Você também pode gostar
- Workshop Exercise - Steam Distribution and UtilizationDocumento2 páginasWorkshop Exercise - Steam Distribution and UtilizationChang Chee HongAinda não há avaliações
- The Vocabulary Builder Workbook - Magoosh-1Documento502 páginasThe Vocabulary Builder Workbook - Magoosh-1Shubh Gandhi97% (67)
- 80 Moments That Shaped The WordDocumento40 páginas80 Moments That Shaped The WordHristina Cvetinčanin KneževićAinda não há avaliações
- Chemical Process ControlDocumento4 páginasChemical Process ControlCarolina SalcedoAinda não há avaliações
- An Analysis For The Works of Escher and Their Use in Art EducationDocumento7 páginasAn Analysis For The Works of Escher and Their Use in Art EducationCarolina SalcedoAinda não há avaliações
- (Liquid+liquid) Equilibria of Four Alcohol-Water Systems Containing 1,8-Cineole at T 298.15 K PDFDocumento8 páginas(Liquid+liquid) Equilibria of Four Alcohol-Water Systems Containing 1,8-Cineole at T 298.15 K PDFCarolina SalcedoAinda não há avaliações
- (Liquid+liquid) Equilibria of Four Alcohol-Water Systems Containing 1,8-Cineole at T 298.15 K PDFDocumento8 páginas(Liquid+liquid) Equilibria of Four Alcohol-Water Systems Containing 1,8-Cineole at T 298.15 K PDFCarolina SalcedoAinda não há avaliações
- Chemical Process ControlDocumento4 páginasChemical Process ControlCarolina SalcedoAinda não há avaliações
- BeesDocumento2 páginasBeesapi-237889078Ainda não há avaliações
- Chemistry Lesson PlanDocumento18 páginasChemistry Lesson PlanCarolina SalcedoAinda não há avaliações
- MatlabDocumento277 páginasMatlabFelipeapalexand100% (9)
- Verb TablesggDocumento2 páginasVerb TablesggCarolina SalcedoAinda não há avaliações
- 2014 BiancoCooperFournier HoneyBeeDocumento23 páginas2014 BiancoCooperFournier HoneyBeeCarolina SalcedoAinda não há avaliações
- TS 112 Process and Instrument DiagramsDocumento27 páginasTS 112 Process and Instrument DiagramsGeetha_jagadish30100% (1)
- 6 WU Classification El C MixturesDocumento2 páginas6 WU Classification El C MixturesCarolina SalcedoAinda não há avaliações
- Ulab Brochures Lead Acid Battery Recycling 1Documento2 páginasUlab Brochures Lead Acid Battery Recycling 1Carolina SalcedoAinda não há avaliações
- Cp1018 Boric Acid MsdsDocumento6 páginasCp1018 Boric Acid MsdsPanneer SelvamAinda não há avaliações
- Kasi Otis 2014Documento10 páginasKasi Otis 2014Carolina SalcedoAinda não há avaliações
- Hazardous Trade Examination Us Generated Spent Lead Acid Battery Exports and enDocumento84 páginasHazardous Trade Examination Us Generated Spent Lead Acid Battery Exports and enCarolina SalcedoAinda não há avaliações
- Puente Aranda 2010 A 2017Documento136 páginasPuente Aranda 2010 A 2017Carolina SalcedoAinda não há avaliações
- FAOSTAT Data 11-2-2017Documento2 páginasFAOSTAT Data 11-2-2017Carolina SalcedoAinda não há avaliações
- 1 s2.0 S1877343513000493 MainDocumento13 páginas1 s2.0 S1877343513000493 MainCarolina SalcedoAinda não há avaliações
- Heard 2016Documento9 páginasHeard 2016Carolina SalcedoAinda não há avaliações
- 245 Battery Recycling Defining The MarketDocumento33 páginas245 Battery Recycling Defining The MarketCarolina SalcedoAinda não há avaliações
- Usaquen 2010Documento1 páginaUsaquen 2010Carolina SalcedoAinda não há avaliações
- Picric acid safety data sheetDocumento6 páginasPicric acid safety data sheetTaufiq Nur RachmanAinda não há avaliações
- Benuszak2017 PDFDocumento16 páginasBenuszak2017 PDFCarolina SalcedoAinda não há avaliações
- Snchezbayo2016 PDFDocumento5 páginasSnchezbayo2016 PDFCarolina SalcedoAinda não há avaliações
- FAOSTAT Data 11-2-2017Documento2 páginasFAOSTAT Data 11-2-2017Carolina SalcedoAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- ASTM C139 Concrete Masonry Units For Construction of Catch Basins and ManholesDocumento2 páginasASTM C139 Concrete Masonry Units For Construction of Catch Basins and ManholesAmanda Ariesta ApriliaAinda não há avaliações
- Controlling Hazardous Fumes and Gases During WeldingDocumento2 páginasControlling Hazardous Fumes and Gases During WeldingMohd MustafhaAinda não há avaliações
- Chemistry Mock Test 12: ExamraceDocumento9 páginasChemistry Mock Test 12: ExamracepremkumarAinda não há avaliações
- Separating mixtures using chromatography and distillationDocumento5 páginasSeparating mixtures using chromatography and distillationFatema KhatunAinda não há avaliações
- Underhand Cut and Fill Mining As Practiced in Therr Deeo Hard Rock Mines in The Unired States PDFDocumento11 páginasUnderhand Cut and Fill Mining As Practiced in Therr Deeo Hard Rock Mines in The Unired States PDFwcamilo015Ainda não há avaliações
- Slide Gate System DevelopmentDocumento14 páginasSlide Gate System DevelopmentA.S.M. Mosayeb RafiAinda não há avaliações
- AASHTO Materials Standards by Standard NumberDocumento66 páginasAASHTO Materials Standards by Standard NumberJean PajueloAinda não há avaliações
- RCABC Roof Curb Pentrations and OpeningsDocumento13 páginasRCABC Roof Curb Pentrations and OpeningsdomcristiniAinda não há avaliações
- Class Test 1 Rate of Reaction For Edexcel A2 ChemistryDocumento7 páginasClass Test 1 Rate of Reaction For Edexcel A2 Chemistryjeffydaniel1972Ainda não há avaliações
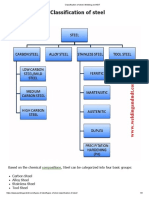
- Classification of Steel - Welding and NDTDocumento3 páginasClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Electron arrangement of element XDocumento12 páginasElectron arrangement of element XVictoria PetrusAinda não há avaliações
- Mechanical Properties of Metals Chapter SolutionsDocumento14 páginasMechanical Properties of Metals Chapter SolutionsJesse McClure100% (3)
- ADM Masonry M1Documento29 páginasADM Masonry M1DAREEN JOY VIAJEAinda não há avaliações
- Glass IndustryDocumento40 páginasGlass IndustrynAinda não há avaliações
- 03 Articol Babut S FinalDocumento6 páginas03 Articol Babut S FinalduncaemiliaAinda não há avaliações
- August Test Paper 1 Chemistry Form 6Documento16 páginasAugust Test Paper 1 Chemistry Form 6sharifahAinda não há avaliações
- Design and DetailingDocumento87 páginasDesign and DetailingFashmina MohamedAinda não há avaliações
- Karakterisasi Material PDFDocumento40 páginasKarakterisasi Material PDFmiftakhurAinda não há avaliações
- Quick Guides To The Evaluation of Ore BodiesDocumento13 páginasQuick Guides To The Evaluation of Ore BodiesDaniel Requejo100% (1)
- Vedanta - Vedanta Limited, Orissa, India, Smelter, Captive Power Plant (CPP), Mining, Corporate Social Responsibility (CSR), Kalahandi, Niyamgiri, Jharsuguda, Aluminium CompanyDocumento2 páginasVedanta - Vedanta Limited, Orissa, India, Smelter, Captive Power Plant (CPP), Mining, Corporate Social Responsibility (CSR), Kalahandi, Niyamgiri, Jharsuguda, Aluminium CompanySambhranta MishraAinda não há avaliações
- 2016 Specimen Paper 3 PDFDocumento16 páginas2016 Specimen Paper 3 PDFBrianChanAinda não há avaliações
- Chemical Formula Writing Worksheet SolutionsDocumento3 páginasChemical Formula Writing Worksheet SolutionsReid Pineda Creencia100% (1)
- Minerals of California 1952Documento50 páginasMinerals of California 1952golettoAinda não há avaliações
- Final Year Project - MM499Documento74 páginasFinal Year Project - MM499CHACHAGodsonAinda não há avaliações
- Specific Gravity Index For MineratDocumento15 páginasSpecific Gravity Index For Mineratrandhir.sinha1592Ainda não há avaliações
- Welding Level C Practice ExamDocumento0 páginaWelding Level C Practice ExamStarLink1100% (2)
- Silicon Compound Manufacturing (O'mara)Documento32 páginasSilicon Compound Manufacturing (O'mara)Arens Ong100% (1)
- Cope Web 11012013 r0Documento280 páginasCope Web 11012013 r0Iee XpAinda não há avaliações
- 11 Physics Chapter 10 Assignment 5Documento2 páginas11 Physics Chapter 10 Assignment 5nellai kumarAinda não há avaliações
- SCC of Ss in NAOHDocumento9 páginasSCC of Ss in NAOHKarna2504Ainda não há avaliações