/m2,
conductividad hidráulica de 5x10‐5 cm/seg, que sirve para eliminar el punzonamiento y
homogenizar terreno, para luego instalar una geomembrana de HDPE de 2 mm de espesor,
la que posee un coeficiente de conductividad hidráulica menor a 1 x 10‐11 cm/seg, que
cumple con el requerimiento exigido por la Autoridad. Además, se contempla una capa de
material drenante con un espesor de 30 cm y una conductividad no inferior a 10‐2 cm/seg y
finalmente una capa de suelo natural de un espesor mínimo de 60 cm, con pendiente de
dirección apropiada no menor a un 2% y no mayor a un 5%.
El cierre de zanjas se realizará para cada zanja según el término de su vida útil.
CODELCO Chile Página 59 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 28. Detalle de propuesta de estándar para cierre de zanja División Salvador.
Todas las medidas de cierre contempladas para el presente Proyecto, serán incorporadas en el
plan de cierre de División Salvador en futuras actualizaciones de éste de acuerdo a lo indicado por
la legislación vigente, por lo cual se aplicarán los procedimientos y estándares contenidos en él.
3.6 Instalación de Faenas
Para dar inicio a las obras del Proyecto se requiere instalación de faena en el área industrial. Para
ello se habilitarán oficinas modulares temporales y sectores de acopio de materiales y equipos.
Además se utilizarán los servicios higiénicos e instalaciones de agua potable existentes en el área,
ubicados a menos de 75 m de la faena de construcción. En caso contrario, se instalarán baños
químicos que sean necesarios, cuyos residuos serán retirados por una empresa especialista y cuya
disposición final de los residuos retirados sea en un lugar debidamente autorizado, lo cual será
exigido contractualmente.
El personal de las empresas contratistas que participen en la construcción, se alimentará en el
comedor de faena de Potrerillos.
3.7 Movimientos de Tierra
Los movimientos de tierra considerados para la implementación del Proyecto son menores, y se
relacionan con las actividades requeridas para la instalación de los equipamientos nuevos
CODELCO Chile Página 60 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
considerados en ambas alternativas. La principal diferencia se encuentra asociada a la
implementación de un lavador intermedio propuesto en una de las alternativas.
La siguiente tabla presenta una estimación de los movimientos de tierra requeridos:
Tabla 10. Resumen de Cubicaciones de movimientos de tierra.
Proyecto
Área Ítem Descripción Unidad Alternativa 1 Alternativa 2
Cantidad Cantidad
Precipitador 1. Preparación del Área de Trabajo
Electrostático 1.1 Despeje y limpieza del área m2 300 300
2. Movimiento de Tierra
2.1 Excavación m3 800 960
3 Elementos de Control y Seguridad
3.1 Barreras Simples m 76 76
Ventiladores 1 Preparación del Área de Trabajo
de Tiro 1.1 Despeje y Limpieza del Área m2 120 120
Inducido 2 Movimiento de Tierra
2.1 Excavación m3 140 168
3 Elementos de Control y Seguridad
3.1 Barreras Simples m 50 50
Torre de 1 Preparación del Área de Trabajo
Absorción 1.1 Despeje y Limpieza del Área m2 120 120
2 Movimiento de Tierra
2.1 Excavación m3 230 272
3 Elementos de Control y Seguridad
3.1 Barreras Simples m 40 40
TOTAL m3 1170 1400
Los materiales granulares provenientes de las excavaciones, podrán utilizarse como rellenos,
previamente seleccionados y separados de todo material inadecuado, en las excavaciones hechas
para las fundaciones del precipitador electrostático y de los ventiladores de tiro inducido del
convertidor Teniente.
3.8 Caminos
El Proyecto en evaluación no considera la modificación y/o implementación de caminos dentro y
fuera del área industrial.
CODELCO Chile Página 61 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.9 Materiales de Empréstito
El material de empréstito requerido para la construcción de hormigones será obtenido de lugares
que cuenten con la requerida autorización, requiriéndose un estimado de 1500 m3 de hormigón
para ambas alternativas técnicas presentadas en este documento.
Como se indicó en el punto 3.7, los materiales granulares provenientes de las excavaciones,
podrán utilizarse como rellenos de terraplén, previamente seleccionados y separados de todo
material inadecuado.
Debido a las características de las obras a realizar en este proyecto, se requieren de rellenos
locales de baja magnitud y no masivos, por lo cual no se detallan volúmenes necesarios de
material de empréstito.
3.10 Comedores
No se considera la instalación de un comedor en el marco del Proyecto, dado que División
Salvador cuenta con un comedor de faena en Potrerillos para otorgar alimentación a los
trabajadores que laborarán en esta faena industrial.
3.11 Oficinas y Sala de Control
El proyecto no requiere la construcción de oficinas ni edificios similares. La operación de la Planta
de Ácido se encuentra centralizada en la sala de control de la Fundición, situación que se
mantendrá con el Proyecto implementado.
3.12 Servicios Higiénicos y Sistema de Alcantarillado
Para las etapas de construcción y cierre de los sectores a intervenir del proyecto, se utilizarán los
servicios higiénicos e instalaciones de agua potable existentes en el área, ubicados a menos de 75
m de la faena de construcción. En caso contrario, se instalarán baños químicos que sean
necesarios, cuyos residuos serán retirados por una empresa especialista y cuya disposición final de
los residuos retirados sea en un lugar debidamente autorizado, lo cual será exigido
contractualmente.
El Proyecto no requiere de la construcción de baños definitivos, puesto que como se trata de una
mejora del sistema, sin generación de nuevos puestos de trabajo, se utilizarán las instalaciones
sanitarias existentes.
El Proyecto no requiere la implementación de una red de alcantarillado, dado que se utilizará la
existente.
CODELCO Chile Página 62 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.13 Casas de Cambio
Para el proyecto no se consideran casas de cambio nuevas, se utilizará la infraestructura existente
y disponible.
3.14 Bodegas
3.14.1. Bodega de reactivos Planta de Ácido y Bodega de Materiales de Mantenimiento
Para la operación del proyecto se considera mantener la bodega de almacenamiento de reactivos
existente, construida con el proyecto Planta de Ácido Sulfúrico, cuyas coordenadas de
emplazamiento son las siguientes:
Tabla 11. Coordenadas de ubicación de la bodega de reactivos Planta de Ácido en WGS84 huso 19 sur.
Bodega de Reactivos
Vértice Este (m) Norte (m)
1 452.068 7.075.968
2 452.137 7.075.974
3 452.152 7.075.975
4 452.148 7.075.961
Tabla 12. Sustancias a almacenar en bodega de Reactivos.
Clase de Peligrosidad
Nombre del Producto Observaciones
(NCh 382)
Neutracid o carbonato de sodio No peligroso Neutralizante
Carbonato de calcio No peligroso Neutralizante
Pentóxido de vanadio 6, Sustancia tóxica Catalizador nuevo
Material para
Mortero furánico No peligroso recubrimiento de pisos
antiácidos
Mortero antiácido ‐ Silicato de
No peligroso Mortero antiácido
potasio
Alkadur (líquido) 9, Peligrosos Varios Material para
Recubrimiento para pisos
Alkadur (sólido) 8, Sustancia Corrosiva antiácidos
Sulfato de Hierro 9, Peligrosos Varios Oxidante (PTE)
CODELCO Chile Página 63 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
La bodega cuenta con una losa de hormigón y pretil, paredes sólidas, techumbre, sistema de
ventilación natural y salidas de emergencia, sistema de extinción manual de incendio, vías de
evacuación y señalizaciones de seguridad.
Imagen 29. Vista exterior de bodega de reactivos Planta de Ácido. Al exterior se visualiza disposición temporal
de mantos cerámicos para revestimiento de ductos a utilizarse en labores de mantenimiento de ductos de
gases (operación actual).
Cabe indicar que la bodega de reactivos se encuentra al interior del predio industrial de Potrerillos,
faena regulada por el DS N° 132 Reglamento de Seguridad Minera, y ubicada fuera del radio
urbano de centros poblados, razón por la cual se excluye del alcance de aplicación del DS N° 78
Reglamento de Almacenamiento de Sustancias Peligrosas. No obstante lo indicado, las condiciones
de la bodega cumplen con los requisitos establecidos en el DS N° 594 Condiciones Ambientales y
Sanitarias Básicas en los lugares de Trabajo, y el DS N° 132 Reglamento de Seguridad Minera.
3.14.2. Almacenamiento Transitorio de Polvos Metalúrgicos – Galpón Intermedio
El polvo metalúrgico generado en los precipitadores electrostáticos del área de MALIGAS, se
captura y se envasa en maxisacos, siendo comercializado como residuo peligroso en el marco del
DS N° 148, lo cual se encuentra contenido en el Plan de Manejo de Residuos Peligrosos de División
Salvador, visado por la Autoridad Sanitaria correspondiente (visación adjunta en el Anexo 3).
Hasta el año 2011, el polvo generado y envasado permanecía acopiado en el mismo sector de
MALIGAS (manejo y limpieza de gases), donde se ubican los precipitadores electrostáticos, a la
espera de la acumulación suficiente para el despacho hacia el comprador, es decir, la cantidad
suficiente para el llenado de un camión. Esto significaba la permanencia en el sector entre 1 y 2
días en condiciones ideales.
CODELCO Chile Página 64 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Posteriormente, y con motivos de mejorar el estándar de este acopio transitorio, se ha habilitado
un galpón en el área MALIGAS. Este galpón corresponde al sitio de acopio operativo existente,
estructura que mejora el estándar de disposición transitoria de polvos metalúrgicos,
constituyendo un sector cerrado en sus paredes y techumbre (sus características se detallan más
adelante), con base de concreto. Desde este galpón se despachan los polvos directamente al
comprador (empresa debidamente autorizada para el transporte de este tipo de residuos), una vez
generada la capacidad de transporte de un camión, en función del tiempo de almacenamiento
máximo establecido.
Tabla 13. Coordenadas de ubicación galpón de almacenamiento polvos metalúrgicos (WGS84 huso 19 Sur).
Galpón intermedio
Vértice Este (m) Norte (m)
1 452.158 7.075.951
2 452.160 7.075.959
3 452.150 7.075.955
4 452.155 7.075.956
Tabla 14. Capacidad de almacenamiento de polvos metalúrgicos en galpón intermedio.
Residuo Clasificación DS N° 148 Código Identificación Clasificación Capacidad de
Almacenado (Art. 18) DS N° 148 (Art. 90) NCH 382 almacenamiento
máxima
Polvos I.18 Residuos A110 Polvos y residuos 6.1 Sustancia 90 maxisacos
Metalúrgicos resultantes de las de los sistemas de Tóxica 50 T
operaciones de depuración de gases
eliminación de residuos de las fundiciones de
II.4 Compuestos de cobre.
cobre
II.5 Compuestos de Zinc
II.6 Arsénico,
compuestos de arsénico
La capacidad máxima de almacenamiento es de 90 maxisacos, correspondiente a 4 días de
almacenamiento, considerando la producción de 22 maxisacos al día como promedio.
El sitio de almacenamiento transitorio de polvos (galpón intermedio), posee las siguientes
características:
Base en losa de hormigón existente.
Fundaciones de hormigón H30, sobre las cuales se montó un galpón metálico de acero,
montado en placas puestas sobre los machones. Entre las fundaciones se puso pequeño
murete para sellar el área.
CODELCO Chile Página 65 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 30. Vista del galpón de almacenamiento de polvos metalúrgicos.
La ficha de manejo del polvo metalúrgico, de acuerdo al plan de manejo de residuos peligrosos de
División Salvador, se encuentra adjunta en el Anexo 3, así como su Hoja de Datos de Seguridad se
encuentra adjunta en el Anexo 8.
3.14.3. Bodega de Almacenamiento Transitorio de Polvos Metalúrgicos
No obstante la existencia del contrato para el transporte y disposición de polvos metalúrgicos
fuera de la División, se ha habilitado una bodega para el almacenamiento transitorio de polvos
metalúrgicos, como respuesta a la necesidad de contar con un sitio de acumulación transitorio de
mayor capacidad de almacenamiento, para el caso de la ocurrencia de contingencias asociadas al
transporte de este RESPEL – realizado por empresas debidamente autorizadas ‐ hacia su sitio de
disposición final, o bien, en la generación de este residuo. Esta bodega de almacenamiento
permitirá cumplir con lo establecido en los artículos Nº 29 y Nº 33 del DS Nº 148/04.
Las contingencias indicadas que pudiesen ocurrir son, por ejemplo:
Atraso en la llegada de camiones de parte del comprador (destinatario), por contingencias
en la ruta (desperfectos mecánicos, trabajos viales, otras).
Pautas de “Mantenimiento Mayor” programadas del sistema de manejo y limpieza de
gases, que pudieran superar la capacidad de retiro del contratista desde las instalaciones
de la División.
Paros de terceros.
No obstante el motivo que genere la contingencia, se dará pleno cumplimiento a lo establecido en
el artículo N° 31 del DS N° 148/04, referido a que el almacenamiento transitorio de estos residuos
peligrosos no podrá superar los seis (6) meses.
La bodega de almacenamiento de polvos metalúrgicos operará sólo en aquellos casos en que el
despacho de polvos metalúrgicos sufra un retraso, y la capacidad del galpón intermedio, indicado
CODELCO Chile Página 66 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
en el punto precedente, sea excedida. Esta bodega tiene una capacidad de almacenamiento de
900 maxisacos apilados en dos niveles, lo que da una autonomía equivalente a 36 días de
almacenamiento. En caso de uso, los polvos serán despachados al comprador desde esta
ubicación.
Tabla 15. Coordenadas de ubicación de bodega de almacenamiento de polvos metalúrgicos.
Ex Sub-estación
Vértice Este (m) Norte (m)
1 452.423 7.075.598
2 452.431 7.075.582
3 452.408 7.075.543
4 452.398 7.075.540
Tabla 16. Capacidad de almacenamiento de polvos metalúrgicos en Bodega.
Residuo Clasificación DS N° 148 Código Identificación Clasificación Capacidad de
Almacenado (Art. 18) DS N° 148 (Art. 90) NCH 382 almacenamiento
máxima
Polvos I.18 Residuos A110 Polvos y residuos 6.1 Sustancia 900 maxisacos
Metalúrgicos resultantes de las de los sistemas de Tóxica 500 T
operaciones de depuración de gases
eliminación de residuos de las fundiciones de
II.4 Compuestos de cobre.
cobre
II.5 Compuestos de Zinc
II.6 Arsénico,
compuestos de arsénico
La bodega que se ha habilitado, utiliza la infraestructura existente de la ex‐subestación eléctrica de
Potrerillos, que se encontraba fuera de operación, debido a su buen estado, capacidad y
ubicación, ya que si bien se encuentra al interior del recinto industrial, se encuentra alejada de los
principales focos de trabajo en Potrerillos, lo que desincentiva el acceso de cualquier persona no
autorizada.
Este recinto indicado, se acondicionó en base a los requerimientos establecidos en el artículo N°33
del DS N° 148/04, realizándose las siguientes actividades:
Relleno de piso en zonas con desnivel, con losas colaborantes, a fin de establecer una
superficie pareja, continua, impermeable. En zonas donde había desniveles superiores o
machones, éstos se demolieron hasta lograr la cota. Con lo anterior, el piso del recinto
quedó conformado por una superficie de hormigón H30, que asegura la no infiltración de
residuo al suelo, además de ser estructural y químicamente resistente a los polvos
metalúrgicos. Se debe considerar además, que el residuo “polvos metalúrgicos” consiste
en un polvo seco que se dispone al interior de maxisacos que son sellados en el lugar de
CODELCO Chile Página 67 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
generación (proveniente de precipitadores electrostáticos de la planta de manejo y
limpieza de gases).
El recinto cuenta con paredes sólidas existentes de hormigón con malla, y se
acondicionaron los portones de acceso en el lado Norte y Sur, a fin de tener un acceso
controlado ante el ingreso de personas y animales. Estos portones son de marco de
cañerías revestidas con planchas metálicas, y en la zona superior malla, permitiendo el
flujo de aire (ventilación natural). En ambos portones de acceso se habilitó sistema de
pestillo, para su cierre mediante candado, limitando el acceso a las personas que cuenten
con autorización.
La techumbre del área en cuestión fue restituida, dada su antigüedad, por calaminas de
zinc galvanizadas, lo cual proporciona condiciones de aislamiento del recinto, respecto al
posible ingreso de aguas lluvia y/o nieve y la acción de la radiación solar, además de la
humedad ambiental que es baja en esta zona (materiales galvanizados e ignífugos).
El recinto acondicionado es un recinto cerrado, no obstante considera ventilación natural.
Al ser cerrado, se acondicionó en ambas entradas un sistema de pretil tipo “lomo de toro”,
el cual permite la retención de los potenciales derrames de polvo metalúrgico en caso de
contingencias en el movimiento de maxisacos al interior de la bodega, evita el ingreso de
aguas lluvia al interior del recinto, además de permitir adecuadamente el ingreso de la
maquinaria que efectuará los movimientos al interior de la bodega en caso de ocupación.
Delimitación de las áreas de tránsito y almacenamiento mediante pintura en piso.
Señalización e instalación de rombos requerida por el Reglamento N° 148, instalando los
rombos de peligrosidad de acuerdo a la NCH 2190, NFPA, así como los Número UN
correspondientes, y señalizaciones mandatorias obligatorias (prohibición de ingreso,
prohibición de fumar, identificación de bodega, ubicación de extintores, vías de
evacuación y zonas de seguridad). Las señalizaciones serán instaladas una vez obtenida la
aprobación del funcionamiento de la bodega.
Imagen 31. Vista exterior de bodega de almacenamiento de polvos metalúrgicos.
En el Anexo N° 2 se adjunta la ficha correspondiente al manejo de los polvos de Fundición en el
plan de manejo de residuos peligrosos, así como la hoja de datos de seguridad correspondiente se
encuentra adjunta en el Anexo 8.
CODELCO Chile Página 68 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Cabe indicar que para el sistema de almacenamiento de polvos metalúrgicos indicados, tanto el
galpón intermedio como la bodega de almacenamiento, División Salvador realizó una consulta de
pertinencia de ingreso al SEIA, a la cual el SEA respondió mediante la Carta N° 328/2012 la
pertinencia de ingresar a evaluación ambiental, lo cual se realiza mediante el presente
documento.
3.14.5. Silo de Preparación y Almacenamiento de Cal
Capacidad de 250 toneladas de cal viva (300 m3). En este silo se realiza la preparación de la
lechada de cal en forma directa, por lo cual, la cal no requiere de un lugar de almacenamiento
adicional.
Imagen 32. Silo de preparación y almacenamiento de cal.
3.15 Estanques
Para el proyecto Mejoramiento Integral Captación y Procesamiento de Gases de la Fundición
Potrerillos, se requerirán la habilitación de los siguientes estanques:
I. Estanque de Agua Industrial: Se proyecta la implementación de dos estanques de 4m3
cada uno para el sistema de refrigeración de las campanas de los convertidores Teniente y
CODELCO Chile Página 69 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Peirce Smith N°2, 3, 4. Ambos serán alimentados desde la actual planta de agua ubicada
en el sector norte de la planta de ácido.
II. Estanque de Petróleo Diesel: El proyecto no considera la construcción de ningún estanque
de Petróleo Diesel adicional a los existentes. Sólo en la planta de Ácido en el Área de
Secado, Contacto y Absorción será necesario reubicar el estanque de Petróleo Diesel
existente hacia el lado norte por razones constructivas por el reemplazo del actual
convertidor catalítico.
En caso de derrames u otros incidentes que pudiesen ocurrir, relacionados con el
almacenamiento y uso del petróleo, se procederá de acuerdo a lo indicado en el
procedimiento P‐DIV‐061 Plan General de Emergencias, y P‐DIV‐015 Manejo de Derrames
de Sustancias Peligrosas u otras Sustancias, adjuntos en el Anexo 9.
Imagen 33. Estanque de combustible diesel.
III. Estanque de Agua Contra‐Incendio: El proyecto no considera la construcción de ningún
estanque de Agua Contra‐Incendio. Dadas las características del proyecto, se utilizarán los
estanques disponibles.
CODELCO Chile Página 70 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.16 Servicios y Suministros
3.16.1 Suministro de Energía Eléctrica
El Proyecto no considera la instalación de ninguna sala eléctrica, se utilizarán los medios
disponibles dado que el proyecto es una mejora al sistema actual de Captación y Procesamiento
de Gases. El sistema actualmente en funcionamiento tiene un consumo de 7MW, el cual
aumentará en el orden de 2MW debido a los nuevos equipos que operarán.
La energía eléctrica será alimentada desde la subestación eléctrica Potrerillos, y los niveles de
tensión adicional a utilizar serán los siguientes:
Tabla 17. Consumo adicional estimado de energía eléctrica.
EQUIPO CONSUMO
Campanas ‐ MW
Enfriadores Evaporativos 0.1 MW
Precipitadores Electrostáticos Secos (PPEE) 0.4 MW
Planta de Ácido Sulfúrico (Área Limpieza Húmeda) 0.2 MW
Planta de Ácido Sulfúrico (Área de Contacto y Absorción) 0.9 MW
Planta Tratamiento de Efluentes (PTE) 0.4 MW
TOTAL 2.0 MW
Se indica además, que para la iluminación del sector de disposición final de lodos, tal como se
indicó anteriormente, se empleará el uso de paneles fotovoltaicos, razón por la cual no se
incrementa por este concepto el consumo de energía eléctrica suministrada a través de los
arranques existentes.
3.16.2 Suministro de Agua Potable e Industrial
Del agua potable:
El agua potable durante las etapas de construcción, operación y cierre, provendrá del sistema
actual de abastecimiento de la División, así como de surtidores de agua en bidones, que serán
requeridos contractualmente a las empresas que participen en estas etapas, dado que los usos son
principalmente para consumo de los trabajadores y necesidades de higiene personal, dando
cumplimiento a lo indicado por el DS N° 594 Condiciones Ambientales y Sanitarias Básicas en los
Lugares de Trabajo.
Del agua industrial:
El agua industrial será requerida para la etapa de operación del proyecto, específicamente como
agua de enfriamiento para el circuito secundario de campanas, enfriamiento de la Planta de ácido,
y proceso de limpieza húmeda de planta de ácido. Sin embargo, el proyecto considera un
mejoramiento en los sistemas de recirculación global de la Fundición, lo que permite que el make
up de agua fresca global de ésta, en comparación con la situación actual no varíe manteniéndose
CODELCO Chile Página 71 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
en 58 l/s, razón por la cual, el presente Proyecto no requiere de aumentar los derechos de agua
que posee la División.
A continuación se presenta un diagrama con el balance de consumo de agua actual de los procesos
de Fundición, sin considerar aún el presente Proyecto:
Imagen 34. Balance de Agua en Procesos Fundición – Situación Actual.
a Lixiviación (RCA N° 01/2009)
Del agua recirculada:
Los nuevos consumos de agua asociados al Proyecto se relacionan con la operación del nuevo
sistema de enfriamiento evaporativo, la mayor producción de ácido sulfúrico y la preparación de la
lechada de cal de la Planta de Tratamiento de Efluentes.
CODELCO Chile Página 72 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Tabla 18. Requerimientos de agua del Proyecto (adicionales).
CONSUMO
Enfriamiento Evaporativo 37 m3/h
Producción de Ácido 7 m3/h
Make up sistema de enfriamiento de Campanas 5 m3/h
Preparación de lechada de cal 8
TOTAL 57 m3/h
Esta agua adicional provendrá del tratamiento de una parte de las purgas de los diferentes
procesos de la Fundición. Dichas purgas alimentarán a la planta de osmosis indicada en el punto
3.2.2.e del presente documento. Asimismo, las aguas claras obtenidas del tratamiento de los
efluentes, así como el rechazo de esta planta de osmosis, serán recirculadas al proceso de
enfiramiento y flotación de escoria (Proyecto “Flotación de Escorias Convertidor Teniente
Fundición Potrerillos”, aprobado mediante RCA N° 227/2011), lo que hace posible que el presente
Proyecto no aumente el make up de agua fresca de la Fundición Potrerillos respecto de la
condición actual.
La siguiente imagen muestra el balance general de consumos de agua industrial y recirculaciones
del Proyecto y de la Fundición en forma global:
CODELCO Chile Página 73 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Imagen 35. Balance de agua industrial y recirculaciones.
Agua a proceso
Enfriamiento y
flotación escoria
CODELCO Chile Página 74 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
3.16.3 Suministro de Petróleo
El proyecto no requerirá de abastecimiento adicional de petróleo, para el funcionamiento de los
equipos.
Puesto que se implementará un sistema para la recuperación de calor, en la planta de ácido, se
proyecta una disminución en el consumo de ENAP 6.
Tabla 19. Ahorro estimado en consumo de combustible ENAP 6.
Proceso Ahorro consumo ENAP 6 respecto a condición actual
Cantidad Unidad Cantidad Unidad
Generación de Vapor 4.359 T/año 90 %
Planta de Secado 1.533 T/año 30 %
Respecto del consumo de petróleo Diesel en Planta de Ácido, éste se requiere para hacer el
calentamiento de la Planta, es decir, para etapas de puesta en marcha luego de una detención, por
lo cual su consumo es despreciable.
3.16.4 Suministro de Aire
El proyecto considera un requerimiento de aire de alta de 2000 m3/h, el cual se encuentra
asociado al sistema de spray utilizados en los enfriamientos evaporativos. Para la ejecución del
Proyecto, este aire de alta será suministrado por los sistemas de compresores que actualmente
abastecen a los Hornos de Limpieza de Escoria, que quedarán fuera de operación con la entrada
en funcionamiento del “Proyecto Flotación de Escorias Convertidor Teniente Fundición Potrerillos”
aprobado mediante RCA N° 227/2011, durante el año 2013.
3.16.5. Suministro de Reactivos – Sustancias Peligrosas
Los reactivos y demás sustancias peligrosas requeridos para la operación del Proyecto, serán
adquiridos a través del sistema de abastecimiento de CODELCO, exigiendo para su entrega
(empaque, logos, y otros) los requerimientos establecidos en la normativa nacional vigente para el
control de sustancias peligrosas. También serán exigidos los requisitos asociados a la producción y
transporte de dichas sustancias.
3.17 Control de acceso
En forma general, el complejo industrial Potrerillos cuenta con accesos controlados mediante
garitas que corresponden a los puntos principales de ingreso al área industrial, y por ende del
proyecto.
CODELCO Chile Página 75 de 141
DIA – Mejoramiento Integral Captación y Procesamiento de Gases
Fundición Potrerillos/CODELCO Chile – División Salvador
Además, en forma específica, la planta de ácido sulfúrico cuenta con acceso controlado propio y
sistema de control centralizado de televisión.
Por otro lado, el sitio de disposición de lodos provenientes de la Planta de Tratamiento de
Efluentes, también cuenta con cerco perimetral en todo su contorno, y puerta de acceso con
candado.
Situación similar ocurre con las bodegas de almacenamiento de reactivos y de polvos
metalúrgicos, de forma tal que constituyen recintos cerrados, y cuyo acceso sólo para trabajadores
autorizados.
3.18 Mantención de Infraestructuras y Equipos
Considerando que los nuevos equipos a implementar en el Proyecto serán similares a los
actualmente en operación, se continuará con la misma frecuencia y programas de mantención en
uso por DSAL.
Durante las operaciones se requerirá una mantención periódica de los equipos y maquinarias del
proyecto, de tal manera de garantizar su funcionamiento en óptimas condiciones.
La mantención de los equipos y maquinarias utilizados en las distintas operaciones del Proyecto se
realizará en un taller de mantención ya existente en Potrerillos.
Para la mantención de los catalizadores, los filtros de éstos serán limpiados periódicamente de
acuerdo a plan de mantenimiento anual.
3.19 Sistemas de Seguridad y Control
El Proyecto en su etapa de operación será monitoreado, en cuanto a las variables más relevantes
de los procesos que lo componen, con el objetivo de prevenir y actuar tempranamente ante
cualquier desviación, que pudiera ocasionar algún evento ambiental (tales como derrames,
emisiones de gases no deseadas).
Para el control de la concentración de SO2 emitido al aire por la chimenea de Planta de Ácido, el
Proyecto considera implementar la medición continua de este contaminante.
CODELCO Chile Página 76 de 141
Você também pode gostar
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónNo EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónNota: 5 de 5 estrelas5/5 (1)
- Dicson Rojas - Semana 3 - Transformación MineraDocumento11 páginasDicson Rojas - Semana 3 - Transformación MineradicsonAinda não há avaliações
- 27 Codelco Salvador - Proyecto Mejoramiento Integral Captacion y Procesamiento de Gases Potrerillos PDFDocumento22 páginas27 Codelco Salvador - Proyecto Mejoramiento Integral Captacion y Procesamiento de Gases Potrerillos PDFStephanAinda não há avaliações
- Adicion de Guar Orisol 2016Documento19 páginasAdicion de Guar Orisol 2016Kary OrtizAinda não há avaliações
- Trabajo Final de Calculo y Estadistica C21Documento10 páginasTrabajo Final de Calculo y Estadistica C21GustavoAinda não há avaliações
- Informe Final Pozo ProfundoDocumento53 páginasInforme Final Pozo Profundopedro escobar cortinaAinda não há avaliações
- Ventajas y Desventajas de La Lixiviacion en PilasDocumento5 páginasVentajas y Desventajas de La Lixiviacion en PilasCamilaAinda não há avaliações
- Accidente laboral amputa brazo a ingeniero en Codelco División AndinaDocumento87 páginasAccidente laboral amputa brazo a ingeniero en Codelco División AndinaJuan José Leiva AlegreAinda não há avaliações
- Procesamiento Minerales - ChancadoDocumento28 páginasProcesamiento Minerales - Chancadolorena.herrera.b-2Ainda não há avaliações
- Manual Mop HiiDocumento18 páginasManual Mop HiiJose CuellarAinda não há avaliações
- Procedimiento Mantenimiento Estructural Feeders 2-3-4 Stock PileDocumento21 páginasProcedimiento Mantenimiento Estructural Feeders 2-3-4 Stock PileMarcos NarvaezAinda não há avaliações
- CronogramaIngenieriaConstruccionPlantaTratamientoAguasAcidasDocumento1 páginaCronogramaIngenieriaConstruccionPlantaTratamientoAguasAcidasEmanuelAinda não há avaliações
- Adicion de DXG - 7 2016Documento18 páginasAdicion de DXG - 7 2016cpereira34Ainda não há avaliações
- Fundición Codelco VentanasDocumento16 páginasFundición Codelco VentanasMariela A Tapia MirandaAinda não há avaliações
- Interpretación de planos semana 5 con símbolos de válvulas e instrumentosDocumento4 páginasInterpretación de planos semana 5 con símbolos de válvulas e instrumentosValentina BelénAinda não há avaliações
- Guar Chem EWDocumento6 páginasGuar Chem EWDamiano CerdaAinda não há avaliações
- Evaluacion FinalDocumento10 páginasEvaluacion FinaldenisseAinda não há avaliações
- A13m429-Amecfw-4501754122-0064 Et Cinta CalefactoraDocumento11 páginasA13m429-Amecfw-4501754122-0064 Et Cinta Calefactoramatias vargas apablazaAinda não há avaliações
- Árboles y EjesDocumento10 páginasÁrboles y EjesLeandro RubioAinda não há avaliações
- Planta de Molienda Division Los Bronces ChileDocumento7 páginasPlanta de Molienda Division Los Bronces ChileLuis BAinda não há avaliações
- Carlos - Bassi - Control 4Documento6 páginasCarlos - Bassi - Control 4vittorioAinda não há avaliações
- Nicol Gonzalez mELLA Tarea4Documento6 páginasNicol Gonzalez mELLA Tarea4Nicole Gonzalez100% (1)
- Tarea Semana 5 QuimicaDocumento7 páginasTarea Semana 5 QuimicaHernan ValenzuelaAinda não há avaliações
- Planta Concentradora Las Luces (PCLL) de Compañía Minera Las CenizasDocumento25 páginasPlanta Concentradora Las Luces (PCLL) de Compañía Minera Las CenizasArz GameAinda não há avaliações
- Fundición ChuquicamataDocumento1 páginaFundición ChuquicamataDiego AlonzoAinda não há avaliações
- Yan Aros S2 TareaDocumento10 páginasYan Aros S2 Tareaponzio ponzio100% (1)
- 04 - Recursos Geologicos de Fe CAP Mineria - M Rojo - CAPDocumento47 páginas04 - Recursos Geologicos de Fe CAP Mineria - M Rojo - CAPPaula AyancanAinda não há avaliações
- Previsualización de Adenda Proyecto Candelaria 2030Documento330 páginasPrevisualización de Adenda Proyecto Candelaria 2030Cristian Casanova DiazAinda não há avaliações
- Interpretación de planos de proyecto final de ingenieríaDocumento9 páginasInterpretación de planos de proyecto final de ingenieríafamiliaAinda não há avaliações
- Equilibrio químico NODocumento2 páginasEquilibrio químico NOBeLem FrancoAinda não há avaliações
- Parametros de Estandarizacion Del Metodo Del Indice de Bond para Molinos de BolasDocumento29 páginasParametros de Estandarizacion Del Metodo Del Indice de Bond para Molinos de BolasJuan Ignacio GonzálezAinda não há avaliações
- Aplicación de Ley de Bond en Reduccion de TamañosDocumento1 páginaAplicación de Ley de Bond en Reduccion de TamañosJF AVAinda não há avaliações
- Minería a rajo abiertoDocumento8 páginasMinería a rajo abiertodaniela rivadeneiraAinda não há avaliações
- Producción de CerradurasDocumento6 páginasProducción de CerradurasLuz Mary Dominguez PimentelAinda não há avaliações
- Informe Curso Espacios ConfinadosDocumento96 páginasInforme Curso Espacios ConfinadosJuan Jose ArjonaAinda não há avaliações
- SEGURIDAD XANTATO ISOPROPILICO SODIODocumento5 páginasSEGURIDAD XANTATO ISOPROPILICO SODIOCAROLINA COLQUICHAGUA PALACINAinda não há avaliações
- BT - Lic 030-22Documento117 páginasBT - Lic 030-22Diana Colmenares100% (1)
- Análisis Conceptual Constructivo y Experimental de Un Electrolizador Con Diferentes ElectrodosDocumento65 páginasAnálisis Conceptual Constructivo y Experimental de Un Electrolizador Con Diferentes ElectrodosHarlan SimonettiAinda não há avaliações
- Ebd 2143 0519 Rev 1 Proc LQ Caldera CBL - AsmecoDocumento21 páginasEbd 2143 0519 Rev 1 Proc LQ Caldera CBL - AsmecoFranciscoAinda não há avaliações
- Manual de Dieset de corte ALPHADocumento54 páginasManual de Dieset de corte ALPHAAmaury Salcedo0% (1)
- Filtr143-19-CCP-RY QMA 95Documento13 páginasFiltr143-19-CCP-RY QMA 95Aarón Benjazmin Oliva CuevasAinda não há avaliações
- Método de McCabe-ThieleDocumento3 páginasMétodo de McCabe-ThielecazorladianaAinda não há avaliações
- Interpretación de PlanosDocumento6 páginasInterpretación de PlanosKatherinne Vásquez RAinda não há avaliações
- Sulfato de CobreDocumento6 páginasSulfato de CobreJorge Vale PuesAinda não há avaliações
- Tarea Semana 2Documento6 páginasTarea Semana 2angel navarroAinda não há avaliações
- Herramientas para modelar procesosDocumento4 páginasHerramientas para modelar procesosSharon Santelices'Ainda não há avaliações
- Técnicas de minería para extraer oro empleando dragasDocumento3 páginasTécnicas de minería para extraer oro empleando dragasdenise lilloAinda não há avaliações
- 2087 Calculo de Accesorios Tuberias NCH-2087-OF2000 PDFDocumento37 páginas2087 Calculo de Accesorios Tuberias NCH-2087-OF2000 PDFasimovv100% (1)
- Paper Carguio y TransporteDocumento1 páginaPaper Carguio y TransporteReynaldo CusiAinda não há avaliações
- 09 Reemplazo Torre Secado Planta de Acido No2 Fundicion Hernan Videla Lira PaipoteDocumento17 páginas09 Reemplazo Torre Secado Planta de Acido No2 Fundicion Hernan Videla Lira PaipoterobertluisAinda não há avaliações
- DomingaDocumento18 páginasDomingaclaudioAinda não há avaliações
- Serie F. PedrolloDocumento29 páginasSerie F. PedrolloFernando Andrés LeytonAinda não há avaliações
- Chancado PrimarioDocumento30 páginasChancado PrimarioOscarAinda não há avaliações
- Convertidor Teniente: Proceso y ZonasDocumento18 páginasConvertidor Teniente: Proceso y Zonascristian ortegaAinda não há avaliações
- Presentación Espesaje RelavesDocumento17 páginasPresentación Espesaje Relavesroberto100% (1)
- Bladimir Alejandro Quezada Vera Tarea S5Documento7 páginasBladimir Alejandro Quezada Vera Tarea S5Bladimir QuezadaAinda não há avaliações
- A98 DIA GoodvalleyDocumento55 páginasA98 DIA GoodvalleyEduardoAinda não há avaliações
- Aumento de capacidad Planta de Ácido Sulfúrico CODELCO VentanasDocumento39 páginasAumento de capacidad Planta de Ácido Sulfúrico CODELCO VentanasLeandro SalazarAinda não há avaliações
- Proceso de Recuperacion de Azufre 3Documento11 páginasProceso de Recuperacion de Azufre 3leonel nogueraAinda não há avaliações
- Diseno Tanque Norma API 650Documento29 páginasDiseno Tanque Norma API 650Israel Vicente VasquezAinda não há avaliações
- Molino SAG 125mm bolasDocumento1 páginaMolino SAG 125mm bolasLouis BujandaAinda não há avaliações
- C203 4300 MEM PR 002 R0 MC Balance de AguaDocumento12 páginasC203 4300 MEM PR 002 R0 MC Balance de AguaLouis BujandaAinda não há avaliações
- Informe Taller BEAM Planta Molib FINAL - 20dic18Documento65 páginasInforme Taller BEAM Planta Molib FINAL - 20dic18Louis BujandaAinda não há avaliações
- OctubreDocumento4 páginasOctubreGuillermo Suazo CornejoAinda não há avaliações
- C203 4300 MEM PR 004 R0 IC Memoria de Calculo Lechada de CalDocumento7 páginasC203 4300 MEM PR 004 R0 IC Memoria de Calculo Lechada de CalLouis BujandaAinda não há avaliações
- Informe de Cierre Del Balance Metalúrgico División ChuquicamataDocumento4 páginasInforme de Cierre Del Balance Metalúrgico División ChuquicamataLouis BujandaAinda não há avaliações
- MANUAL Correas TransportadorasDocumento36 páginasMANUAL Correas Transportadorasreyeszac100% (1)
- Informe Final Evalaución Cargador Automatico de BolasDocumento20 páginasInforme Final Evalaución Cargador Automatico de BolasLouis BujandaAinda não há avaliações
- Especificaciones Tecnicas Cargador Automatico de BolasDocumento7 páginasEspecificaciones Tecnicas Cargador Automatico de BolasLouis BujandaAinda não há avaliações
- Informe de Cierre Del Balance Metalúrgico División ChuquicamataDocumento4 páginasInforme de Cierre Del Balance Metalúrgico División ChuquicamataLouis BujandaAinda não há avaliações
- Norma Pdvsa MDP 02 FF 06Documento40 páginasNorma Pdvsa MDP 02 FF 06Alexis MirandaAinda não há avaliações
- Listados de PlanoDocumento12 páginasListados de PlanoLouis BujandaAinda não há avaliações
- PortadaDocumento1 páginaPortadaLouis BujandaAinda não há avaliações
- Anexo 1-E Hojas de Seguridad de Sustancias PeligrosasDocumento318 páginasAnexo 1-E Hojas de Seguridad de Sustancias PeligrosasLouis BujandaAinda não há avaliações
- Programa de Automatizacion de Plantas Concentradoras CODELCO PDFDocumento58 páginasPrograma de Automatizacion de Plantas Concentradoras CODELCO PDFJòse IèdzAinda não há avaliações
- ....Documento18 páginas....Louis BujandaAinda não há avaliações
- YuturewwqtncnbnDocumento32 páginasYuturewwqtncnbnLouis Bujanda100% (1)
- DFDSFSDocumento13 páginasDFDSFSLouis BujandaAinda não há avaliações
- Copia de Solicitud de Cables Actualizado Al 05-11-18Documento4 páginasCopia de Solicitud de Cables Actualizado Al 05-11-18Louis BujandaAinda não há avaliações
- SdsadDocumento11 páginasSdsadLouis BujandaAinda não há avaliações
- Bases Requerimientos para Levantamientos Digitales y Vectorizado 3D SGPD-02BIM-BASGS-0002Documento9 páginasBases Requerimientos para Levantamientos Digitales y Vectorizado 3D SGPD-02BIM-BASGS-0002Louis BujandaAinda não há avaliações
- Listado de PlanosDocumento9 páginasListado de PlanosLouis BujandaAinda não há avaliações
- BimDocumento5 páginasBimLouis BujandaAinda não há avaliações
- Control Cables 26-02-019Documento20 páginasControl Cables 26-02-019Louis BujandaAinda não há avaliações
- Control Equipos 20-02-2019Documento67 páginasControl Equipos 20-02-2019Louis BujandaAinda não há avaliações
- Control Equipos 20-02-2019Documento15 páginasControl Equipos 20-02-2019Louis BujandaAinda não há avaliações
- Control Equipos 20-02-2019Documento67 páginasControl Equipos 20-02-2019Louis BujandaAinda não há avaliações
- Examen Psicosensometrico A. MedinaDocumento2 páginasExamen Psicosensometrico A. MedinaLouis Bujanda80% (5)
- Ubicaciones Packing List Torre EnfriamientoDocumento4 páginasUbicaciones Packing List Torre EnfriamientoLouis BujandaAinda não há avaliações
- Listado de Tipos de Gas Y Servicios Afines Prestados Por Metrogas S.ADocumento63 páginasListado de Tipos de Gas Y Servicios Afines Prestados Por Metrogas S.AFrancisco Contreras PeñaAinda não há avaliações
- Materiales MecanicosDocumento28 páginasMateriales MecanicoskmbmAinda não há avaliações
- Aleaciones para Moldeo Mec SoldDocumento23 páginasAleaciones para Moldeo Mec SoldLuis ManuelAinda não há avaliações
- Compaa Minera AntaminaDocumento25 páginasCompaa Minera AntaminaAngela Chumioque GarciaAinda não há avaliações
- Disolución Anódica de CuSDocumento6 páginasDisolución Anódica de CuSAndrea SifuentesAinda não há avaliações
- Convertidor BessemerDocumento26 páginasConvertidor BessemerMatiu Pariona FerruzoAinda não há avaliações
- Informe de ensayo de fundición y copelecion con análisis de resultadosDocumento4 páginasInforme de ensayo de fundición y copelecion con análisis de resultadosFredy Solano PimentelAinda não há avaliações
- Impactos Ambientales Que Genera Una Planta MetalúrgicaDocumento18 páginasImpactos Ambientales Que Genera Una Planta MetalúrgicaJoel PomaAinda não há avaliações
- Historia de La QuímicaDocumento77 páginasHistoria de La Químicamaneiry paezAinda não há avaliações
- Artillería en La Marina Española Del Siglo XVIIIDocumento34 páginasArtillería en La Marina Española Del Siglo XVIIIcarvilrodAinda não há avaliações
- Villafranca Martinez Fundicion Tarea 2 (2022-1)Documento4 páginasVillafranca Martinez Fundicion Tarea 2 (2022-1)Jose Antonio MartinezAinda não há avaliações
- Historia del aceroDocumento109 páginasHistoria del aceroJairCastilloAinda não há avaliações
- Informe de Fundición de Aluminio en Molde de Arena VerdeDocumento12 páginasInforme de Fundición de Aluminio en Molde de Arena Verdejuan gomezAinda não há avaliações
- Ocho Pasos Del Analisis de FallaDocumento3 páginasOcho Pasos Del Analisis de FallaNixon bautista laquiAinda não há avaliações
- Meritorio Fundicion Viii Turno CDocumento4 páginasMeritorio Fundicion Viii Turno CXiomy MarysabelAinda não há avaliações
- Tratamientos TérmicosDocumento90 páginasTratamientos TérmicosUna DosAinda não há avaliações
- Procesos de Aceración y Refinación PDFDocumento279 páginasProcesos de Aceración y Refinación PDFDaniel Carlos67% (3)
- Procesos de Fusion y Colada Del Titanio y Sus Aleaciones 1Documento24 páginasProcesos de Fusion y Colada Del Titanio y Sus Aleaciones 1Dressed Hipster0% (1)
- Manual Completo Mineria Cielo Tajo Abierto SubterraneaDocumento290 páginasManual Completo Mineria Cielo Tajo Abierto SubterraneajeestecAinda não há avaliações
- Fundición de Una Pieza en AluminioDocumento13 páginasFundición de Una Pieza en Aluminiojosuedanny0077jdAinda não há avaliações
- Comercialización de Concentrados de Oro, Plata y CobreDocumento26 páginasComercialización de Concentrados de Oro, Plata y CobreJefferson Davor Chalco Vasquez50% (2)
- Procesos Extractivoa I - Cap IDocumento23 páginasProcesos Extractivoa I - Cap ISheila Allende AguilarAinda não há avaliações
- Cambios Físicos y QuímicosDocumento4 páginasCambios Físicos y QuímicosRaisa Valenzuela GalvánAinda não há avaliações
- Ingenieria de Materiales Manual de AsignDocumento100 páginasIngenieria de Materiales Manual de AsignAgustín Nero RoblesAinda não há avaliações
- COQUIZACIÓN Jdhd2egdiuweDocumento82 páginasCOQUIZACIÓN Jdhd2egdiuweWilman De Jesus RodriguezAinda não há avaliações
- Tsedema DGCRNDR Sra 2 1Documento11 páginasTsedema DGCRNDR Sra 2 1arellano250894Ainda não há avaliações
- Glosario Minero PeruanoDocumento61 páginasGlosario Minero Peruanomr. oneAinda não há avaliações
- Joyeria Artesanal SemilleroestticaDocumento15 páginasJoyeria Artesanal Semilleroestticamrmonzonm100% (2)
- Grupo 1 - Evaluacion Continua 2Documento8 páginasGrupo 1 - Evaluacion Continua 2Richard Común PerezAinda não há avaliações
- Materiales resistentes a la corrosiónDocumento77 páginasMateriales resistentes a la corrosiónpaolaAinda não há avaliações
- Fundición de Cobre DaDocumento10 páginasFundición de Cobre DaDaniel ApazaAinda não há avaliações