Você também pode gostar
- DiosDocumento5 páginasDiosFernandoAinda não há avaliações
- VirusDocumento4 páginasVirusFernandoAinda não há avaliações
- InmortalDocumento4 páginasInmortalFernandoAinda não há avaliações
- VidaDocumento5 páginasVidaFernandoAinda não há avaliações
- BacteriaDocumento4 páginasBacteriaFernandoAinda não há avaliações
- EstadisticaDocumento2 páginasEstadisticaFernandoAinda não há avaliações
- MuerteDocumento7 páginasMuerteFernandoAinda não há avaliações
- HongoDocumento4 páginasHongoFernandoAinda não há avaliações
- RapDocumento2 páginasRapFernandoAinda não há avaliações
- LogísticaDocumento3 páginasLogísticaMatiasAinda não há avaliações
- OceanoDocumento3 páginasOceanoFernandoAinda não há avaliações
- Batallon WikiDocumento2 páginasBatallon Wikirodolfo alvarez bedoyaAinda não há avaliações
- 112Documento5 páginas112FernandoAinda não há avaliações
- 114Documento3 páginas114FernandoAinda não há avaliações
- La FaunaaaaaaaDocumento1 páginaLa FaunaaaaaaaFernandoAinda não há avaliações
- CremaDocumento1 páginaCremaFernandoAinda não há avaliações
- FacebookDocumento3 páginasFacebookFernandoAinda não há avaliações
- 11Documento5 páginas11FernandoAinda não há avaliações
- 113Documento4 páginas113FernandoAinda não há avaliações
- ScribDocumento3 páginasScribFernandoAinda não há avaliações
- Agujero NegroDocumento1 páginaAgujero NegroAnonymous RwaYouFKAinda não há avaliações
- CepilloDocumento2 páginasCepilloFernandoAinda não há avaliações
- MediasDocumento1 páginaMediasFernandoAinda não há avaliações
- GalaxiaDocumento1 páginaGalaxiaFernandoAinda não há avaliações
- EstrellaDocumento2 páginasEstrellaFernandoAinda não há avaliações
- Los ZapatosDocumento1 páginaLos ZapatosBlas RodriguezAinda não há avaliações
- The EarthDocumento2 páginasThe EarthCasey AsipaliAinda não há avaliações
- OrbitaDocumento2 páginasOrbitaFernandoAinda não há avaliações
- Luna LlenaDocumento1 páginaLuna LlenaLucero PlateroAinda não há avaliações
- El SOLDocumento4 páginasEl SOLLorena GonzalezAinda não há avaliações
- Practica 1Documento4 páginasPractica 1MilenaSolorzanoAinda não há avaliações
- Ley de Stefan-Boltzmann para Bajas TemperaturasDocumento3 páginasLey de Stefan-Boltzmann para Bajas TemperaturasOlaf DuránAinda não há avaliações
- Presentacion de Frio IndustrialDocumento28 páginasPresentacion de Frio IndustrialXavi RedondoAinda não há avaliações
- Manufactura JMTDocumento26 páginasManufactura JMTLAURA PAOLA QUIMBAYO HERNANDEZAinda não há avaliações
- Cuestionario1 y 2 OsmolaridadDocumento4 páginasCuestionario1 y 2 OsmolaridadDianaAinda não há avaliações
- Extracción Por Solvente de Hierro de La Solución de Lixiviación Con Sulfato de Aluminio Usando AcetilacetonaDocumento4 páginasExtracción Por Solvente de Hierro de La Solución de Lixiviación Con Sulfato de Aluminio Usando Acetilacetonacarlosalfredo35Ainda não há avaliações
- Cuantificas Los Cambios en El EntornoDocumento7 páginasCuantificas Los Cambios en El EntornoLyn GilbertAinda não há avaliações
- Propiedadese ColigativasDocumento5 páginasPropiedadese ColigativasAlejandra Ramos GutierrezAinda não há avaliações
- LADMEDocumento8 páginasLADMEJessenia Pastor olorteguiAinda não há avaliações
- 2-Movimiento Del Agua en El Suelo R-A-S-PDocumento45 páginas2-Movimiento Del Agua en El Suelo R-A-S-PAdal Hunter TanatosAinda não há avaliações
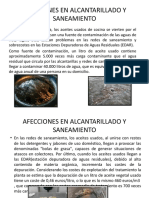
- Afecciones en Alcantarillado y SaneamientoDocumento4 páginasAfecciones en Alcantarillado y SaneamientomauricioAinda não há avaliações
- Hidrocarburos Practica 4Documento21 páginasHidrocarburos Practica 4Saray JaimesAinda não há avaliações
- Laboratorio 3 (Corregido)Documento4 páginasLaboratorio 3 (Corregido)jessikabapaAinda não há avaliações
- Lista de Verificación-001 Corte, Soldadura y EsmeriladoDocumento1 páginaLista de Verificación-001 Corte, Soldadura y EsmeriladoWilfrido Flores MartínezAinda não há avaliações
- Cuadro de Identificacion de Riesgos Sustancias QuimicasDocumento4 páginasCuadro de Identificacion de Riesgos Sustancias QuimicasFernando Morales MartinezAinda não há avaliações
- Muestreo de Lubricantes Unidad 8Documento14 páginasMuestreo de Lubricantes Unidad 8Valbuena JesusAinda não há avaliações
- Manual Airless 6900XLT DIDocumento32 páginasManual Airless 6900XLT DIOswaldo Santoyo100% (1)
- Numero Cuánticos2Documento12 páginasNumero Cuánticos2Bryan CedeñoAinda não há avaliações
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FUNDAMENTOS DE QUIMICA - (GRUPO B07)Documento5 páginasActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FUNDAMENTOS DE QUIMICA - (GRUPO B07)Nelson SanchezAinda não há avaliações
- So SGW 120WDocumento2 páginasSo SGW 120Wpoz0litoAinda não há avaliações
- Trabajo Practico N 1Documento16 páginasTrabajo Practico N 1Anonymous fkPKGCWEAinda não há avaliações
- Medios de CultivoDocumento3 páginasMedios de CultivoDávid Santos HuancasAinda não há avaliações
- PreguntasDocumento4 páginasPreguntasYordy Sánchez0% (1)
- Examen 1 Cambios de Estado y Clases de Materia 1105Documento2 páginasExamen 1 Cambios de Estado y Clases de Materia 1105deparatmento de ciencias INEM NEIVAAinda não há avaliações
- Costos y Presupuestos ArquitecturaDocumento66 páginasCostos y Presupuestos ArquitecturaFabiana PintoAinda não há avaliações
- ¿Qué Es La Ingeniería Genética?: Cuaderno #4, Edición 2021Documento7 páginas¿Qué Es La Ingeniería Genética?: Cuaderno #4, Edición 2021Mildred MunguíaAinda não há avaliações
- Determinación Espectrofotométrica Del PKaDocumento16 páginasDeterminación Espectrofotométrica Del PKaJesus BenitezAinda não há avaliações
- Importancia de Perfilaje de PozosDocumento5 páginasImportancia de Perfilaje de PozosAdhemar Mauricio Vasquez CalleAinda não há avaliações
- Fallas Por Fatiga de Carga VariableDocumento11 páginasFallas Por Fatiga de Carga VariableRigoberto XVIIIAinda não há avaliações
- 01 - Simbolos de PeligrosidadDocumento6 páginas01 - Simbolos de PeligrosidadOwer vladimir tijutani cauna100% (1)