Você também pode gostar
- KHT Breech LockDocumento8 páginasKHT Breech Locksumantra1976100% (1)
- NIT - FinalDocumento11 páginasNIT - Finalktjayakumar3878Ainda não há avaliações
- Preventing Coil Tubing CorrosionDocumento6 páginasPreventing Coil Tubing Corrosionktjayakumar3878Ainda não há avaliações
- Composite SnapthroughDocumento18 páginasComposite Snapthroughktjayakumar3878Ainda não há avaliações
- Stiffness Coefficients For Nozzles in API 650 Tanks PDFDocumento8 páginasStiffness Coefficients For Nozzles in API 650 Tanks PDFvijay10484100% (1)
- Hastelloy B-3 Alloy PDFDocumento14 páginasHastelloy B-3 Alloy PDFiarzuamAinda não há avaliações
- PDSDocumento8 páginasPDSktjayakumar3878Ainda não há avaliações
- Nozzles-On External Loads and Internal PressureDocumento18 páginasNozzles-On External Loads and Internal PressureFelipeAinda não há avaliações
- Sealing and Isolating Gaskets Flange Isolation Kits Isolation Sleeves and Washers Specifications and Ordering GuideDocumento12 páginasSealing and Isolating Gaskets Flange Isolation Kits Isolation Sleeves and Washers Specifications and Ordering Guidektjayakumar3878Ainda não há avaliações
- Validation of Standard K-E ModelDocumento5 páginasValidation of Standard K-E Modelktjayakumar3878Ainda não há avaliações
- Load Capacity Limits For Flanged NozzleDocumento6 páginasLoad Capacity Limits For Flanged Nozzlektjayakumar3878100% (1)
- Who Shape Local ClimateDocumento23 páginasWho Shape Local Climatektjayakumar3878Ainda não há avaliações
- CFD Diffuser Gas Power PumpDocumento7 páginasCFD Diffuser Gas Power Pumpktjayakumar3878Ainda não há avaliações
- SS Offshore Industry - HSE BookDocumento8 páginasSS Offshore Industry - HSE Bookktjayakumar3878Ainda não há avaliações
- Stainless Steels PerformanceDocumento40 páginasStainless Steels PerformanceWalid Fattah100% (1)
- Arora 2D ModelDocumento15 páginasArora 2D Modelktjayakumar3878Ainda não há avaliações
- Mini Project - MECHDocumento19 páginasMini Project - MECHmahendiran123Ainda não há avaliações
- Tube Erosion PDFDocumento9 páginasTube Erosion PDFktjayakumar3878Ainda não há avaliações
- Hydrogen EmbrittlementDocumento12 páginasHydrogen EmbrittlementRahul BetgeriAinda não há avaliações
- HIC On Pipeline SteelDocumento9 páginasHIC On Pipeline Steelktjayakumar3878Ainda não há avaliações
- PDSDocumento15 páginasPDSSya FiqahAinda não há avaliações
- 2014 Final Emissions Statistics ReleaseDocumento35 páginas2014 Final Emissions Statistics Releasektjayakumar3878Ainda não há avaliações
- Product Design Specification Portable Wi PDFDocumento9 páginasProduct Design Specification Portable Wi PDFktjayakumar3878Ainda não há avaliações
- SS Offshore Industry - HSE BookDocumento8 páginasSS Offshore Industry - HSE Bookktjayakumar3878Ainda não há avaliações
- Part 2 Pressure Vessel DesignDocumento281 páginasPart 2 Pressure Vessel DesignRafeek ShaikhAinda não há avaliações
- Chapter8 Buckling PDFDocumento8 páginasChapter8 Buckling PDFdroessaert_stijnAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Heat Treatment For 16 MNCR Material: Harichand, Krishan Kumar and S.K. JhaDocumento5 páginasHeat Treatment For 16 MNCR Material: Harichand, Krishan Kumar and S.K. JhaMurali KrishnaAinda não há avaliações
- Mec 208 Material ScienceDocumento6 páginasMec 208 Material SciencePiyush AroraAinda não há avaliações
- Ansi 1040Documento6 páginasAnsi 1040André Luiz NogueiraAinda não há avaliações
- HMT PDFDocumento34 páginasHMT PDFanand003Ainda não há avaliações
- En 24Documento1 páginaEn 24V. A. TripathiAinda não há avaliações
- Design of Machine Elements (DOME) MENG 375: Instructor Dr. Riaz MuhammadDocumento61 páginasDesign of Machine Elements (DOME) MENG 375: Instructor Dr. Riaz MuhammadLoay MohammedAinda não há avaliações
- Astm A 623 - 08 Tin Mill Products-General RequirementsDocumento38 páginasAstm A 623 - 08 Tin Mill Products-General Requirementsjose_ruben_64Ainda não há avaliações
- Asme Sa 213 Grade t92 TubesDocumento1 páginaAsme Sa 213 Grade t92 TubesFerroPipEAinda não há avaliações
- A877A877M-10e1 Standard Specification For Steel Wire, Chromium-Silicon Alloy, Chrome - Silicon-Vanadium Alloy Valve Spring QualityDocumento5 páginasA877A877M-10e1 Standard Specification For Steel Wire, Chromium-Silicon Alloy, Chrome - Silicon-Vanadium Alloy Valve Spring Qualitytjt4779Ainda não há avaliações
- Tensile TestingDocumento3 páginasTensile TestingLegendaryN100% (1)
- Naberthern CatalogueDocumento52 páginasNaberthern CatalogueMarcoAinda não há avaliações
- S275JRDocumento1 páginaS275JRShahzad QamarAinda não há avaliações
- Incoloy 800Documento2 páginasIncoloy 800shashi_uit100% (1)
- OriginalDocumento119 páginasOriginalSarnabGuhaAinda não há avaliações
- Astm b152 1997Documento12 páginasAstm b152 1997Jose Carlos Vaz CarneiroAinda não há avaliações
- COMET 2018 Presentation - S K ShuklaDocumento22 páginasCOMET 2018 Presentation - S K ShuklaskshuklaAinda não há avaliações
- EN26Documento3 páginasEN26Moldoveanu TeodorAinda não há avaliações
- Stainless Steels For Design EngineersDocumento301 páginasStainless Steels For Design Engineersbookseekr67% (6)
- B 19 95 PDFDocumento5 páginasB 19 95 PDFluis_may22Ainda não há avaliações
- Asme-803 Specification For Welded Ferritic Stainless Steel Feedwater Heater TubesDocumento10 páginasAsme-803 Specification For Welded Ferritic Stainless Steel Feedwater Heater Tubeslucecita1902Ainda não há avaliações
- Lec 1 Manufacturing Processes HAFDocumento11 páginasLec 1 Manufacturing Processes HAFZaky MuzaffarAinda não há avaliações
- IntegralDocumento4 páginasIntegralprasenjitsayantanAinda não há avaliações
- S690QL1 - 1Documento2 páginasS690QL1 - 1KvvPrasadAinda não há avaliações
- Hot Forming/Bending: Material BS 806 ANSI B 31.1 DIN 17175 MannessmanDocumento3 páginasHot Forming/Bending: Material BS 806 ANSI B 31.1 DIN 17175 Mannessmandnageshm4n244Ainda não há avaliações
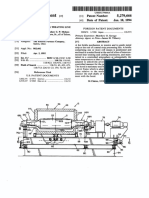
- 52 U.S.C. ... 7 Same Temperature As That of The Strip. The Roll Means AreDocumento21 páginas52 U.S.C. ... 7 Same Temperature As That of The Strip. The Roll Means AreThai VoAinda não há avaliações
- Duplex Stainless Steel 2507-Spec-SheetDocumento2 páginasDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananAinda não há avaliações
- In Service Embrittlement of Cast 20Cr32N PDFDocumento8 páginasIn Service Embrittlement of Cast 20Cr32N PDFabidhussain470Ainda não há avaliações
- Unit 2: Heat Treatment ProcessesDocumento53 páginasUnit 2: Heat Treatment ProcessesAmit KumarAinda não há avaliações
- Iti Fitter Multiple Choice Questions Heat Treatment Chapter For Iti Job, Iti Fitter Job, Iti Fitter Govt JobDocumento7 páginasIti Fitter Multiple Choice Questions Heat Treatment Chapter For Iti Job, Iti Fitter Job, Iti Fitter Govt JobJeromeAinda não há avaliações
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10084Documento2 páginasEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10084farshid KarpasandAinda não há avaliações