Você também pode gostar
- PAVONADODocumento6 páginasPAVONADOdonovanAinda não há avaliações
- Catalogo Galvanizado ProhelsaDocumento12 páginasCatalogo Galvanizado ProhelsaArturo PalaciosAinda não há avaliações
- Resumen KocourDocumento10 páginasResumen Kocourparasite01Ainda não há avaliações
- ZincadoDocumento4 páginasZincadoTamAinda não há avaliações
- PavonadoDocumento29 páginasPavonadoJeisson100% (1)
- Modulo III - Tema 5 - Celdas ElectroquímicasDocumento137 páginasModulo III - Tema 5 - Celdas ElectroquímicasAnonymous yEGP9hnAinda não há avaliações
- Guia de Procesos de ConformadoDocumento13 páginasGuia de Procesos de ConformadoOsmanLópezAinda não há avaliações
- Velocidad de Corrosión Por El Método Electroquímico y Por El Método GravimétricoDocumento18 páginasVelocidad de Corrosión Por El Método Electroquímico y Por El Método GravimétricoOmar Tovar JinesAinda não há avaliações
- BBBBBBBBBBBBBBDocumento75 páginasBBBBBBBBBBBBBBJordan anthonyAinda não há avaliações
- Evaluación Parcial 1-2020-II PDFDocumento1 páginaEvaluación Parcial 1-2020-II PDFHarry Vara MarceloAinda não há avaliações
- Método Arsénico en OrinaDocumento2 páginasMétodo Arsénico en OrinaNIL CHARLIE MARAÑON PINTOAinda não há avaliações
- Cromado y NiqueladoDocumento10 páginasCromado y NiqueladoFlavio MondragónAinda não há avaliações
- Obtencion de La PlataDocumento16 páginasObtencion de La PlataALEXANDER EUGENIO CAJAMARCA PINEDAAinda não há avaliações
- Determinacion de Ozono IoduroDocumento5 páginasDeterminacion de Ozono IoduroDaimer Jose Torres GaleAinda não há avaliações
- Curriculum Jhonny ZuritaDocumento86 páginasCurriculum Jhonny ZuritaAdamari MamaniAinda não há avaliações
- Recubrimientos ElectrolíticosDocumento28 páginasRecubrimientos ElectrolíticosTatoscortez TatoAinda não há avaliações
- Determinación de Acidez Mineral Libre en AguaDocumento9 páginasDeterminación de Acidez Mineral Libre en AguaErika Eloina Perez CrisantoAinda não há avaliações
- Informe NiquelDocumento19 páginasInforme NiquelLucia TenorioAinda não há avaliações
- Guia 6Documento29 páginasGuia 6AndreiAinda não há avaliações
- Proyecto ESTAÑADO 2018Documento27 páginasProyecto ESTAÑADO 2018Nemy Villca AroAinda não há avaliações
- Caracterizacion Aguas de MinaDocumento31 páginasCaracterizacion Aguas de MinaAdrian ValderramaAinda não há avaliações
- Aceros y NomenclaturasDocumento8 páginasAceros y NomenclaturasEdwin Astudillo Delgado100% (1)
- Tesis Lixiviacion de Galena Con Cloruro FerricoDocumento188 páginasTesis Lixiviacion de Galena Con Cloruro Ferricojuan navarro gracia100% (1)
- Endox 260Documento7 páginasEndox 260christianAinda não há avaliações
- Mitigacion Ambiental de La Planta MANQUIRIDocumento11 páginasMitigacion Ambiental de La Planta MANQUIRIMatias Pati Quispe Urrelo100% (1)
- BHT y BhaDocumento10 páginasBHT y BhaJeffreyCheleAinda não há avaliações
- Corrosión Del HierroDocumento7 páginasCorrosión Del HierroSamuel Fernando DelgadoAinda não há avaliações
- PRECIO 22 Clases 2015 REFINACIONDocumento78 páginasPRECIO 22 Clases 2015 REFINACIONmAinda não há avaliações
- 3A. Produccion de N2-O2-ArDocumento29 páginas3A. Produccion de N2-O2-Arisabel escobar100% (1)
- Carbon Activado PowerDocumento27 páginasCarbon Activado PowerJessi Gálvez ChávezAinda não há avaliações
- Apuntes Q. A. I 2018Documento46 páginasApuntes Q. A. I 2018Noe HernandezAinda não há avaliações
- Acido NitricoDocumento43 páginasAcido NitricoWilmerRamirezSalvadorAinda não há avaliações
- Estudio de Recuperacion de Baterias de PlomosDocumento11 páginasEstudio de Recuperacion de Baterias de PlomosRikardo AgƱIlarAinda não há avaliações
- Oxidación BiológicaDocumento3 páginasOxidación BiológicaPier Rivera ArquiñigoAinda não há avaliações
- Determinacion de OroDocumento11 páginasDeterminacion de Orooskar0706Ainda não há avaliações
- Dorado Electrolitico FisicoquimicaDocumento16 páginasDorado Electrolitico FisicoquimicaGiovanni GuevaraAinda não há avaliações
- 2017 - Recuperación Electrolítica Del Cromo IIIDocumento66 páginas2017 - Recuperación Electrolítica Del Cromo IIIViktor SalazarAinda não há avaliações
- Análisis de Hierro en Un MineralDocumento18 páginasAnálisis de Hierro en Un MineralYonmaycol Adrian Loza Lluque100% (1)
- MUFLADocumento3 páginasMUFLAManuel Danilo100% (1)
- Calculo de Platos Metodo GraficoDocumento3 páginasCalculo de Platos Metodo Graficomariach17Ainda não há avaliações
- Mch-pr-14 Determinacion de Zinc en Concentrado de Zinc Por Volumetria Metodo ADocumento28 páginasMch-pr-14 Determinacion de Zinc en Concentrado de Zinc Por Volumetria Metodo AcarlosdiazmozoAinda não há avaliações
- Produccion de Acido NitricoDocumento11 páginasProduccion de Acido NitricoJ Flores MamaniAinda não há avaliações
- Derivados Del NitrógenoDocumento9 páginasDerivados Del NitrógenoAnnieAinda não há avaliações
- PET-MAL-LA-01-21 Analisis de Concentrado de ZincDocumento3 páginasPET-MAL-LA-01-21 Analisis de Concentrado de ZincEduardo L. CarrascoAinda não há avaliações
- Practica 4 Electroquimica PDFDocumento33 páginasPractica 4 Electroquimica PDFCarlos Arturo BarretoAinda não há avaliações
- Trabajos de PavonadoDocumento6 páginasTrabajos de PavonadobenjamintaraganoAinda não há avaliações
- Planta HidrometalurgicaDocumento18 páginasPlanta HidrometalurgicaElvis SaAinda não há avaliações
- Procesos de Tintura y Acabados de Telas IndustrialesDocumento4 páginasProcesos de Tintura y Acabados de Telas IndustrialesjulioAinda não há avaliações
- Tratamiento de Efluentes Líquidos de La Industria de Curtido PDFDocumento12 páginasTratamiento de Efluentes Líquidos de La Industria de Curtido PDFJose StefaniaAinda não há avaliações
- Volumetria ZN - VHDocumento7 páginasVolumetria ZN - VHjesica31Ainda não há avaliações
- Procedimiento de Soldaduras SanitariasDocumento6 páginasProcedimiento de Soldaduras SanitariasAdrianEstrada100% (1)
- Determinacion de Fe Total Por Volumetria RedoxDocumento18 páginasDeterminacion de Fe Total Por Volumetria RedoxjavierAinda não há avaliações
- Procesos UnitariosDocumento9 páginasProcesos UnitariosANGIE ARLETTE HIDALGO APAZAAinda não há avaliações
- Info 1 Relave (Densidad-Granulometría)Documento3 páginasInfo 1 Relave (Densidad-Granulometría)rocket777Ainda não há avaliações
- Lab 6 Sal Comun Determinacion Del Contenido de CalcioDocumento9 páginasLab 6 Sal Comun Determinacion Del Contenido de CalcioGabriel RiosAinda não há avaliações
- Determinacion Analtica Del OroDocumento35 páginasDeterminacion Analtica Del Oroluiysi100% (1)
- Electrolisis ElectrometalurgiaDocumento8 páginasElectrolisis ElectrometalurgiaNandher Condori GuerreroAinda não há avaliações
- Práctica 2. GalvanoplastiaDocumento13 páginasPráctica 2. GalvanoplastiaMaria Fernanda Callejas ArriagaAinda não há avaliações
- NiqueladoDocumento11 páginasNiqueladoVerónica HerreraAinda não há avaliações
- Práctica NiqueladoDocumento4 páginasPráctica NiqueladoVictorACanovasAinda não há avaliações
- Lista de Verificacion SigDocumento7 páginasLista de Verificacion SigJose Rodriguez Romo0% (1)
- Pasos Del IpercDocumento101 páginasPasos Del IpercJose Rodriguez RomoAinda não há avaliações
- Caja ChinaDocumento5 páginasCaja ChinaJose Rodriguez RomoAinda não há avaliações
- Sindrome Del Ordenador - OftalmologíaDocumento3 páginasSindrome Del Ordenador - OftalmologíaJose Rodriguez RomoAinda não há avaliações
- Chancadora Cónica Funvesa 3Documento7 páginasChancadora Cónica Funvesa 3Jose Rodriguez RomoAinda não há avaliações
- RCT TARIFA 2021 v5Documento54 páginasRCT TARIFA 2021 v5VEMATELAinda não há avaliações
- Aminoacidos en La Harina de PescadoDocumento8 páginasAminoacidos en La Harina de PescadoFernando Victor Quineche LinoAinda não há avaliações
- Practica 4 Obtencion de Anilina - Equipo1 - AlfredoDocumento15 páginasPractica 4 Obtencion de Anilina - Equipo1 - AlfredoAlfredo TlapaleAinda não há avaliações
- Soluciones QuimicasDocumento9 páginasSoluciones QuimicasAndrea MedinaAinda não há avaliações
- Recubrimientos ElectroliticosDocumento11 páginasRecubrimientos Electroliticosahsim100% (1)
- Tabajo Autonomo #3Documento6 páginasTabajo Autonomo #3totto0% (1)
- 1.3 Ptap Chimborazo PDFDocumento171 páginas1.3 Ptap Chimborazo PDFCoordinador de Proyectos AquabioingAinda não há avaliações
- Adiret-100 Hoja Tecnica PDFDocumento1 páginaAdiret-100 Hoja Tecnica PDFnislonAinda não há avaliações
- Obtención de AcrilamidaDocumento14 páginasObtención de AcrilamidaCamila MontesinosAinda não há avaliações
- Constitución de Los SuelosDocumento7 páginasConstitución de Los SuelosCarlos GonzalezAinda não há avaliações
- Practica Tintes NaturalesDocumento7 páginasPractica Tintes NaturalesPepin Tre TreAinda não há avaliações
- Bomba Bosch EDC VP44 ElectrónicaDocumento5 páginasBomba Bosch EDC VP44 ElectrónicaCarlos Garcia Rodriguez100% (2)
- Organizacion de MedicamentosDocumento31 páginasOrganizacion de MedicamentosBertaAinda não há avaliações
- Cuestionario 1Documento2 páginasCuestionario 1Iraiz VelazquezAinda não há avaliações
- Fisiología Animal y VegetalDocumento4 páginasFisiología Animal y Vegetalgaby 777Ainda não há avaliações
- Introducción Diseño Moldes FundiciónDocumento4 páginasIntroducción Diseño Moldes FundiciónzarasettAinda não há avaliações
- Reseña Histórica Del ATOMODocumento8 páginasReseña Histórica Del ATOMODangelo GilAinda não há avaliações
- Et 048 Pemex 2019Documento8 páginasEt 048 Pemex 2019Miguel OrnelasAinda não há avaliações
- Villambrosa, Maria LuzDocumento59 páginasVillambrosa, Maria LuzJorge BarriosAinda não há avaliações
- Síntesis Industrial de EDTADocumento4 páginasSíntesis Industrial de EDTAJavier Camilo HurtadoAinda não há avaliações
- 76-1052-00 - UC-300 A UC - 020 FAN COIL BAJA SILUETA PDFDocumento32 páginas76-1052-00 - UC-300 A UC - 020 FAN COIL BAJA SILUETA PDFkevlizt100% (1)
- Capítulo 4 - Diseño de La Lechada de Cemento y Operaciones de Cementación de PozosDocumento14 páginasCapítulo 4 - Diseño de La Lechada de Cemento y Operaciones de Cementación de PozosAxel Ocaranza Acosta100% (1)
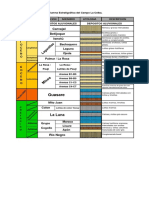
- Columna Estratigrafica de La CeibaDocumento1 páginaColumna Estratigrafica de La Ceibaciremorantes100% (1)
- TurquesaDocumento10 páginasTurquesaJorigami KirigamiAinda não há avaliações
- Doble Capa Electroquimica TeoriasDocumento7 páginasDoble Capa Electroquimica TeoriasMiguel Jiménez Flores100% (1)
- Ficha Técnica Viniltex-Acriltex - 0Documento4 páginasFicha Técnica Viniltex-Acriltex - 0Jose Miguel Castro R.Ainda não há avaliações
- Cartilla 8Documento5 páginasCartilla 8Diego Monroy OrtizAinda não há avaliações
- Baños de Crema Caseros para El CabelloDocumento2 páginasBaños de Crema Caseros para El Cabelloheidi5abbott8Ainda não há avaliações
- Analisis de Aceites Mediante La Prueba de La GotaDocumento5 páginasAnalisis de Aceites Mediante La Prueba de La GotaPatrikGustavoBustosPortilloAinda não há avaliações
- Mapa Conceptual Del Flúor 2.0Documento3 páginasMapa Conceptual Del Flúor 2.0Mel Pérez Borges100% (1)