Você também pode gostar
- InmortalDocumento4 páginasInmortalFernandoAinda não há avaliações
- MuerteDocumento7 páginasMuerteFernandoAinda não há avaliações
- VirusDocumento4 páginasVirusFernandoAinda não há avaliações
- HongoDocumento4 páginasHongoFernandoAinda não há avaliações
- BacteriaDocumento4 páginasBacteriaFernandoAinda não há avaliações
- VidaDocumento5 páginasVidaFernandoAinda não há avaliações
- DiosDocumento5 páginasDiosFernandoAinda não há avaliações
- EstadisticaDocumento2 páginasEstadisticaFernandoAinda não há avaliações
- LogísticaDocumento3 páginasLogísticaMatiasAinda não há avaliações
- 114Documento3 páginas114FernandoAinda não há avaliações
- Batallon WikiDocumento2 páginasBatallon Wikirodolfo alvarez bedoyaAinda não há avaliações
- RapDocumento2 páginasRapFernandoAinda não há avaliações
- OceanoDocumento3 páginasOceanoFernandoAinda não há avaliações
- 11Documento5 páginas11FernandoAinda não há avaliações
- CepilloDocumento2 páginasCepilloFernandoAinda não há avaliações
- 112Documento5 páginas112FernandoAinda não há avaliações
- FacebookDocumento3 páginasFacebookFernandoAinda não há avaliações
- ScribDocumento3 páginasScribFernandoAinda não há avaliações
- Agujero NegroDocumento1 páginaAgujero NegroAnonymous RwaYouFKAinda não há avaliações
- 113Documento4 páginas113FernandoAinda não há avaliações
- La FaunaaaaaaaDocumento1 páginaLa FaunaaaaaaaFernandoAinda não há avaliações
- MediasDocumento1 páginaMediasFernandoAinda não há avaliações
- CremaDocumento1 páginaCremaFernandoAinda não há avaliações
- Los ZapatosDocumento1 páginaLos ZapatosBlas RodriguezAinda não há avaliações
- The EarthDocumento2 páginasThe EarthCasey AsipaliAinda não há avaliações
- Luna LlenaDocumento1 páginaLuna LlenaLucero PlateroAinda não há avaliações
- OrbitaDocumento2 páginasOrbitaFernandoAinda não há avaliações
- GalaxiaDocumento1 páginaGalaxiaFernandoAinda não há avaliações
- EstrellaDocumento2 páginasEstrellaFernandoAinda não há avaliações
- El SOLDocumento4 páginasEl SOLLorena GonzalezAinda não há avaliações
- Termodinamica Intercambiador de CalorDocumento24 páginasTermodinamica Intercambiador de CalorDewayne RobinsonAinda não há avaliações
- N-103-1001 1ra Ed. Seguridad en Construccion de Planta Externa (WVP)Documento38 páginasN-103-1001 1ra Ed. Seguridad en Construccion de Planta Externa (WVP)MiguelAngelCusipumaVillanuevaAinda não há avaliações
- Autoservicios de Combustion Y Lubricacion de Colima Rejagas Sadecv ACL981119TJ6Documento1 páginaAutoservicios de Combustion Y Lubricacion de Colima Rejagas Sadecv ACL981119TJ6DIEGO ENRIQUE GASTELO FERNANDEZAinda não há avaliações
- Instrumentacion y Control IndustrialDocumento10 páginasInstrumentacion y Control IndustrialRory567% (3)
- Udla Ec Ttpsi 2016 19Documento110 páginasUdla Ec Ttpsi 2016 19Vanessa Lujan AceroAinda não há avaliações
- Estado Del Arte Iso 50001Documento7 páginasEstado Del Arte Iso 50001Eric LedesmaAinda não há avaliações
- Metodo de Las Dos FasesDocumento20 páginasMetodo de Las Dos FasesIlse Ferman100% (1)
- 5 Características Principales Del FreelancerDocumento2 páginas5 Características Principales Del Freelancerelf73100% (1)
- Práctica 9 TurbosopladorDocumento23 páginasPráctica 9 TurbosopladorJimm VillegasAinda não há avaliações
- Indutecnica - Tablero 0520-Tdi-101 - 521-7L61-118Documento11 páginasIndutecnica - Tablero 0520-Tdi-101 - 521-7L61-118ozzneAinda não há avaliações
- Tensión Superficial. FFFDocumento5 páginasTensión Superficial. FFFfredy martinez diazAinda não há avaliações
- Crear Clases en VBADocumento7 páginasCrear Clases en VBACarlos GomezAinda não há avaliações
- Guía de Análisis MarcaDocumento1 páginaGuía de Análisis Marcasic09100% (2)
- Ficha 03-Semana 10 - Comunicación-mayo-Dialogamos en Familia Sobre El Cuidado de La Salud.Documento3 páginasFicha 03-Semana 10 - Comunicación-mayo-Dialogamos en Familia Sobre El Cuidado de La Salud.Rosita MjAinda não há avaliações
- Instituto Tecnológico de Tijuana - Avance CicloDocumento1 páginaInstituto Tecnológico de Tijuana - Avance CicloCorporativo R.Ainda não há avaliações
- Actividad Módulo #2Documento3 páginasActividad Módulo #2Alexa Johana50% (2)
- Campo UnificadoDocumento50 páginasCampo UnificadoCandy ElizabethAinda não há avaliações
- Ingles Avandado 6to. Bilingue SumarioDocumento5 páginasIngles Avandado 6to. Bilingue SumarionathyhuitAinda não há avaliações
- Corriente EléctricaDocumento3 páginasCorriente EléctricaJuan Luis FloresAinda não há avaliações
- Semana 17Documento11 páginasSemana 17lobofrank20% (1)
- Metrados y Presupuestos de ObraDocumento34 páginasMetrados y Presupuestos de ObraGiancarlo AlarconAinda não há avaliações
- Eduardo Rios y Asociados SacDocumento1 páginaEduardo Rios y Asociados SacJuanGabrielFarfanYoveraAinda não há avaliações
- ¡Bienvenido (A) Sandro Barrientos Aliaga (23691110) !Documento2 páginas¡Bienvenido (A) Sandro Barrientos Aliaga (23691110) !Sandro barrientosAinda não há avaliações
- Cartas de Control BayecianasDocumento40 páginasCartas de Control BayecianasBenjamin EstrellaAinda não há avaliações
- Reflexión Sobre El Tiempo.Documento9 páginasReflexión Sobre El Tiempo.david65pm7169Ainda não há avaliações
- Deli ZiaDocumento6 páginasDeli ZiaWilberth RamosAinda não há avaliações
- Sst-Cpi-018 Check List Vibrador de ConcretoDocumento1 páginaSst-Cpi-018 Check List Vibrador de ConcretoErik Jurado100% (1)
- Normativa para La Infraestructura Del TransporteDocumento2 páginasNormativa para La Infraestructura Del TransporteDavid BarzalobreAinda não há avaliações
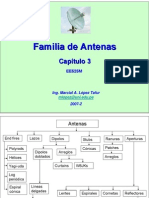
- Familia de AntenasDocumento48 páginasFamilia de AntenasChristian MartinezAinda não há avaliações
- Ejemplo de Tesis Correlacional UPNDocumento21 páginasEjemplo de Tesis Correlacional UPNRivera DanielAinda não há avaliações