Você também pode gostar
- EstadisticaDocumento2 páginasEstadisticaFernandoAinda não há avaliações
- InmortalDocumento4 páginasInmortalFernandoAinda não há avaliações
- VidaDocumento5 páginasVidaFernandoAinda não há avaliações
- DiosDocumento5 páginasDiosFernandoAinda não há avaliações
- MuerteDocumento7 páginasMuerteFernandoAinda não há avaliações
- Batallon WikiDocumento2 páginasBatallon Wikirodolfo alvarez bedoyaAinda não há avaliações
- VirusDocumento4 páginasVirusFernandoAinda não há avaliações
- HongoDocumento4 páginasHongoFernandoAinda não há avaliações
- BacteriaDocumento4 páginasBacteriaFernandoAinda não há avaliações
- FacebookDocumento3 páginasFacebookFernandoAinda não há avaliações
- OceanoDocumento3 páginasOceanoFernandoAinda não há avaliações
- LogísticaDocumento3 páginasLogísticaMatiasAinda não há avaliações
- RapDocumento2 páginasRapFernandoAinda não há avaliações
- 114Documento3 páginas114FernandoAinda não há avaliações
- 11Documento5 páginas11FernandoAinda não há avaliações
- 112Documento5 páginas112FernandoAinda não há avaliações
- 113Documento4 páginas113FernandoAinda não há avaliações
- OrbitaDocumento2 páginasOrbitaFernandoAinda não há avaliações
- ScribDocumento3 páginasScribFernandoAinda não há avaliações
- CepilloDocumento2 páginasCepilloFernandoAinda não há avaliações
- CremaDocumento1 páginaCremaFernandoAinda não há avaliações
- La FaunaaaaaaaDocumento1 páginaLa FaunaaaaaaaFernandoAinda não há avaliações
- Agujero NegroDocumento1 páginaAgujero NegroAnonymous RwaYouFKAinda não há avaliações
- MediasDocumento1 páginaMediasFernandoAinda não há avaliações
- GalaxiaDocumento1 páginaGalaxiaFernandoAinda não há avaliações
- The EarthDocumento2 páginasThe EarthCasey AsipaliAinda não há avaliações
- Los ZapatosDocumento1 páginaLos ZapatosBlas RodriguezAinda não há avaliações
- EstrellaDocumento2 páginasEstrellaFernandoAinda não há avaliações
- El SOLDocumento4 páginasEl SOLLorena GonzalezAinda não há avaliações
- Luna LlenaDocumento1 páginaLuna LlenaLucero PlateroAinda não há avaliações
- Portafolio Pejerrey Campodonico Jesus AmeliaDocumento24 páginasPortafolio Pejerrey Campodonico Jesus AmeliaAMELIA PEJERREY CAMPODÓNICO100% (2)
- 6 Juegos de Competencia en EquiposDocumento27 páginas6 Juegos de Competencia en EquiposEvelyn PerettiAinda não há avaliações
- Triptico ProyectoDocumento2 páginasTriptico ProyectoPaty PérezAinda não há avaliações
- Manual Recuperar Contraseña de La Plataforma EducarecuadorDocumento6 páginasManual Recuperar Contraseña de La Plataforma Educarecuadorrobertotenezaca100% (1)
- Turismo en El PerúDocumento8 páginasTurismo en El Perúsanguchito0% (1)
- 59-0609 Que Escuchas Elías WMBDocumento16 páginas59-0609 Que Escuchas Elías WMBElianaMarcelaAinda não há avaliações
- La Andragogía en El Posgrado - Caso Oaxaca - Pedagogia 2013 PDFDocumento10 páginasLa Andragogía en El Posgrado - Caso Oaxaca - Pedagogia 2013 PDFFlavio Castillo SilvaAinda não há avaliações
- Garantías de Seguridad JurídicaDocumento25 páginasGarantías de Seguridad JurídicaalejandraAinda não há avaliações
- Concepto de Educación Física - Evolución y Desarrollo de Las Distintas Concepciones. EDUCACIÓN FÍSICADocumento19 páginasConcepto de Educación Física - Evolución y Desarrollo de Las Distintas Concepciones. EDUCACIÓN FÍSICAEdis FloresAinda não há avaliações
- La falacia del planeamiento estratégicoDocumento8 páginasLa falacia del planeamiento estratégicoErika MartinezAinda não há avaliações
- Transformadores secos media tensiónDocumento5 páginasTransformadores secos media tensiónAnonymous tmSXECygQxAinda não há avaliações
- Prevención Policial de Caso HipotéticoDocumento2 páginasPrevención Policial de Caso HipotéticopedroAinda não há avaliações
- Unidad I - Turno NocheDocumento11 páginasUnidad I - Turno NocheDouglas Scott Fernandez SiñaniAinda não há avaliações
- Sesión 01 - Mat - Competencia Resuele Problemas de Gestión de Datos e Incertidumbre - 2023Documento11 páginasSesión 01 - Mat - Competencia Resuele Problemas de Gestión de Datos e Incertidumbre - 2023Yuliana Diaz Lozada100% (1)
- Institucional 3 - Proyecto FinalDocumento25 páginasInstitucional 3 - Proyecto FinalLinda FuquenAinda não há avaliações
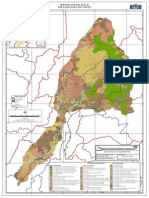
- Rio Vinces Uso Del SueloDocumento1 páginaRio Vinces Uso Del SuelocrematorioAinda não há avaliações
- Red de Contenidos Segundo BasicoDocumento6 páginasRed de Contenidos Segundo BasicoGraciela AcuñaAinda não há avaliações
- Mendoza EmmaDocumento16 páginasMendoza EmmaEmiliano GOL23DESAinda não há avaliações
- Crece-M1 C1Documento5 páginasCrece-M1 C1Gustavo A PintoAinda não há avaliações
- Práctica de Reforzamiento 6to GradoDocumento4 páginasPráctica de Reforzamiento 6to GradoClaribel SanchezAinda não há avaliações
- Monedas y Billetes de CentroaméricaDocumento6 páginasMonedas y Billetes de CentroaméricaJyr Low RoblesAinda não há avaliações
- MandatoDocumento2 páginasMandatoMarielaAinda não há avaliações
- Bitacora de Ppe Estudiante 9Documento17 páginasBitacora de Ppe Estudiante 9Ivonne Lara FrancoAinda não há avaliações
- Bjeto SocialDocumento4 páginasBjeto Socialeliza BAAinda não há avaliações
- La Pasta en El HormigonDocumento4 páginasLa Pasta en El Hormigonceci salgueroAinda não há avaliações
- Pasos para Realizar Un Trabajo EscritoDocumento4 páginasPasos para Realizar Un Trabajo EscritoANA GABRIELA CARRERO RANGELAinda não há avaliações
- Los Humos de SoldaduraDocumento3 páginasLos Humos de SoldaduraLeidy PeñaAinda não há avaliações
- Libro de La A A La ZDocumento16 páginasLibro de La A A La ZCristhian Vasquez VegaAinda não há avaliações
- Ensayo Sueño en Otro IdiomaDocumento2 páginasEnsayo Sueño en Otro IdiomaMaría Alejandra MartínezAinda não há avaliações
- Precios promociones comidaDocumento3 páginasPrecios promociones comidaMARISOL CEDILLO FRANCOAinda não há avaliações