Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Astm D 2846-D 2846M (CPVC)Documento11 páginasAstm D 2846-D 2846M (CPVC)arifin rizal100% (2)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- 12c SOA Design Composites1Documento324 páginas12c SOA Design Composites1joydeep.bonner100% (2)
- Astm B 865Documento6 páginasAstm B 865arifin rizalAinda não há avaliações
- Astm Sa 193Documento18 páginasAstm Sa 193arifin rizalAinda não há avaliações
- Flow Computer Printer: To EhkDocumento1 páginaFlow Computer Printer: To Ehkarifin rizalAinda não há avaliações
- Astm Sa 234 PDFDocumento11 páginasAstm Sa 234 PDFarifin rizalAinda não há avaliações
- HDD Kalimas RiverDocumento14 páginasHDD Kalimas Riverarifin rizalAinda não há avaliações
- Daftar Sop Departemen O&M Operasi Checklist MaintenanceDocumento2 páginasDaftar Sop Departemen O&M Operasi Checklist Maintenancearifin rizalAinda não há avaliações
- Astm Sa 516Documento4 páginasAstm Sa 516arifin rizalAinda não há avaliações
- Astm e 562 DSSDocumento7 páginasAstm e 562 DSSarifin rizal100% (2)
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocumento5 páginasForged Carbon and Alloy Steel Flanges For Low-Temperature Servicegaso99Ainda não há avaliações
- ASTM B 251 Cu and Cu Alloy TubeDocumento8 páginasASTM B 251 Cu and Cu Alloy Tubearifin rizalAinda não há avaliações
- Piping Fittings CalculatorDocumento12 páginasPiping Fittings Calculatorarifin rizalAinda não há avaliações
- Astm A 928 Dss Pipe EfwDocumento6 páginasAstm A 928 Dss Pipe Efwarifin rizalAinda não há avaliações
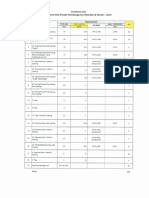
- Jalur Pipa Gas Tambun - Tegal Gede 8 Inch X 35 KM Kurva S Pekerjaan Pemasangan Sistem Proteksi KatodikDocumento2 páginasJalur Pipa Gas Tambun - Tegal Gede 8 Inch X 35 KM Kurva S Pekerjaan Pemasangan Sistem Proteksi Katodikarifin rizalAinda não há avaliações
- Total Sisa PipaDocumento1 páginaTotal Sisa Pipaarifin rizalAinda não há avaliações
- Rubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForDocumento5 páginasRubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods Forarifin rizalAinda não há avaliações
- Calculation of PumpDocumento19 páginasCalculation of Pumparifin rizal100% (1)
- Astm A6Documento63 páginasAstm A6arifin rizalAinda não há avaliações
- Pemanfaatan LNG Sebagai Sumber Energi Di IndonesiaDocumento7 páginasPemanfaatan LNG Sebagai Sumber Energi Di IndonesiaSyarif MuhammadAinda não há avaliações
- Space Sniffer User ManualDocumento20 páginasSpace Sniffer User ManualAnanias GuerraAinda não há avaliações
- ECCouncil Prepaway 712-50 v2019-12-14 by Gardner 203qDocumento86 páginasECCouncil Prepaway 712-50 v2019-12-14 by Gardner 203qajilani2014100% (1)
- Web Tech LabDocumento61 páginasWeb Tech LabShankar AsrAinda não há avaliações
- FilesDocumento154 páginasFilesBhanuAinda não há avaliações
- Search EngineDocumento19 páginasSearch EngineSartaj A BhatAinda não há avaliações
- Data Analyst Kantar Since October 01,2015:: Poonam BhumijDocumento2 páginasData Analyst Kantar Since October 01,2015:: Poonam BhumijPoonam BhumijAinda não há avaliações
- Data Privacy ActDocumento10 páginasData Privacy ActMica ValenzuelaAinda não há avaliações
- Idq New Log FilesDocumento187 páginasIdq New Log Filesvinayreddy460Ainda não há avaliações
- A. Topic: Rational Functions Solving Rational Equations' B. ReferencesDocumento7 páginasA. Topic: Rational Functions Solving Rational Equations' B. ReferencesRegie RamisoAinda não há avaliações
- Risks and Benefits of Business Intelligence in The CloudDocumento10 páginasRisks and Benefits of Business Intelligence in The CloudElena CanajAinda não há avaliações
- Datasheet Rc959, Rc951e 4fee1, Rc953 4fexe1t1Documento12 páginasDatasheet Rc959, Rc951e 4fee1, Rc953 4fexe1t1blog297Ainda não há avaliações
- MIT401 With AnswersDocumento14 páginasMIT401 With AnswersAmit ParabAinda não há avaliações
- Appendix 13 3 PFEMA and DFEMADocumento5 páginasAppendix 13 3 PFEMA and DFEMADearRed FrankAinda não há avaliações
- Is India Ready For 5GDocumento2 páginasIs India Ready For 5GNaman JainAinda não há avaliações
- Quarterly Exam - Math 8 - InesDocumento5 páginasQuarterly Exam - Math 8 - InesRae Ann InesAinda não há avaliações
- Faculty of Informatics, UGD - Shtip, R. Macedonia Faculty of Natural & Technical Sciences, UGD - Shtip, R. MacedoniaDocumento7 páginasFaculty of Informatics, UGD - Shtip, R. Macedonia Faculty of Natural & Technical Sciences, UGD - Shtip, R. MacedoniaalinoriAinda não há avaliações
- TUTODocumento12 páginasTUTOCirilo Armando Solano PinedaAinda não há avaliações
- TSDK OverviewDocumento16 páginasTSDK OverviewDennis AkomeahAinda não há avaliações
- Fasc6a2015 09 23 PDFDocumento318 páginasFasc6a2015 09 23 PDFLe Tan PhatAinda não há avaliações
- Sujan Nag ResumeDocumento2 páginasSujan Nag ResumeSujan NagAinda não há avaliações
- Assignment 1 Released: Course OutlineDocumento4 páginasAssignment 1 Released: Course OutlineSachin NainAinda não há avaliações
- IntroCS Part 1Documento11 páginasIntroCS Part 1Alfred FredAinda não há avaliações
- Welcome in AsDocumento84 páginasWelcome in Asdanghe2006Ainda não há avaliações
- Forecasting Food Prices The Case of Corn, Soybeans and Wheat PDFDocumento11 páginasForecasting Food Prices The Case of Corn, Soybeans and Wheat PDFLuis FernandoAinda não há avaliações
- It DataDocumento9 páginasIt DataVikramAinda não há avaliações
- Loot BitsDocumento1 páginaLoot Bitsagape_ioaAinda não há avaliações
- RhinoGold 4.0 - Level 1 - Tutorial 014P - Half Channel RingDocumento2 páginasRhinoGold 4.0 - Level 1 - Tutorial 014P - Half Channel RingJulio mendoza100% (2)
- Zara Case PresentationDocumento14 páginasZara Case PresentationSheila Marie Gil-VersozaAinda não há avaliações
- Discrete Fourier Transform (DFT) PairsDocumento23 páginasDiscrete Fourier Transform (DFT) PairsgoutamkrsahooAinda não há avaliações