Você também pode gostar
- Memorial de Calculo para Vasos de PressãoDocumento7 páginasMemorial de Calculo para Vasos de PressãoAna Paula Claudio ScarpinAinda não há avaliações
- Grandezas de bomba radialDocumento6 páginasGrandezas de bomba radialMatheus AssisAinda não há avaliações
- Cálculo de UsinagemDocumento9 páginasCálculo de Usinagemmaicon100% (1)
- SPT - Standard Penetration Test (FCTUC)Documento49 páginasSPT - Standard Penetration Test (FCTUC)paduco100% (1)
- Juntas e ParafusosDocumento25 páginasJuntas e ParafusosJunin RodriguesAinda não há avaliações
- Chaveta 1652916656Documento3 páginasChaveta 1652916656Saulo UainerAinda não há avaliações
- Sistemas de propulsão navalDocumento104 páginasSistemas de propulsão navalFelipe Miranda Nassar100% (5)
- Velocidade de Corte, RPM e AvançoDocumento26 páginasVelocidade de Corte, RPM e AvançovictorAinda não há avaliações
- Procedimento de Controle de RoscasDocumento6 páginasProcedimento de Controle de RoscasAnderson MarimAinda não há avaliações
- Cálculo de esforços em muro de arrimoDocumento22 páginasCálculo de esforços em muro de arrimogianAinda não há avaliações
- Medição de grandezas elétricas com multímetroDocumento6 páginasMedição de grandezas elétricas com multímetroBianca FariasAinda não há avaliações
- Anexo 3 - Template Da Folha de ProcessoDocumento6 páginasAnexo 3 - Template Da Folha de ProcessoDiego AzevedoAinda não há avaliações
- Roteiro de prática de fabricação mecânicaDocumento12 páginasRoteiro de prática de fabricação mecânicaDiego AndradeAinda não há avaliações
- Inspeção caldeirasDocumento44 páginasInspeção caldeirasLudmilaRamos100% (1)
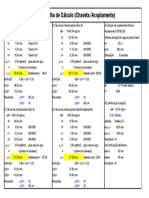
- Folha de cálculo de chavetas e acoplamentosDocumento1 páginaFolha de cálculo de chavetas e acoplamentosRivail Santos BonifácioAinda não há avaliações
- ABNT NBR 14040-4 - 2017, Inspeção de Segurança Veicular, Veículos Leves e Pesados, Parte 4 - SinalizaçãoDocumento11 páginasABNT NBR 14040-4 - 2017, Inspeção de Segurança Veicular, Veículos Leves e Pesados, Parte 4 - SinalizaçãoinspetranAinda não há avaliações
- Manual - ER 250 300 350 400 450 500Documento20 páginasManual - ER 250 300 350 400 450 500Suelen Santos100% (1)
- UNIESP: Projeto de Usinagem de Peça em Ferro FundidoDocumento20 páginasUNIESP: Projeto de Usinagem de Peça em Ferro FundidoRenato VolfAinda não há avaliações
- Ap Torneamento 01Documento16 páginasAp Torneamento 01farofadevozAinda não há avaliações
- Trabalho de DelineamentoDocumento22 páginasTrabalho de DelineamentoDaniel RêgoAinda não há avaliações
- GABARITO-IT-ENGENHARIA MECÂNICA PERFIL 2-CRITERIOSdeCORRECAODocumento8 páginasGABARITO-IT-ENGENHARIA MECÂNICA PERFIL 2-CRITERIOSdeCORRECAOPérsia SantosAinda não há avaliações
- Lista de Exercício Fresamento CNC - 2017Documento9 páginasLista de Exercício Fresamento CNC - 2017AndycaferAinda não há avaliações
- CNC 4 Ciclos Automáticos Remota Cycle93 Cycle97 PDFDocumento34 páginasCNC 4 Ciclos Automáticos Remota Cycle93 Cycle97 PDFErick PetenattiAinda não há avaliações
- Memória de Calculo - Torque Requerido para Movimentação de ChapasDocumento1 páginaMemória de Calculo - Torque Requerido para Movimentação de ChapasKalipse FerreiraAinda não há avaliações
- PT 02 de Processos IndustriaisDocumento15 páginasPT 02 de Processos IndustriaisYoury Gan0% (1)
- Caderno de ExerciciosDocumento10 páginasCaderno de ExerciciosNunoA97Ainda não há avaliações
- Trabalho Pratico de Usinagem 1Documento5 páginasTrabalho Pratico de Usinagem 1Aprovou0% (1)
- Folha de Processo de Usinagem de Peças em AçoDocumento4 páginasFolha de Processo de Usinagem de Peças em AçoVitor DomeniquelliAinda não há avaliações
- Exercicio Sala de AulaDocumento10 páginasExercicio Sala de AulaJoao Pereira da SilvaAinda não há avaliações
- Gerador de Componentes de Engrenagens RetasDocumento3 páginasGerador de Componentes de Engrenagens RetasAlan LancelothAinda não há avaliações
- Parâmetros de Usinagem - Velocidade de Corte, RPM e AvançoDocumento23 páginasParâmetros de Usinagem - Velocidade de Corte, RPM e AvançoRodrigo KüchAinda não há avaliações
- Testes PF2Documento23 páginasTestes PF2Francisco MatamboAinda não há avaliações
- Datasheet UC30-21416A 6054710 PTDocumento7 páginasDatasheet UC30-21416A 6054710 PTElian SilvaAinda não há avaliações
- Exercíos Cálculos de Roscas - 2023Documento2 páginasExercíos Cálculos de Roscas - 2023lucasrodriguesm8Ainda não há avaliações
- Schneider Electric - Lexium-SD2-e-motores - BRS2422A150Documento5 páginasSchneider Electric - Lexium-SD2-e-motores - BRS2422A150THIAGO ROSAAinda não há avaliações
- Manutenção de máquinas com fresagem e torneamentoDocumento64 páginasManutenção de máquinas com fresagem e torneamentohumberto100% (1)
- Aula MandrilamentoDocumento24 páginasAula MandrilamentoSilverio AppolariAinda não há avaliações
- Dimensionamento de treliça tracionada com perfil LDocumento9 páginasDimensionamento de treliça tracionada com perfil LRafael Tamanini MachadoAinda não há avaliações
- Tarefa 05 Torneamento CNCDocumento1 páginaTarefa 05 Torneamento CNCmatheus scatolinAinda não há avaliações
- Avaliação 3 – Desenhista MecânicoDocumento6 páginasAvaliação 3 – Desenhista MecânicoWagner LinkAinda não há avaliações
- Cálculos de rotações para furação e torneamento em açoDocumento2 páginasCálculos de rotações para furação e torneamento em açoDavison de limaAinda não há avaliações
- Botão Monobloco Ø22mm Plást, Emergência XB7NS8444Documento8 páginasBotão Monobloco Ø22mm Plást, Emergência XB7NS8444robyadAinda não há avaliações
- PCF I - 9 Parte (Roscar No Torno)Documento41 páginasPCF I - 9 Parte (Roscar No Torno)Elizeu SantosAinda não há avaliações
- PR 084Documento6 páginasPR 084PedroPerdigoAinda não há avaliações
- Atividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirDocumento9 páginasAtividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirTatiana OlegovnaAinda não há avaliações
- Lista de exercícios operações mecânicasDocumento4 páginasLista de exercícios operações mecânicasEverAinda não há avaliações
- Calculo Rotor e Voluta Versao Final Eq 5Documento7 páginasCalculo Rotor e Voluta Versao Final Eq 5Pascal CustonAinda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- Ckeck List de CompraDocumento2 páginasCkeck List de CompraPetranova JacareiAinda não há avaliações
- Trabalho Tecnologia MecanicaDocumento5 páginasTrabalho Tecnologia MecanicaEverton de Almeida AlencarAinda não há avaliações
- Processos de Usinagem para Alargamento e Acabamento de FurosDocumento59 páginasProcessos de Usinagem para Alargamento e Acabamento de FurosFAMÍLIA SANTOSAinda não há avaliações
- 2 SuggestDocumento2 páginas2 SuggestM. AguiarAinda não há avaliações
- Politriz de Piso PG 280Documento2 páginasPolitriz de Piso PG 280MiltinhoAinda não há avaliações
- Einhell Services Catalogue KWB Accessory PTDocumento68 páginasEinhell Services Catalogue KWB Accessory PTSilva CumbeAinda não há avaliações
- 7305 B XL TVP UaDocumento2 páginas7305 B XL TVP UaRAISAAinda não há avaliações
- XB4BG33 EspecificaçõesDocumento6 páginasXB4BG33 EspecificaçõesRaffael LimaAinda não há avaliações
- Exemplo de Roteiro de Eixo EscalonadoDocumento5 páginasExemplo de Roteiro de Eixo Escalonadojacintopinto12099Ainda não há avaliações
- Datasheet LFP0025-A4NMB 1060171 PTDocumento10 páginasDatasheet LFP0025-A4NMB 1060171 PTAnderson SabatineAinda não há avaliações
- Harmony XB5 - XB5AD21Documento5 páginasHarmony XB5 - XB5AD21Rinaldo CamargoAinda não há avaliações
- Ensaio de compressão de concretoDocumento1 páginaEnsaio de compressão de concretoRafaele Flávio VidalAinda não há avaliações
- Calculo de CalhasDocumento6 páginasCalculo de CalhasCésarAinda não há avaliações
- Estimativa de módulo e verificação de resistência de engrenagensDocumento8 páginasEstimativa de módulo e verificação de resistência de engrenagensEvertonAinda não há avaliações
- Serra Circular e Serra Tico-TicoDocumento17 páginasSerra Circular e Serra Tico-TicoKurte WagnerAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- Mecânica Aplicada-Lista EstáticaDocumento11 páginasMecânica Aplicada-Lista EstáticaEric BrianAinda não há avaliações
- Teoria Dos Dois FatoresDocumento4 páginasTeoria Dos Dois FatoresEric BrianAinda não há avaliações
- FormulárioDocumento1 páginaFormuláriobru25Ainda não há avaliações
- Introdução à lista de exercícios de cálculoDocumento42 páginasIntrodução à lista de exercícios de cálculoquelfisicaAinda não há avaliações
- 5lista de Exercicios-CaliDocumento1 página5lista de Exercicios-CaliLucas VitorAinda não há avaliações
- Soluo Da Primeira Prova de Metrologia 22017Documento2 páginasSoluo Da Primeira Prova de Metrologia 22017Eric BrianAinda não há avaliações
- 1listaprova3 PDFDocumento2 páginas1listaprova3 PDFEric BrianAinda não há avaliações
- (Resolução) Fundamentos de Matemática Elementar Vol.8Documento63 páginas(Resolução) Fundamentos de Matemática Elementar Vol.8chnAinda não há avaliações
- Modelo de Norma ISO 10816-3Documento13 páginasModelo de Norma ISO 10816-3Elton BarrosAinda não há avaliações
- Empresa Multinacional Gastos Janeiro Fevereiro MarçoDocumento2 páginasEmpresa Multinacional Gastos Janeiro Fevereiro MarçoEric BrianAinda não há avaliações
- Fresar engrenagens cilíndricas helicoidaisDocumento7 páginasFresar engrenagens cilíndricas helicoidaisSolideddyAinda não há avaliações
- Fourier transform of an absolutely integrable functionDocumento20 páginasFourier transform of an absolutely integrable functionEric BrianAinda não há avaliações
- Transformada Fourier Definição PropriedadesDocumento42 páginasTransformada Fourier Definição PropriedadesetpeladoAinda não há avaliações
- List A FourierDocumento8 páginasList A FourierAnne DiasAinda não há avaliações
- Fadiga Fenomeno 05-03-2015Documento109 páginasFadiga Fenomeno 05-03-2015IzabelaBatistaAinda não há avaliações
- 2018 - JoabelRaabe-COMPÓSITOS DE FIBROCIMENTO COM FIBRAS DE POLPA CELULOSICA ATIVADA COM NANOSILICADocumento150 páginas2018 - JoabelRaabe-COMPÓSITOS DE FIBROCIMENTO COM FIBRAS DE POLPA CELULOSICA ATIVADA COM NANOSILICAErnandes Macêdo PaivaAinda não há avaliações
- Ondas OkDocumento36 páginasOndas OkAdriano MedeirosAinda não há avaliações
- Tabela de Preços Março de 2013 - Completa 1Documento19 páginasTabela de Preços Março de 2013 - Completa 1Cristiane SilveiraAinda não há avaliações
- Aula 06 Tenso Admissvel ProjetoDocumento19 páginasAula 06 Tenso Admissvel ProjetoLucas FerreiraAinda não há avaliações
- Acessorios AlusupraDocumento22 páginasAcessorios Alusupraalex pereiraAinda não há avaliações
- Aula Câmara de Separação GravitacionalDocumento18 páginasAula Câmara de Separação GravitacionaljessicahhhAinda não há avaliações
- JCL If and ElseDocumento25 páginasJCL If and ElseVictor HugoAinda não há avaliações
- Manutenção de equipamento de ar condicionadoDocumento1 páginaManutenção de equipamento de ar condicionadoAnonymous FZs3yBHh7Ainda não há avaliações
- Resistência compressão concretos PET agregadosDocumento15 páginasResistência compressão concretos PET agregadosAna CruzAinda não há avaliações
- Manual Filtro FUSATI 2018Documento4 páginasManual Filtro FUSATI 2018Raphael RodriguesAinda não há avaliações
- Estruturas gritam alerta sobre efeito RüschDocumento2 páginasEstruturas gritam alerta sobre efeito RüschManoel XavierAinda não há avaliações
- 1 - SZN PPC Pos Logistica - Versao Final CTPDocumento62 páginas1 - SZN PPC Pos Logistica - Versao Final CTPRubens PericlesAinda não há avaliações
- Estudo de Perfis de Torres em Túnel de VentoDocumento152 páginasEstudo de Perfis de Torres em Túnel de VentoLucas de MedeirosAinda não há avaliações
- Exerc 02 - Obras de TerraDocumento3 páginasExerc 02 - Obras de TerraDaiany OliveiraAinda não há avaliações
- Peças e componentes para caminhões, carretas e 3o eixoDocumento18 páginasPeças e componentes para caminhões, carretas e 3o eixoluizAinda não há avaliações
- Prova 1EB 2013Documento2 páginasProva 1EB 2013José Carlos SimõesAinda não há avaliações
- Investigando a ViscosidadeDocumento5 páginasInvestigando a ViscosidadeIsaura SilvaAinda não há avaliações
- Exp 8-Circuitos RLC Com Corrente Alternada Ressonancia e Filtros Passa-Banda e Rejeita-BandaDocumento20 páginasExp 8-Circuitos RLC Com Corrente Alternada Ressonancia e Filtros Passa-Banda e Rejeita-BandaZalAinda não há avaliações
- Atuador Realtek LinearDocumento36 páginasAtuador Realtek LinearJúnior PradoAinda não há avaliações
- Manual de Projeto Steel House Maio2011Documento36 páginasManual de Projeto Steel House Maio2011Anonymous J6Ay5Mp2M100% (1)
- Planilha de Levantamento QuantitativoDocumento29 páginasPlanilha de Levantamento QuantitativoGisele Cristina RodriguesAinda não há avaliações
- Manual de postes de eucalipto preservadosDocumento29 páginasManual de postes de eucalipto preservadosRogério FiscinaAinda não há avaliações
- Wicanders - Tabela de Preços - 2015Documento56 páginasWicanders - Tabela de Preços - 2015Hugo0% (1)