Você também pode gostar
- COURT CLERK NoticeDocumento10 páginasCOURT CLERK NoticeED Curtis100% (3)
- Chemistry at Home - A Collection of Experiments and Formulas for the Chemistry EnthusiastNo EverandChemistry at Home - A Collection of Experiments and Formulas for the Chemistry EnthusiastAinda não há avaliações
- Angiomat Illumena MallinkrodtDocumento323 páginasAngiomat Illumena Mallinkrodtadrian70% (10)
- Synthesis of Tert-Butyl ChlorideDocumento4 páginasSynthesis of Tert-Butyl ChlorideJoel AtienzaAinda não há avaliações
- Sodium Hydroxide Production With A Calcium CarbonaDocumento7 páginasSodium Hydroxide Production With A Calcium CarbonaFebri SandiAinda não há avaliações
- 13 Ways The Coronavirus Pandemic Could Forever Change The Way We WorkDocumento20 páginas13 Ways The Coronavirus Pandemic Could Forever Change The Way We WorkAbidullahAinda não há avaliações
- Guillang Vs Bedania and SilvaDocumento2 páginasGuillang Vs Bedania and Silvajdg jdgAinda não há avaliações
- Belgian Overseas Chartering and Shipping NDocumento2 páginasBelgian Overseas Chartering and Shipping NMXKatAinda não há avaliações
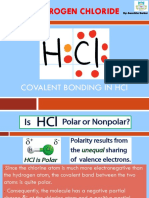
- Hydrogen Chloride: Covalent Bonding in HCLDocumento34 páginasHydrogen Chloride: Covalent Bonding in HCLSanchita SarkarAinda não há avaliações
- L8 Logistics ManagementDocumento41 páginasL8 Logistics ManagementShahmien SevenAinda não há avaliações
- Attachment 1726796111Documento4 páginasAttachment 1726796111Marius VillanuevaAinda não há avaliações
- Communication To Offer-ContractsDocumento20 páginasCommunication To Offer-ContractsAarif Mohammad BilgramiAinda não há avaliações
- Synthesis and Purification of Tert-Butyl Chloride Chem 31.1Documento4 páginasSynthesis and Purification of Tert-Butyl Chloride Chem 31.1John Christian LopezAinda não há avaliações
- HCLDocumento8 páginasHCLRahul MathurAinda não há avaliações
- Synthesis of Tert-Butyl Chloride Through Hydrochlorination of Tert-Butyl Alcohol and Purification Using DistillationDocumento9 páginasSynthesis of Tert-Butyl Chloride Through Hydrochlorination of Tert-Butyl Alcohol and Purification Using DistillationAnonymous GO6JVW9Wud100% (2)
- 3 - Process Flow Diagram Part II Vinyle Chloride ManufactureDocumento19 páginas3 - Process Flow Diagram Part II Vinyle Chloride ManufactureOmar Al-abadi100% (1)
- Episode 1Documento10 páginasEpisode 1ethel bacalso100% (1)
- Chlorobenzene - Methods 2520of 2520production PDFDocumento4 páginasChlorobenzene - Methods 2520of 2520production PDFmanoranjan singhAinda não há avaliações
- Chlorobenzenes From Benzene and ChlorineDocumento15 páginasChlorobenzenes From Benzene and ChlorineAram Nasih MuhammadAinda não há avaliações
- CLL703 - Report 02 - Group08 PDFDocumento2 páginasCLL703 - Report 02 - Group08 PDFakshayAinda não há avaliações
- TCCA - US3898222 - P - Process For Preparing Trichloroisocyanuric AcidDocumento3 páginasTCCA - US3898222 - P - Process For Preparing Trichloroisocyanuric AcidListya Eka AnggrainiAinda não há avaliações
- HCLDocumento8 páginasHCLlalit shakhaAinda não há avaliações
- Ahora-Si PatenteDocumento3 páginasAhora-Si PatentevictorAinda não há avaliações
- Experiment 9 - : Alkene Synthesis From Alcohol Preparation of Cyclohexene From CyclohexanolDocumento6 páginasExperiment 9 - : Alkene Synthesis From Alcohol Preparation of Cyclohexene From CyclohexanolSoo Hui Yan0% (2)
- Patent Benzil KloridaDocumento3 páginasPatent Benzil KloridaShochib Al FatihAinda não há avaliações
- Preparation and Purification of An Alkyl Halide: Kim Lennard C. GarbinDocumento3 páginasPreparation and Purification of An Alkyl Halide: Kim Lennard C. GarbinKimLennardCGarbinAinda não há avaliações
- United States Patent Office: Patented Sept. 5, 1950Documento2 páginasUnited States Patent Office: Patented Sept. 5, 1950ari factoryAinda não há avaliações
- US2758124 Continuous Hydrolisys of ArganohalogenosilanesDocumento5 páginasUS2758124 Continuous Hydrolisys of ArganohalogenosilanesBruna PlentzAinda não há avaliações
- Removal of Hydrogen Sulfide From A Carbon Dioxide Containing Gas MixtureDocumento4 páginasRemoval of Hydrogen Sulfide From A Carbon Dioxide Containing Gas MixtureIveth RomeroAinda não há avaliações
- United States PatentDocumento4 páginasUnited States Patentwiam wiamAinda não há avaliações
- Synthesis and Purification of Tert-Butyl Chloride: Performed 13 June 2019 Submitted 19 June 2019Documento5 páginasSynthesis and Purification of Tert-Butyl Chloride: Performed 13 June 2019 Submitted 19 June 2019Banana QAinda não há avaliações
- Bruson, H. A., (1945) Journal of The American Chemical Society, 67 (7), 1178-1180.Documento3 páginasBruson, H. A., (1945) Journal of The American Chemical Society, 67 (7), 1178-1180.manuel querolAinda não há avaliações
- United States Patent Office: Patented Jan. 23, 1973Documento2 páginasUnited States Patent Office: Patented Jan. 23, 1973Ahmad DawamAinda não há avaliações
- FR 1 (E6)Documento5 páginasFR 1 (E6)JR CastorAinda não há avaliações
- Us2901407 PDFDocumento4 páginasUs2901407 PDFMufita RamadhinaAinda não há avaliações
- Exp 3-Reduction of Cyclohexanone With Sodium BorohydrideDocumento11 páginasExp 3-Reduction of Cyclohexanone With Sodium Borohydrideakuserai100% (3)
- A Convenient Preparation of Volatile Acid ChloridesDocumento4 páginasA Convenient Preparation of Volatile Acid ChloridesScott SwartzAinda não há avaliações
- US4780303 PatensDocumento5 páginasUS4780303 PatensEby OkvaleyAinda não há avaliações
- Preparation and Purification of An Alkyl Halide: Althea P. Arnoco, Ivy Camille B. RadazaDocumento2 páginasPreparation and Purification of An Alkyl Halide: Althea P. Arnoco, Ivy Camille B. RadazaEXO SVTAinda não há avaliações
- Preparation and Purification of An Alkyl Halide FRDocumento6 páginasPreparation and Purification of An Alkyl Halide FRCamille GrefaldiaAinda não há avaliações
- HCLDocumento13 páginasHCLHussein AlkafajiAinda não há avaliações
- United States: Patent OfficeDocumento3 páginasUnited States: Patent OfficeIRIENE DELFITA TKIMAinda não há avaliações
- US3461163Documento3 páginasUS3461163SantiagoSossaUAinda não há avaliações
- SemicarbazideDocumento3 páginasSemicarbazideshenn0Ainda não há avaliações
- Exercise No 2. Lab Rep Organic ChemDocumento7 páginasExercise No 2. Lab Rep Organic ChemIrish LaudeAinda não há avaliações
- Preparation and Purification of An Alkyl HalideDocumento4 páginasPreparation and Purification of An Alkyl HalideDaphne MercadoAinda não há avaliações
- Launcelot: Massachusetts Health, Analysis, BostonDocumento6 páginasLauncelot: Massachusetts Health, Analysis, BostonMaxi GonzalezAinda não há avaliações
- HCL PDFDocumento5 páginasHCL PDFAHMEDAinda não há avaliações
- Proposal ChlorobenzeneDocumento12 páginasProposal ChlorobenzeneDavid Akomolafe100% (1)
- Anhydrous Hydrogen Chloride Gas From Hydrochloric Acid and CDocumento3 páginasAnhydrous Hydrogen Chloride Gas From Hydrochloric Acid and CbigriverflowsAinda não há avaliações
- Patente US2204113Documento2 páginasPatente US2204113onixexen100% (1)
- Assignment 1 Part 2Documento1 páginaAssignment 1 Part 2DeneshVijayAinda não há avaliações
- Chapter 3 Process DescriptionDocumento3 páginasChapter 3 Process Description123456Ainda não há avaliações
- Determination of Carbonate in Soda Ash by Titration With Hydrochloric AcidDocumento4 páginasDetermination of Carbonate in Soda Ash by Titration With Hydrochloric AcidHanna ShairaAinda não há avaliações
- +supersaturation ValuesDocumento5 páginas+supersaturation ValuesAhmad NaeemAinda não há avaliações
- Cyclohexanol and CyclohexanoneDocumento12 páginasCyclohexanol and Cyclohexanonetatiana alvarezAinda não há avaliações
- Removal of Chlorate and Hypochlorite From Electrolyte Cell BrineDocumento4 páginasRemoval of Chlorate and Hypochlorite From Electrolyte Cell BrineAnkit MistryAinda não há avaliações
- Formal Report For Synthesis of An Alkyl HalideDocumento5 páginasFormal Report For Synthesis of An Alkyl HalideLovelyn Marie Morada Nievales80% (5)
- Cacl2 Concntrating - 1 PDFDocumento2 páginasCacl2 Concntrating - 1 PDFvahidAinda não há avaliações
- Cellulose-Based and Citric Acid HydrogelDocumento16 páginasCellulose-Based and Citric Acid Hydrogelbetter.bambooAinda não há avaliações
- US1915354Documento6 páginasUS1915354Muhammad Akbar FahleviAinda não há avaliações
- Alcohols2halides hcl-zncl2Documento5 páginasAlcohols2halides hcl-zncl2mancivalAinda não há avaliações
- Absorption and DehydrationDocumento2 páginasAbsorption and Dehydrationemartey62Ainda não há avaliações
- Removing of CO2 From Atmosphere A Boon To The Future ClimateDocumento11 páginasRemoving of CO2 From Atmosphere A Boon To The Future ClimateS Bharadwaj ReddyAinda não há avaliações
- Patent 01Documento3 páginasPatent 01fatemeh afariAinda não há avaliações
- Lab Report C3Documento5 páginasLab Report C3SumayyahAinda não há avaliações
- Water Softening with Potassium Chloride: Process, Health, and Environmental BenefitsNo EverandWater Softening with Potassium Chloride: Process, Health, and Environmental BenefitsAinda não há avaliações
- CTA Case Digests - 07.23.2021Documento5 páginasCTA Case Digests - 07.23.2021Emrico CabahugAinda não há avaliações
- 4-Sided Planer & Moulder Operation Manual: For Spares and Service ContactDocumento48 páginas4-Sided Planer & Moulder Operation Manual: For Spares and Service ContactAlfred TsuiAinda não há avaliações
- 24 Antiseizure DrugsDocumento71 páginas24 Antiseizure DrugsThea MallariAinda não há avaliações
- 201805graphene PDFDocumento204 páginas201805graphene PDFMohammad RezkyAinda não há avaliações
- Hr-Analytics (Case Study)Documento3 páginasHr-Analytics (Case Study)Jeeshan IdrisiAinda não há avaliações
- Boat, Time Speed and DistanceDocumento5 páginasBoat, Time Speed and DistanceAnmol AswalAinda não há avaliações
- JPCC PDFDocumento86 páginasJPCC PDFvenkatakrishna1nukalAinda não há avaliações
- Community Support For IYCF As of 22 SeptDocumento57 páginasCommunity Support For IYCF As of 22 SeptMJ ArcillaAinda não há avaliações
- ECEN 160 Final Project Logisim Instrs and DecoderDocumento2 páginasECEN 160 Final Project Logisim Instrs and DecoderEvandro Fernandes LedemaAinda não há avaliações
- ''Adhibeo'' in LatinDocumento5 páginas''Adhibeo'' in LatinThriw100% (1)
- The Ganga Pollution Cases: Mehta I (M.C. Mehta v. Union of India, (1987) 4 SCC 463)Documento4 páginasThe Ganga Pollution Cases: Mehta I (M.C. Mehta v. Union of India, (1987) 4 SCC 463)SrivastavaAinda não há avaliações
- Unified HACKTBDocumento15 páginasUnified HACKTBKali PentesterAinda não há avaliações
- December + Yearly ReviewDocumento2 páginasDecember + Yearly ReviewNick FabrioAinda não há avaliações
- BSM - Company ProfileDocumento15 páginasBSM - Company ProfileLarasanto Cipta AgungAinda não há avaliações
- P12. & P.13 Faculty List With Designation, Qualification, Joining Date, Publication, Citation, R&D, Interaction DetailsDocumento11 páginasP12. & P.13 Faculty List With Designation, Qualification, Joining Date, Publication, Citation, R&D, Interaction DetailsNeelamani SamalAinda não há avaliações
- DLL Health 10 Q1-W7Documento8 páginasDLL Health 10 Q1-W7Robert ManiboAinda não há avaliações
- Sevana - Hospital Kiosk ConceptNoteDocumento103 páginasSevana - Hospital Kiosk ConceptNotemanojAinda não há avaliações
- Trapatt ModeDocumento30 páginasTrapatt Modebchaitanya_555100% (1)
- MyFlixer - Watch Movies and Series Online Free in Full HD On MyFlixerDocumento1 páginaMyFlixer - Watch Movies and Series Online Free in Full HD On MyFlixerGeanina OlteanuAinda não há avaliações
- Manual de Serviços QQ PDFDocumento635 páginasManual de Serviços QQ PDFLéo Nunes100% (1)
- Soal PAS-UAS Bahasa Inggris Kelas 11 SMADocumento10 páginasSoal PAS-UAS Bahasa Inggris Kelas 11 SMAAlexander TristanAinda não há avaliações
- 2-FedEx Vs American Home AssDocumento8 páginas2-FedEx Vs American Home AssJoan Dela CruzAinda não há avaliações