Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Flow Computer Printer: To EhkDocumento1 páginaFlow Computer Printer: To Ehkarifin rizalAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Astm Sa 234 PDFDocumento11 páginasAstm Sa 234 PDFarifin rizalAinda não há avaliações
- HDD Kalimas RiverDocumento14 páginasHDD Kalimas Riverarifin rizalAinda não há avaliações
- Astm e 562 DSSDocumento7 páginasAstm e 562 DSSarifin rizal100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Astm Sa 516Documento4 páginasAstm Sa 516arifin rizalAinda não há avaliações
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocumento5 páginasForged Carbon and Alloy Steel Flanges For Low-Temperature Servicegaso99Ainda não há avaliações
- Daftar Sop Departemen O&M Operasi Checklist MaintenanceDocumento2 páginasDaftar Sop Departemen O&M Operasi Checklist Maintenancearifin rizalAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- ASTM B 251 Cu and Cu Alloy TubeDocumento8 páginasASTM B 251 Cu and Cu Alloy Tubearifin rizalAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Astm A 928 Dss Pipe EfwDocumento6 páginasAstm A 928 Dss Pipe Efwarifin rizalAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Astm B 865Documento6 páginasAstm B 865arifin rizalAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Astm Sa 193Documento18 páginasAstm Sa 193arifin rizalAinda não há avaliações
- Astm D 2846-D 2846M (CPVC)Documento11 páginasAstm D 2846-D 2846M (CPVC)arifin rizal100% (2)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Calculation of PumpDocumento19 páginasCalculation of Pumparifin rizal100% (1)
- Rubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForDocumento5 páginasRubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods Forarifin rizalAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Piping Fittings CalculatorDocumento12 páginasPiping Fittings Calculatorarifin rizalAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
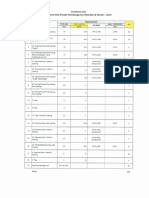
- Jalur Pipa Gas Tambun - Tegal Gede 8 Inch X 35 KM Kurva S Pekerjaan Pemasangan Sistem Proteksi KatodikDocumento2 páginasJalur Pipa Gas Tambun - Tegal Gede 8 Inch X 35 KM Kurva S Pekerjaan Pemasangan Sistem Proteksi Katodikarifin rizalAinda não há avaliações
- Astm A6Documento63 páginasAstm A6arifin rizalAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Total Sisa PipaDocumento1 páginaTotal Sisa Pipaarifin rizalAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Pemanfaatan LNG Sebagai Sumber Energi Di IndonesiaDocumento7 páginasPemanfaatan LNG Sebagai Sumber Energi Di IndonesiaSyarif MuhammadAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Specification For Hot-Rolled Structural Steel Sections: Kenya StandardDocumento28 páginasSpecification For Hot-Rolled Structural Steel Sections: Kenya StandardKalpeshAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- محاضرات تحليل انشائي الخزاناتDocumento50 páginasمحاضرات تحليل انشائي الخزاناتdadhouAinda não há avaliações
- Ahi Evran Sunum enDocumento26 páginasAhi Evran Sunum endenizakbayAinda não há avaliações
- Design of Bearing Bolts Subjected To Eccentric Loading Causing Moment in The Plane Perpendicular To The Plane of Group of BoltsDocumento8 páginasDesign of Bearing Bolts Subjected To Eccentric Loading Causing Moment in The Plane Perpendicular To The Plane of Group of BoltsKathleen RossAinda não há avaliações
- Fiber Composites6Documento61 páginasFiber Composites6NounaAinda não há avaliações
- Sika PDS E Sika - 101aDocumento2 páginasSika PDS E Sika - 101alwin_oo2435Ainda não há avaliações
- Design BriefDocumento216 páginasDesign BriefGia Vinh Bui TranAinda não há avaliações
- Evaluate Stresses From Ansys Caesar II or Any Other Program For Fatigue - High TempDocumento4 páginasEvaluate Stresses From Ansys Caesar II or Any Other Program For Fatigue - High TempEsapermana RiyanAinda não há avaliações
- l10752 4000 Series Cement Plant Elevator Chain BrochureDocumento4 páginasl10752 4000 Series Cement Plant Elevator Chain BrochureUrip S. SetyadjiAinda não há avaliações
- Prestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 13Documento76 páginasPrestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 13Carlos Alberto Pacheco SierraAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Imperfection Analysis On The Patch Loading Resistance of Girders With OpenDocumento11 páginasImperfection Analysis On The Patch Loading Resistance of Girders With OpenKariim DiíbAinda não há avaliações
- Luran S 797se: Acrylonitrile Styrene Acrylate (ASA)Documento3 páginasLuran S 797se: Acrylonitrile Styrene Acrylate (ASA)bobAinda não há avaliações
- PLAXIS 2D CE V20.00 Tutorial Lesson 08Documento19 páginasPLAXIS 2D CE V20.00 Tutorial Lesson 08Safwat El RoubyAinda não há avaliações
- Lee Jun Hong FYP2 ReportDocumento65 páginasLee Jun Hong FYP2 Report伍家宏Ainda não há avaliações
- Boundary WallsDocumento39 páginasBoundary WallsvengadAinda não há avaliações
- ISIS EC Module 2Documento27 páginasISIS EC Module 2Ibrahim AdelAinda não há avaliações
- Mechanical Properties 301015Documento47 páginasMechanical Properties 301015Eugene Daga-angAinda não há avaliações
- Jubin MOTAMEDDocumento522 páginasJubin MOTAMEDMaurício Ferreira100% (1)
- Pushover Analysis Using ETABS and SAP2000Documento194 páginasPushover Analysis Using ETABS and SAP2000apirakq86% (22)
- Ac 133Documento7 páginasAc 133thirumalaichettiar100% (2)
- Machine Tool Structures PDFDocumento10 páginasMachine Tool Structures PDFMohan Nanjan S50% (2)
- EI ServicesDocumento2 páginasEI ServicesAnonymous P8Bt46mk5IAinda não há avaliações
- AWD D1.8 Seismic Supplement - 2Documento4 páginasAWD D1.8 Seismic Supplement - 2mrezaiAinda não há avaliações
- Ductile Iron ValvesDocumento44 páginasDuctile Iron ValvesCattleya MalaikaAinda não há avaliações
- Title: Properties of Steel Self Learning Assessment (Problem Set)Documento14 páginasTitle: Properties of Steel Self Learning Assessment (Problem Set)Migaea AndresAinda não há avaliações
- Fiberhome Technologies: Cfoa-Sm-As300-S-24 NRDocumento6 páginasFiberhome Technologies: Cfoa-Sm-As300-S-24 NRriltomaraquinoAinda não há avaliações
- Project On Partial Replacement of Cement With Marble PowderDocumento8 páginasProject On Partial Replacement of Cement With Marble PowderYu Paing HanAinda não há avaliações
- Steel Cable Creates Novel Structural Space SystemsDocumento11 páginasSteel Cable Creates Novel Structural Space Systemsuhu_plus6482Ainda não há avaliações
- Spring Dowel SpiralDocumento24 páginasSpring Dowel SpiraldineshkshirsagarAinda não há avaliações
- A Place of My Own: The Architecture of DaydreamsNo EverandA Place of My Own: The Architecture of DaydreamsNota: 4 de 5 estrelas4/5 (242)