Você também pode gostar
- Exercicio Aula Remota 37 e 38Documento3 páginasExercicio Aula Remota 37 e 38Tauã PaternostroAinda não há avaliações
- Modelo de Carga ScriDocumento1 páginaModelo de Carga ScriTauã PaternostroAinda não há avaliações
- Elementos Finitos Prova 2 AvaliaçãoDocumento5 páginasElementos Finitos Prova 2 AvaliaçãoTauã PaternostroAinda não há avaliações
- Atividade 2 PDFDocumento1 páginaAtividade 2 PDFTauã PaternostroAinda não há avaliações
- Tutorial Do InskapeDocumento1 páginaTutorial Do InskapeTauã PaternostroAinda não há avaliações
- Cálculo da renovação de ar exterior em ambienteDocumento2 páginasCálculo da renovação de ar exterior em ambienteTauã PaternostroAinda não há avaliações
- Mapa Mental 2 PDFDocumento1 páginaMapa Mental 2 PDFTauã PaternostroAinda não há avaliações
- Palheta HídricaDocumento8 páginasPalheta HídricaTauã PaternostroAinda não há avaliações
- Mapa Mental 2 PDFDocumento1 páginaMapa Mental 2 PDFTauã PaternostroAinda não há avaliações
- ContratosDocumento9 páginasContratosTauã PaternostroAinda não há avaliações
- Mapa Mental 2 PDFDocumento1 páginaMapa Mental 2 PDFTauã PaternostroAinda não há avaliações
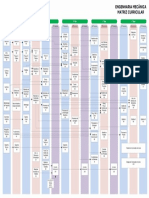
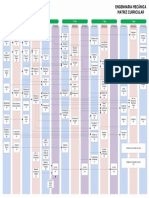
- Matriz-Curricular-Engenharia-Mecânica 2018 PDFDocumento1 páginaMatriz-Curricular-Engenharia-Mecânica 2018 PDFTauã PaternostroAinda não há avaliações
- Questão 1 PDFDocumento2 páginasQuestão 1 PDFTauã PaternostroAinda não há avaliações
- Calendário 2019 GRADUAÇÃODocumento1 páginaCalendário 2019 GRADUAÇÃOTauã PaternostroAinda não há avaliações
- Descritivos Hep CorretoDocumento33 páginasDescritivos Hep CorretoTauã PaternostroAinda não há avaliações
- Aplic Resolite Catálogo Geral 2012Documento60 páginasAplic Resolite Catálogo Geral 2012LEODECIO BELO DE OLIVEIRA75% (4)
- Matriz Curricular Engenharia Mecânica 2018Documento1 páginaMatriz Curricular Engenharia Mecânica 2018Tauã PaternostroAinda não há avaliações
- Obtenha a cidadania italiana em 16 passosDocumento17 páginasObtenha a cidadania italiana em 16 passosTauã PaternostroAinda não há avaliações
- Matriz-Curricular-Engenharia-Mecânica 2018 PDFDocumento1 páginaMatriz-Curricular-Engenharia-Mecânica 2018 PDFTauã PaternostroAinda não há avaliações
- Exer Psi e CombDocumento1 páginaExer Psi e CombTauã PaternostroAinda não há avaliações
- Motores Alternativos - Introdução PDFDocumento37 páginasMotores Alternativos - Introdução PDFTauã Paternostro100% (1)
- 2018T2Documento95 páginas2018T2Tauã PaternostroAinda não há avaliações
- Keep Talking and Nobody Explodes (Português)Documento23 páginasKeep Talking and Nobody Explodes (Português)Monique SilvaAinda não há avaliações
- Prototipagem Rapida - ConceitoDocumento7 páginasPrototipagem Rapida - ConceitoFranciele LitvinAinda não há avaliações
- Aula 03 - FundiçãoDocumento118 páginasAula 03 - FundiçãoTauã PaternostroAinda não há avaliações
- NR'sDocumento6 páginasNR'sTauã PaternostroAinda não há avaliações
- Especificação Funcional CompletaDocumento15 páginasEspecificação Funcional CompletadaborgesAinda não há avaliações
- Estudo de Perfis de Torres em Túnel de VentoDocumento152 páginasEstudo de Perfis de Torres em Túnel de VentoLucas de MedeirosAinda não há avaliações
- Estruturas gritam alerta sobre efeito RüschDocumento2 páginasEstruturas gritam alerta sobre efeito RüschManoel XavierAinda não há avaliações
- Exp 8-Circuitos RLC Com Corrente Alternada Ressonancia e Filtros Passa-Banda e Rejeita-BandaDocumento20 páginasExp 8-Circuitos RLC Com Corrente Alternada Ressonancia e Filtros Passa-Banda e Rejeita-BandaZalAinda não há avaliações
- MC-Traffic Basecoat 220Documento2 páginasMC-Traffic Basecoat 220wilian liAinda não há avaliações
- Desbloqueio Xbox360slim Drive 0225Documento3 páginasDesbloqueio Xbox360slim Drive 0225admilson eliasAinda não há avaliações
- Exerc 02 - Obras de TerraDocumento3 páginasExerc 02 - Obras de TerraDaiany OliveiraAinda não há avaliações
- 7 dicas projetar depósito equipamentosDocumento8 páginas7 dicas projetar depósito equipamentosKarol Wojtyla Lemos SousaAinda não há avaliações
- Manual de postes de eucalipto preservadosDocumento29 páginasManual de postes de eucalipto preservadosRogério FiscinaAinda não há avaliações
- Análise preliminar de riscos em terplenagemDocumento11 páginasAnálise preliminar de riscos em terplenagemDiêgo Lopes50% (2)
- DAF XF105 FTT especificaçõesDocumento2 páginasDAF XF105 FTT especificaçõesCauehRebello100% (1)
- Aula 6 - Cálculo Do EstaquemanetoDocumento41 páginasAula 6 - Cálculo Do EstaquemanetoMATHEUS SARAIVA TAVARESAinda não há avaliações
- Medição de gases de escape com o analisador PC-MULTIGÁSDocumento18 páginasMedição de gases de escape com o analisador PC-MULTIGÁSMangabeira1980 Frazão100% (1)
- 7 - Parametros de Linhas - Resistencia - Feixes de Condutores - Trifasicos em ParaleloDocumento31 páginas7 - Parametros de Linhas - Resistencia - Feixes de Condutores - Trifasicos em ParaleloHelder CruzAinda não há avaliações
- 8 - Metodologia Do Trabalho Científico e Orientação de TCC - Agenda Verde X Agenda MarromDocumento230 páginas8 - Metodologia Do Trabalho Científico e Orientação de TCC - Agenda Verde X Agenda MarromHudson SF100% (1)
- Espessura Costado CilíndricoDocumento5 páginasEspessura Costado CilíndricoSONIC JVAinda não há avaliações
- Fadiga Fenomeno 05-03-2015Documento109 páginasFadiga Fenomeno 05-03-2015IzabelaBatistaAinda não há avaliações
- ABNT NBR 14040-4 - 2017, Inspeção de Segurança Veicular, Veículos Leves e Pesados, Parte 4 - SinalizaçãoDocumento11 páginasABNT NBR 14040-4 - 2017, Inspeção de Segurança Veicular, Veículos Leves e Pesados, Parte 4 - SinalizaçãoinspetranAinda não há avaliações
- Apostila PG II 1400Documento40 páginasApostila PG II 1400Tateto Omulu88% (8)
- Relatório Cidade MatarazzoDocumento4 páginasRelatório Cidade MatarazzoAlice Schiavinato de SouzaAinda não há avaliações
- Curso de Eletrotécnica - Desenho TécnicoDocumento23 páginasCurso de Eletrotécnica - Desenho TécnicoMaycoln OliveiraAinda não há avaliações
- Protecção Das Instalações EléctricasDocumento22 páginasProtecção Das Instalações EléctricasFrancisco SantosAinda não há avaliações
- Inspeção caldeirasDocumento44 páginasInspeção caldeirasLudmilaRamos100% (1)
- Wicanders - Tabela de Preços - 2015Documento56 páginasWicanders - Tabela de Preços - 2015Hugo0% (1)
- Ondas OkDocumento36 páginasOndas OkAdriano MedeirosAinda não há avaliações
- Norma EN ISO 8501 PDFDocumento4 páginasNorma EN ISO 8501 PDFEduardo Freitas100% (2)
- Manual de Projeto Steel House Maio2011Documento36 páginasManual de Projeto Steel House Maio2011Anonymous J6Ay5Mp2M100% (1)
- Peças e componentes para caminhões, carretas e 3o eixoDocumento18 páginasPeças e componentes para caminhões, carretas e 3o eixoluizAinda não há avaliações
- Investigando a ViscosidadeDocumento5 páginasInvestigando a ViscosidadeIsaura SilvaAinda não há avaliações