Você também pode gostar
- Recommendations For Machine Design: Siegling TransilonDocumento20 páginasRecommendations For Machine Design: Siegling Transilondesky nguyenAinda não há avaliações
- Recommendations For Machine Design: ContentDocumento20 páginasRecommendations For Machine Design: ContentEmerson FerreiraAinda não há avaliações
- DMM BeltsDocumento40 páginasDMM Belts21B65A0347 THARIGOPULA SAI KUMARAinda não há avaliações
- Flexible Mechanical ElementsDocumento10 páginasFlexible Mechanical ElementsJithesh GopalAinda não há avaliações
- Timing Belts: An Introduction to Construction, Standards and ParametersDocumento7 páginasTiming Belts: An Introduction to Construction, Standards and ParametersHEMANTKHERAAinda não há avaliações
- Chapter 2-Belt Drive SystemDocumento29 páginasChapter 2-Belt Drive SystemDanielRao100% (1)
- Chapter 17 - Flexible Mechanical ElementsDocumento52 páginasChapter 17 - Flexible Mechanical ElementsMd.jahidul IslamAinda não há avaliações
- Recommendations For Constructing and Calculating Conveyors: Plastic Modular BeltingDocumento16 páginasRecommendations For Constructing and Calculating Conveyors: Plastic Modular BeltingEmerson FerreiraAinda não há avaliações
- Spinpact Fine Tuning HandbookDocumento10 páginasSpinpact Fine Tuning Handbookselvakumar100% (1)
- Belts NotesDocumento18 páginasBelts NotesnattydreadfathelahAinda não há avaliações
- ELBE Programm E PDFDocumento124 páginasELBE Programm E PDFMidhunAinda não há avaliações
- Roymech Timing BeltsDocumento7 páginasRoymech Timing Beltsaekx21Ainda não há avaliações
- Installation Instructions Belt DrivesDocumento1 páginaInstallation Instructions Belt Driveseng_moh04Ainda não há avaliações
- Modular belt construction and calculation recommendationsDocumento16 páginasModular belt construction and calculation recommendationshbookAinda não há avaliações
- Nning Rail InfoDocumento36 páginasNning Rail InfohiAinda não há avaliações
- Flexible Mechanical Elements: BeltsDocumento10 páginasFlexible Mechanical Elements: BeltsRenzo Amiquero CrispinAinda não há avaliações
- Disclaimer: The Information On This Page Has Not Been Checked by An Independent Person. Use This Information at Your Own RiskDocumento11 páginasDisclaimer: The Information On This Page Has Not Been Checked by An Independent Person. Use This Information at Your Own RiskRavi SubramanianAinda não há avaliações
- Catalogue Idlers PDFDocumento82 páginasCatalogue Idlers PDFkhuong_unoAinda não há avaliações
- Filatex Project - O & M MANUAL - VOLUME I OF IIDocumento48 páginasFilatex Project - O & M MANUAL - VOLUME I OF IID.V.S.S Ram PrasadAinda não há avaliações
- Modular belts guideDocumento20 páginasModular belts guidehimubuetAinda não há avaliações
- Pulley Design - TrackingDocumento18 páginasPulley Design - TrackingRuben SalgadoAinda não há avaliações
- c2 PDFDocumento37 páginasc2 PDFAnjaana PrashantAinda não há avaliações
- Mechanics of Machines Belt Drive SystemDocumento58 páginasMechanics of Machines Belt Drive SystemWilson Lim100% (1)
- Caterpillar Undercarriage Selection Guide PDFDocumento20 páginasCaterpillar Undercarriage Selection Guide PDFmanjunath k sAinda não há avaliações
- Design of Transmission Systems (ME61) Two MarksDocumento14 páginasDesign of Transmission Systems (ME61) Two Marksgpskumar22Ainda não há avaliações
- Velammal Engineering College Machine Elements Design DocumentDocumento18 páginasVelammal Engineering College Machine Elements Design DocumentSenthil Kumar PeriyasamyAinda não há avaliações
- Belt DriveDocumento16 páginasBelt DriveRuben Ruiperez Salas100% (1)
- Flexible ConnectorsDocumento10 páginasFlexible ConnectorsEdward Simon ResterioAinda não há avaliações
- LRTDocumento5 páginasLRTAnish akAinda não há avaliações
- BeltDocumento39 páginasBeltivanfr259Ainda não há avaliações
- PuleyDocumento9 páginasPuleynicolasAinda não há avaliações
- Ring FrameDocumento5 páginasRing FrameMoinamotiAinda não há avaliações
- Design of Transmission Systems Subject Code: 342Documento49 páginasDesign of Transmission Systems Subject Code: 342Muthuvel MAinda não há avaliações
- Belt DesignDocumento56 páginasBelt DesignJade Jazzrel Maglente Aclaro0% (1)
- RING FRAME SPINNINGDocumento9 páginasRING FRAME SPINNINGArabinda ChandAinda não há avaliações
- Mech and Mach CH 2Documento48 páginasMech and Mach CH 2SYEDA VANIZA NAVED STUDENTAinda não há avaliações
- 01 Belt DriveDocumento54 páginas01 Belt DrivessAinda não há avaliações
- DTS Two Marks Q&ADocumento20 páginasDTS Two Marks Q&AKesava Prasad100% (1)
- Special Retaining Ring Designs: Sponsored byDocumento2 páginasSpecial Retaining Ring Designs: Sponsored bynz578427Ainda não há avaliações
- Belt PDFDocumento58 páginasBelt PDFsharifahAinda não há avaliações
- Indispensable: Spindles, Rings & TravellersDocumento20 páginasIndispensable: Spindles, Rings & TravellersNeelakandan DAinda não há avaliações
- Design of Transmission Systems Question BankDocumento15 páginasDesign of Transmission Systems Question Bankpremgmech762Ainda não há avaliações
- Banda en VDocumento3 páginasBanda en Vfrank_esparzaAinda não há avaliações
- Pulleys: An Introduction to Their Design and ApplicationsDocumento12 páginasPulleys: An Introduction to Their Design and ApplicationsNavidJalalianAinda não há avaliações
- 07 Pulleys and DriveDocumento6 páginas07 Pulleys and DriveJerry HukyAinda não há avaliações
- Great Idler Spacing - 2019 02Documento8 páginasGreat Idler Spacing - 2019 02Surya AdiAinda não há avaliações
- Roving 180515070435Documento70 páginasRoving 180515070435Bubuna Palei100% (1)
- Technical Information: 1. Hoist RopesDocumento17 páginasTechnical Information: 1. Hoist RopesvikasgahlyanAinda não há avaliações
- Rexnord Modular DesignDocumento119 páginasRexnord Modular DesignandriAinda não há avaliações
- Belts and belt drives: an overviewDocumento6 páginasBelts and belt drives: an overviewSteven Claude DigamonAinda não há avaliações
- IndexerDocumento40 páginasIndexerAnonymous 9q5GEfm8IAinda não há avaliações
- Belt and Chain DriveDocumento37 páginasBelt and Chain DriveeldhosekjnitAinda não há avaliações
- SECTIONAL WarpingDocumento23 páginasSECTIONAL Warpinggovardhan6rao100% (1)
- Design and Optimization of Idler for Belt ConveyorDocumento6 páginasDesign and Optimization of Idler for Belt ConveyorVaibhav GuptaAinda não há avaliações
- Hmpe Manual Rev 1Documento11 páginasHmpe Manual Rev 1Kathrin KatsAinda não há avaliações
- V-Belt Drives: Transmission, Types, Advantages & DisadvantagesDocumento18 páginasV-Belt Drives: Transmission, Types, Advantages & DisadvantagesFahad AliAinda não há avaliações
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNo EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNota: 4 de 5 estrelas4/5 (1)
- Art MPS05 - Operation - Manual PDFDocumento70 páginasArt MPS05 - Operation - Manual PDFvhbernaltAinda não há avaliações
- Minas-A5-2 Manu e PDFDocumento512 páginasMinas-A5-2 Manu e PDFRoland von KurnatowskiAinda não há avaliações
- Minas-A5-2 Manu e PDFDocumento512 páginasMinas-A5-2 Manu e PDFRoland von KurnatowskiAinda não há avaliações
- Mechatronic System DesignDocumento48 páginasMechatronic System Designanon_256385509Ainda não há avaliações
- 2014.3 Models LHD D ReleaseDocumento48 páginas2014.3 Models LHD D ReleaseMajid GhAinda não há avaliações
- Turret CT &tan Delta ReportDocumento4 páginasTurret CT &tan Delta ReportSantosh BagadeAinda não há avaliações
- BetastarDocumento66 páginasBetastarSamuel MorenoAinda não há avaliações
- Rohm Bu2090Documento12 páginasRohm Bu2090Alberto Carrillo GuerreroAinda não há avaliações
- 761-01 Toyota Yaris VVTI Engine Trainer PDFDocumento1 página761-01 Toyota Yaris VVTI Engine Trainer PDFWaqar KhattakAinda não há avaliações
- 320C excavator swivel systemDocumento3 páginas320C excavator swivel systemMepita MecânicaAinda não há avaliações
- ZWP 18Documento9 páginasZWP 18Ing Lizbeth GuzmánAinda não há avaliações
- Catalog 853 SeriesDocumento60 páginasCatalog 853 SeriesMohamed BourichaAinda não há avaliações
- KSG Flash-2 - User Manual PDFDocumento107 páginasKSG Flash-2 - User Manual PDFMarcelo DominguezAinda não há avaliações
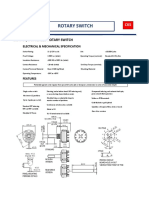
- CKS IP66/IP67 Sealed Rotary Switch SpecsDocumento4 páginasCKS IP66/IP67 Sealed Rotary Switch SpecsAF VMAinda não há avaliações
- NT21 Programmable Terminal: Setup ManualDocumento224 páginasNT21 Programmable Terminal: Setup Manuallethanhtu0105Ainda não há avaliações
- AB HPGR BrochureDocumento28 páginasAB HPGR BrochurepaoloAinda não há avaliações
- IC Forklift X Series 4.0-Mini 5.0TDocumento6 páginasIC Forklift X Series 4.0-Mini 5.0TNKG1001Ainda não há avaliações
- Data Sheet - Series 7000 Meter DSDocumento6 páginasData Sheet - Series 7000 Meter DSJesus DavalosAinda não há avaliações
- Arm I2cDocumento29 páginasArm I2cNarendra SvAinda não há avaliações
- Inner-Board Connector: Epld External InterfaceDocumento13 páginasInner-Board Connector: Epld External InterfaceAgung TewelAinda não há avaliações
- RCF ART705AS-Base Amp SubDocumento3 páginasRCF ART705AS-Base Amp SubHaroldo CosmeAinda não há avaliações
- Divertor DamperDocumento53 páginasDivertor DamperfaisalnadimAinda não há avaliações
- Dry Dock Repair List by BSC WSDocumento6 páginasDry Dock Repair List by BSC WSBanglar Jyoti Chief EngineerAinda não há avaliações
- Tiggo 4 Pro Spec Sheet - My22Documento2 páginasTiggo 4 Pro Spec Sheet - My22KCB TechnologiesAinda não há avaliações
- CM SAMA5D35 OverviewDocumento7 páginasCM SAMA5D35 OverviewlcvalmeidaAinda não há avaliações
- Touareg 2003-07 Engine RepairsDocumento317 páginasTouareg 2003-07 Engine RepairsZayd Majoka75% (4)
- Parts List For AstraLux 820DDocumento10 páginasParts List For AstraLux 820DAstraluxAinda não há avaliações
- Tot Halyester Manual 1.1 ENG PDFDocumento118 páginasTot Halyester Manual 1.1 ENG PDFGautam LS0% (1)
- 2005 Nixon Service Manual GuideDocumento31 páginas2005 Nixon Service Manual GuideDobrin PaulAinda não há avaliações
- Electric Circuits: Lab Manual Experiment No 3Documento4 páginasElectric Circuits: Lab Manual Experiment No 3HM FaisalAinda não há avaliações
- Abrites Diagnostics User Manual for Mercedes, Maybach & SmartDocumento126 páginasAbrites Diagnostics User Manual for Mercedes, Maybach & SmartGuler RahimAinda não há avaliações
- Install and operate your air conditionerDocumento56 páginasInstall and operate your air conditionerIvan CaicedoAinda não há avaliações
- TFHX SeriesDocumento140 páginasTFHX SeriesjoelAinda não há avaliações