Você também pode gostar
- Tabla de RuidosDocumento1 páginaTabla de RuidosJuan Carlos Meza MolinaAinda não há avaliações
- Programa Mantencion Maquinaria 2013-2014Documento10 páginasPrograma Mantencion Maquinaria 2013-2014Arthur J. SullivanAinda não há avaliações
- "Proyecto "Templo-Antofagasta".: Diserva LtdaDocumento21 páginas"Proyecto "Templo-Antofagasta".: Diserva LtdaYisleim FuentesAinda não há avaliações
- CBG-PO-03-Traslado y Operacion de Alza HombreJHHGJHDocumento14 páginasCBG-PO-03-Traslado y Operacion de Alza HombreJHHGJHkatamiranda14Ainda não há avaliações
- Mecanico de BicicletaDocumento20 páginasMecanico de BicicletaLeonardo EscuderoAinda não há avaliações
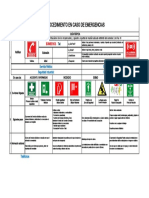
- Procedimiento en Caso de EmergenciasDocumento1 páginaProcedimiento en Caso de EmergenciasPABSA LOPEZ BENITEZAinda não há avaliações
- Programa Sso RBD HermanosDocumento18 páginasPrograma Sso RBD HermanosYan RiveraAinda não há avaliações
- Procedimiento de Trabajo Seguro Mantencion de Equipos de ClimatizacionDocumento14 páginasProcedimiento de Trabajo Seguro Mantencion de Equipos de ClimatizacionklisseteAinda não há avaliações
- Propuesta de Plan de Mantenimiento PreventivoDocumento18 páginasPropuesta de Plan de Mantenimiento PreventivoMary DTAinda não há avaliações
- Importancia y Riesgos Del Amoniaco Como RefrigeranteDocumento5 páginasImportancia y Riesgos Del Amoniaco Como RefrigeranteGary Hans Aüe AnteloAinda não há avaliações
- Presentacion Circular 3335 FerrovialDocumento8 páginasPresentacion Circular 3335 FerrovialAdan ArrañoAinda não há avaliações
- Anexo N 2 Autoevaluación Inicial de Cumplimiento de Aspectos LegalesDocumento12 páginasAnexo N 2 Autoevaluación Inicial de Cumplimiento de Aspectos LegalesComunidad Doña JavieraAinda não há avaliações
- Check List Arnes de Seguridad 2021Documento1 páginaCheck List Arnes de Seguridad 2021luzmira urzuaAinda não há avaliações
- Tr1 Tegnologia de Procesos 222Documento21 páginasTr1 Tegnologia de Procesos 222Cesy Kent MirandaAinda não há avaliações
- U.D. 6 Mantenimiento Preventivo y CorrectivoDocumento82 páginasU.D. 6 Mantenimiento Preventivo y Correctivobladimir19432080Ainda não há avaliações
- Documentos RESSODocumento5 páginasDocumentos RESSODaniel Figueroa DelfinoAinda não há avaliações
- Requisitos Sistema de Refrigeración Con AmoníacoDocumento4 páginasRequisitos Sistema de Refrigeración Con AmoníacoRubén AlarcónAinda não há avaliações
- Lista de Chequeo para La Revisión de Las Vías de Evacuación Según OGUCDocumento2 páginasLista de Chequeo para La Revisión de Las Vías de Evacuación Según OGUCYeye Bañarez VilchesAinda não há avaliações
- Checklist de Limpieza de BañosDocumento2 páginasChecklist de Limpieza de BañosMario Mora TorresAinda não há avaliações
- Posturas ForzadasDocumento2 páginasPosturas ForzadasJL PereiraAinda não há avaliações
- Capacitacion - Uso, Manejo y Cuidado de Los Epp - I Gad SalcedoDocumento19 páginasCapacitacion - Uso, Manejo y Cuidado de Los Epp - I Gad SalcedoDavid ZptAinda não há avaliações
- Apoyo LinierosDocumento591 páginasApoyo Linierosjosue sotoAinda não há avaliações
- Procedimeinto de IperDocumento7 páginasProcedimeinto de IperAbrilAinda não há avaliações
- Programa de Seguridad y Salud en El Trabajo PDFDocumento15 páginasPrograma de Seguridad y Salud en El Trabajo PDFDaniel CaballeroAinda não há avaliações
- Manual Básico de Prevención de Riesgos en MantenimientoDocumento38 páginasManual Básico de Prevención de Riesgos en MantenimientoPerico ZambranoAinda não há avaliações
- ACS ConducciónDocumento3 páginasACS ConducciónMauricio Arturo Gaete GuerreroAinda não há avaliações
- Instrucciones de Operacion y MantenimientoDocumento40 páginasInstrucciones de Operacion y MantenimientoTin KalderonAinda não há avaliações
- Check List D.S.Documento12 páginasCheck List D.S.LeydiArellanoAinda não há avaliações
- Plan Anual de Seguridad y Salud en El Trabajo - SiriusDocumento14 páginasPlan Anual de Seguridad y Salud en El Trabajo - Siriusjavier carrascoAinda não há avaliações
- Elementos de Proteccion PersonalDocumento41 páginasElementos de Proteccion PersonalEdwin Leandro CeleitaAinda não há avaliações
- PT Uso de Retro ExcavadoraDocumento18 páginasPT Uso de Retro Excavadorajorge ceballosAinda não há avaliações
- Reporte de Inspecciones Hse - 004 - Abb - 2020Documento11 páginasReporte de Inspecciones Hse - 004 - Abb - 2020JhonAinda não há avaliações
- MSPC Sgi Prog 013 Programa de MantenimientoDocumento8 páginasMSPC Sgi Prog 013 Programa de MantenimientoINGENEGREANUAinda não há avaliações
- Plan de Emergencia en Explotaciones MinerasDocumento10 páginasPlan de Emergencia en Explotaciones MinerasBenk Dong KiAinda não há avaliações
- Deforestacion y Acond. de Pica ManualDocumento7 páginasDeforestacion y Acond. de Pica ManualAnonymous qA8mRKAinda não há avaliações
- Manual de Instalacion y Mantenimiento de Extractores y Axiales Soler and Palau VentDepot MXDocumento22 páginasManual de Instalacion y Mantenimiento de Extractores y Axiales Soler and Palau VentDepot MXEnrique Sáenz VeràsteguiAinda não há avaliações
- Procedimento P-A. ClarinesDocumento31 páginasProcedimento P-A. Clarinesoswaldo padrino100% (1)
- Plantilla - Plan de Mantenimiento y OTDocumento3 páginasPlantilla - Plan de Mantenimiento y OTEmelda C Lopez SevillanoAinda não há avaliações
- Examen de Seguridad NormativaDocumento4 páginasExamen de Seguridad NormativaPercy LimaAinda não há avaliações
- PT-ST-MI-031 Procedimiento Carga y Descarda de Sider MEL R-02Documento18 páginasPT-ST-MI-031 Procedimiento Carga y Descarda de Sider MEL R-02Slavica EterovicAinda não há avaliações
- TMERTDocumento8 páginasTMERTDanny CalixtoAinda não há avaliações
- Resumen Tareas de MantenimientoDocumento17 páginasResumen Tareas de MantenimientoHerlinton Arevalo SantanaAinda não há avaliações
- Formato de ART Izamiento de CargaDocumento9 páginasFormato de ART Izamiento de CargaMARY LOPEZAinda não há avaliações
- Programa SSTDocumento118 páginasPrograma SSTConstanza Figueroa0% (1)
- Exposición de Taller de Mantenimiento FinalDocumento22 páginasExposición de Taller de Mantenimiento FinalMaicol MejiaAinda não há avaliações
- Procedimiento Trabajo Seguro Esmeril AngularDocumento10 páginasProcedimiento Trabajo Seguro Esmeril AngularPaula Bustamante TapiaAinda não há avaliações
- Odi Instalador SanitarioDocumento2 páginasOdi Instalador SanitarioKaro MontielAinda não há avaliações
- Registro Derecho A SaberDocumento3 páginasRegistro Derecho A SaberCristobal Brieva100% (1)
- PETARDocumento16 páginasPETARgiulianaAinda não há avaliações
- Check List Plataforma ElevadoraDocumento3 páginasCheck List Plataforma ElevadoraLuis Eduardo Martinez TovarAinda não há avaliações
- Cronograma Charlas Hse Noviembre 2013Documento1 páginaCronograma Charlas Hse Noviembre 2013York Soto HuaripataAinda não há avaliações
- CBG-PO-02-Maniobras de Izaje Camion PlumaDocumento19 páginasCBG-PO-02-Maniobras de Izaje Camion Plumakrozty23Ainda não há avaliações
- Hoja de Seguridad Del Material (MSDS) : Mezcla Mig 20, Mig 22, Mig 25, Mig 28Documento4 páginasHoja de Seguridad Del Material (MSDS) : Mezcla Mig 20, Mig 22, Mig 25, Mig 28Kenny RamirezAinda não há avaliações
- Programa Cargador Frontal 1Documento3 páginasPrograma Cargador Frontal 1MARIO DEL PINO MUÑOZAinda não há avaliações
- Desmontaje Compresor ClimaDocumento20 páginasDesmontaje Compresor ClimaPaco AH100% (2)
- Reglas Básicas de SST - Parte 1Documento1 páginaReglas Básicas de SST - Parte 1Anonymous bHGyFdXxAinda não há avaliações
- Temperatura Extrema Frío y Medidas de Seguridad en CavasDocumento44 páginasTemperatura Extrema Frío y Medidas de Seguridad en Cavaschayanne perezAinda não há avaliações
- Formulario de InspeccionDocumento1 páginaFormulario de InspeccionKatherine Casanova SotoAinda não há avaliações
- Mantenimiento de Equipo MineroDocumento10 páginasMantenimiento de Equipo MineroDianis Carolina Echavez RomeroAinda não há avaliações
- Gestion Definicion Del Mantenimiento IiDocumento44 páginasGestion Definicion Del Mantenimiento IiJhair SRAinda não há avaliações
- Expediente - Caminos UPeUDocumento80 páginasExpediente - Caminos UPeUFernando Ticona AvendañoAinda não há avaliações
- HIPERVENTILSCIONDocumento3 páginasHIPERVENTILSCIONmarianaAinda não há avaliações
- Radiología OdontológicaDocumento2 páginasRadiología Odontológicaorozco blackpool980% (1)
- Unidad de AprendizajeDocumento6 páginasUnidad de AprendizajeedwinAinda não há avaliações
- Mapa ConceptualDocumento2 páginasMapa ConceptualJhefry Othmad Manrique VasquezAinda não há avaliações
- Librofisica PDFDocumento123 páginasLibrofisica PDFYazzz GarciaLAinda não há avaliações
- CFE C0000-43 2001 Estudios Geotécnicos para Estructuras de Líneas de TransmisiónDocumento10 páginasCFE C0000-43 2001 Estudios Geotécnicos para Estructuras de Líneas de TransmisiónBárbara RodríguezAinda não há avaliações
- Tabla de Toxicidad de Los Reactivospractica 3Documento4 páginasTabla de Toxicidad de Los Reactivospractica 3Anonymous zxMdr0JAinda não há avaliações
- Mezclas GruesasDocumento5 páginasMezclas GruesasDaniela VanegasAinda não há avaliações
- Fundamentos de Termodinámica Técnica Primer Tomo - M. J. Moran & H. N. ShapiroDocumento305 páginasFundamentos de Termodinámica Técnica Primer Tomo - M. J. Moran & H. N. ShapirorogerAinda não há avaliações
- Trabajo 1 Zapatas y Losas de CimentacionDocumento18 páginasTrabajo 1 Zapatas y Losas de CimentacionFrancisco Javier VillegasAinda não há avaliações
- Marco TeoricoDocumento17 páginasMarco TeoricofarbicioAinda não há avaliações
- Diapositivas de EstequiometriaDocumento12 páginasDiapositivas de EstequiometriaTrinidad Sanchez AraujoAinda não há avaliações
- INF 2. Metodo KjeldahlDocumento3 páginasINF 2. Metodo KjeldahlGABRIELA ANDREA VELEZ CERONAinda não há avaliações
- Practica Diseño de Hormigon - Suelo CementoDocumento11 páginasPractica Diseño de Hormigon - Suelo CementoYener Rios Romero0% (1)
- SRCVDocumento50 páginasSRCVCarlosGordillo100% (1)
- Balanza de TorsionDocumento3 páginasBalanza de TorsionFelipe Ignacio Lobos Medina40% (5)
- 2 - Examen Diagnostico ResueltoDocumento8 páginas2 - Examen Diagnostico ResueltoEduardoHernandezAinda não há avaliações
- Materiales InteligentesDocumento4 páginasMateriales InteligentesElizabeth HernandezAinda não há avaliações
- Fenómenos de Transporte Iónico: Leyes de Fáraday y Celdas ElectroquímicasDocumento36 páginasFenómenos de Transporte Iónico: Leyes de Fáraday y Celdas ElectroquímicasMiranda MurilloAinda não há avaliações
- Hoja Membrete Comentarios8Documento14 páginasHoja Membrete Comentarios8Anonymous OkMaPUemAinda não há avaliações
- Presa de ArcoDocumento18 páginasPresa de ArcoMajo Jonas Miller100% (1)
- Integrales de SuperficieDocumento14 páginasIntegrales de SuperficieuleciaAinda não há avaliações
- Precipitacion de AminoacidosDocumento2 páginasPrecipitacion de AminoacidosCarlos Gomez PerezAinda não há avaliações
- Medición de Un Brazo de Palanca y Cálculo de La IncertidumbreDocumento4 páginasMedición de Un Brazo de Palanca y Cálculo de La Incertidumbresaul villarruel barraganAinda não há avaliações
- Ats y ComponentesDocumento3 páginasAts y ComponentesGustavo Fernando Condori AlejoAinda não há avaliações
- Capacidad Hidraulica de TuberiasDocumento7 páginasCapacidad Hidraulica de TuberiasWilliams Romero0% (1)
- Probabilidad UTFSMDocumento14 páginasProbabilidad UTFSMChristian Molina LichiockAinda não há avaliações
- Lab 13 Ens Vacío CCT No Mot3fDocumento3 páginasLab 13 Ens Vacío CCT No Mot3fJonathan LoayzaAinda não há avaliações