Você também pode gostar
- Haskin 2016Documento9 páginasHaskin 2016Tony JuanAinda não há avaliações
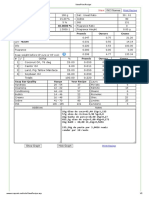
- Lye Concentration 40.0000 %: Soapcalc ©Documento2 páginasLye Concentration 40.0000 %: Soapcalc ©Tony JuanAinda não há avaliações
- Sodium Lauroyl IsethionateDocumento24 páginasSodium Lauroyl IsethionateTony JuanAinda não há avaliações
- Lye Concentration 40.0000 %: Soapcalc ©Documento2 páginasLye Concentration 40.0000 %: Soapcalc ©Tony JuanAinda não há avaliações
- Alkaline Herbal Medicine Reverse Disease and Heal The Electric Body Aqiyl AniysDocumento123 páginasAlkaline Herbal Medicine Reverse Disease and Heal The Electric Body Aqiyl AniysSantiago Rivero97% (66)
- Soap Making SecretDocumento67 páginasSoap Making SecretTony Juan100% (1)
- African Holistic Health - Llaila o Afrika PDFDocumento305 páginasAfrican Holistic Health - Llaila o Afrika PDFGnostic the Ancient One93% (176)
- IRB Certificate 07-04-2012Documento1 páginaIRB Certificate 07-04-2012Tony JuanAinda não há avaliações
- Artigo-Shelf Life of OilsDocumento1 páginaArtigo-Shelf Life of OilsTony JuanAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Development of A Ginger Reinforced Polyvinyl Alcohol BiocompositeDocumento68 páginasDevelopment of A Ginger Reinforced Polyvinyl Alcohol BiocompositeBaba JuniorAinda não há avaliações
- Bionanocomposites As Industrial Materials, Current and Future Perspectives A ReviewDocumento16 páginasBionanocomposites As Industrial Materials, Current and Future Perspectives A ReviewMartin MagangAinda não há avaliações
- 2015 Book InnovativeBiofibersFromRenewabDocumento425 páginas2015 Book InnovativeBiofibersFromRenewabisah AbdullahiAinda não há avaliações
- Sustainable Biocomposites: Challenges, Potential and Barriers For DevelopmentDocumento19 páginasSustainable Biocomposites: Challenges, Potential and Barriers For DevelopmentSufi RajAinda não há avaliações
- Plagiarism ReportDocumento18 páginasPlagiarism ReportSarabjot AzrotAinda não há avaliações
- (2017) Review On Mechanical Properties of Banana FiberDocumento5 páginas(2017) Review On Mechanical Properties of Banana Fiberdeepen_banoriyaAinda não há avaliações
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento39 páginasWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsKc FajardoAinda não há avaliações
- BiokompozitiDocumento46 páginasBiokompozitiNirma MrsicAinda não há avaliações
- Fabrication of PLA or Cow Dung-Based BiocompositeDocumento28 páginasFabrication of PLA or Cow Dung-Based BiocompositeGhina Fatikah SalimAinda não há avaliações
- UAPCPDMGZN001Documento56 páginasUAPCPDMGZN001Francis SubiacoAinda não há avaliações
- Review Raw Natural Fiber Based Polymer CompositesDocumento17 páginasReview Raw Natural Fiber Based Polymer CompositeswaleedsikandryAinda não há avaliações
- Zubinthinus, Murr) From North Sumatera: Characterization of Durian Rinds Fiber (DurioDocumento9 páginasZubinthinus, Murr) From North Sumatera: Characterization of Durian Rinds Fiber (Duriositi rahmadaniAinda não há avaliações
- Biocomposites PDFDocumento4 páginasBiocomposites PDFWindhi Hoshi Yumemizu IIAinda não há avaliações
- Characterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FiberDocumento16 páginasCharacterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FiberKebede kasaAinda não há avaliações
- Green Building Report FinalDocumento31 páginasGreen Building Report FinalMayur Madhukar MankarAinda não há avaliações
- Review of Related Literature and StudiesDocumento17 páginasReview of Related Literature and StudiesShelina ObnimagaAinda não há avaliações
- Characterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FiberDocumento16 páginasCharacterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FibertimothyAinda não há avaliações
- Ijacs 2S 40Documento7 páginasIjacs 2S 40Lamia Nour Ben abdelrahmenAinda não há avaliações
- Pengertian Komposit INDOBESIADocumento15 páginasPengertian Komposit INDOBESIASahal Ahmad AlbabAinda não há avaliações
- Adhesives For WoodDocumento500 páginasAdhesives For WoodJoão Victor WorkAinda não há avaliações
- 10 1016@j Conbuildmat 2019 117464 PDFDocumento14 páginas10 1016@j Conbuildmat 2019 117464 PDFedmealemAinda não há avaliações
- N7-Natural Fibre Bio Composites Incorporating Poly Lactic AcidDocumento20 páginasN7-Natural Fibre Bio Composites Incorporating Poly Lactic Acidphan thị thúy 2k2Ainda não há avaliações
- Progress Report On Natural Fiber Reinforced Composites: ReviewDocumento18 páginasProgress Report On Natural Fiber Reinforced Composites: ReviewparkourAinda não há avaliações
- Program Ics Jam 2012Documento28 páginasProgram Ics Jam 2012Rahul SenAinda não há avaliações
- Vegetable Oil-Based Epoxy Resins and Their Composites With Bio-Based Hardener: A Short ReviewDocumento17 páginasVegetable Oil-Based Epoxy Resins and Their Composites With Bio-Based Hardener: A Short ReviewbelkhamasAinda não há avaliações
- Investigation of The Mechanical Properties of Napier-Grass-Reinforced Composites For The Aerospace Industry: A ReviewDocumento14 páginasInvestigation of The Mechanical Properties of Napier-Grass-Reinforced Composites For The Aerospace Industry: A ReviewJodi GandawaliAinda não há avaliações
- Biomateriale - ProtezeDocumento17 páginasBiomateriale - ProtezeMitu Leonard-GabrielAinda não há avaliações
- Extraction of Natural Fibres PDFDocumento2 páginasExtraction of Natural Fibres PDFJenniferAinda não há avaliações
- Agricultural Waste Fibers Towards Sustainability and Advanced Utilization: A ReviewDocumento16 páginasAgricultural Waste Fibers Towards Sustainability and Advanced Utilization: A ReviewRashed Mansa SagkalAinda não há avaliações