Você também pode gostar
- Exam 1 Cheat SheetDocumento2 páginasExam 1 Cheat SheetJustin BrownAinda não há avaliações
- Exam 1 Cheat SheetDocumento2 páginasExam 1 Cheat SheetJustin BrownAinda não há avaliações
- REVISED Physics14 PROJECT, WorkedDocumento23 páginasREVISED Physics14 PROJECT, WorkedDiovinyl KartilAinda não há avaliações
- Glossary of HSE TermsDocumento15 páginasGlossary of HSE TermskarunaAinda não há avaliações
- ECONSTORDocumento11 páginasECONSTORJohnson CAinda não há avaliações
- Republic Act 8749: The Philippine Clean Air Act of 1999Documento105 páginasRepublic Act 8749: The Philippine Clean Air Act of 1999Tabs NetAinda não há avaliações
- On On-Site and Off-Site Disasters Management: TerminologiesDocumento12 páginasOn On-Site and Off-Site Disasters Management: TerminologiesarunenggAinda não há avaliações
- News 638344640402435795Documento6 páginasNews 638344640402435795ayushpatel85859Ainda não há avaliações
- The Use of Microtox To Assess Toxicity RDocumento5 páginasThe Use of Microtox To Assess Toxicity RCarlos AlvarezAinda não há avaliações
- Health and Safety HazardsDocumento4 páginasHealth and Safety HazardsAbdullah IshaqAinda não há avaliações
- DOE Ionizing Radiation Dose Ranges (Rem) ChartDocumento2 páginasDOE Ionizing Radiation Dose Ranges (Rem) ChartEnformableAinda não há avaliações
- EVS Overview of EnvironmentDocumento51 páginasEVS Overview of EnvironmentgoboAinda não há avaliações
- Industrial Safety Question PaperDocumento7 páginasIndustrial Safety Question Paperbhaskar5377100% (2)
- Emergency Response Plan of Chlorine Gas For Process Plants in TaiwanDocumento7 páginasEmergency Response Plan of Chlorine Gas For Process Plants in TaiwanRavi Mohan Sharma100% (1)
- Combination NotesDocumento22 páginasCombination Notestengku hilmiAinda não há avaliações
- QRA DraftDocumento38 páginasQRA DraftKishore Reddy100% (1)
- Methods of Approximation and Determination of Human Vulnerability For Offshore Major Accident Hazard AssessmentDocumento55 páginasMethods of Approximation and Determination of Human Vulnerability For Offshore Major Accident Hazard AssessmenthazopmanAinda não há avaliações
- Acute Exposure Hno3-2Documento12 páginasAcute Exposure Hno3-2Nua AbdelAinda não há avaliações
- SCOPE 40 1.1 IntroductionDocumento8 páginasSCOPE 40 1.1 IntroductionMaheshchandra YadavAinda não há avaliações
- Environmental, Health, and Safety OverviewDocumento11 páginasEnvironmental, Health, and Safety OverviewBradSiefkerAinda não há avaliações
- Lesson From Seveso ItalyDocumento48 páginasLesson From Seveso ItalyBilal ZamanAinda não há avaliações
- CHE135 CH2 Toxicology L2.4 UpdatedDocumento28 páginasCHE135 CH2 Toxicology L2.4 UpdatedMuhammad AshmanAinda não há avaliações
- GGRS - RA6969Updates - JUNE 2019Documento96 páginasGGRS - RA6969Updates - JUNE 2019Geri-Geronimo Romero SañezAinda não há avaliações
- Guidelines On Quantitative Risk Assessments (Qra) PDFDocumento12 páginasGuidelines On Quantitative Risk Assessments (Qra) PDFamandadianAinda não há avaliações
- Process Safety and Enviromental Quality CA-Exams1-Exam 2Documento13 páginasProcess Safety and Enviromental Quality CA-Exams1-Exam 2Abdoul RahimAinda não há avaliações
- Case Study Major Chemical Disasters File MinimizeDocumento73 páginasCase Study Major Chemical Disasters File MinimizeAyush ShrimalAinda não há avaliações
- 1 1 2 2 TetrachloroethaneDocumento5 páginas1 1 2 2 TetrachloroethaneMali teaAinda não há avaliações
- ContForumPres01 2Documento32 páginasContForumPres01 2jzames001Ainda não há avaliações
- The Philippine Clean Air Act of 1999Documento24 páginasThe Philippine Clean Air Act of 1999ROLAND JOIE GELIAinda não há avaliações
- Domain 6 Occupational Health and ErgonomicsDocumento101 páginasDomain 6 Occupational Health and ErgonomicsDipil BoseAinda não há avaliações
- Resumen Congreso 2017Documento251 páginasResumen Congreso 2017M Victoria SalazarAinda não há avaliações
- Unu-Gtp-Sc-02-07 Environmental and Social Issues in Geothermal Development in Costa RicaDocumento10 páginasUnu-Gtp-Sc-02-07 Environmental and Social Issues in Geothermal Development in Costa RicaPrince Mubaiwa100% (1)
- Optimisation Parameters For Dicofol Pesticide Removal by Electro-CoagulationDocumento4 páginasOptimisation Parameters For Dicofol Pesticide Removal by Electro-CoagulationneelimaAinda não há avaliações
- HSE Regulations For OilDocumento7 páginasHSE Regulations For OilOmer KhalidAinda não há avaliações
- Consequences of Process Events Evaluation in The Shahid Tondgoyan Petrochemical Company Using PHAST SoftwareDocumento14 páginasConsequences of Process Events Evaluation in The Shahid Tondgoyan Petrochemical Company Using PHAST SoftwarehshobeyriAinda não há avaliações
- Mechanism of OH-Initiated Atmospheric Photooxidation of Dichlorvos: A Quantum Mechanical StudyDocumento8 páginasMechanism of OH-Initiated Atmospheric Photooxidation of Dichlorvos: A Quantum Mechanical Studynewk222Ainda não há avaliações
- EPA - PresentationDocumento19 páginasEPA - PresentationPranava Raman BMSAinda não há avaliações
- Air Pollution Management (2 Marks QA)Documento16 páginasAir Pollution Management (2 Marks QA)rssdpm100% (4)
- 2.3 Workplace Environment Measurement: OSHS Rule 1071 - General ProvisionsDocumento8 páginas2.3 Workplace Environment Measurement: OSHS Rule 1071 - General ProvisionsMarianne BallesterosAinda não há avaliações
- Ethyl AcrylateDocumento4 páginasEthyl AcrylateroreAinda não há avaliações
- What Is Environmental Engineering? 2. Introduction To Environmental Engineering 3. Water Resource Management System 4 5 6Documento31 páginasWhat Is Environmental Engineering? 2. Introduction To Environmental Engineering 3. Water Resource Management System 4 5 6Choem MenglayAinda não há avaliações
- Evaluation of Biological Removal Efficiency in A UCT Process Treating Municipal Wastewater During Start-Up StageDocumento6 páginasEvaluation of Biological Removal Efficiency in A UCT Process Treating Municipal Wastewater During Start-Up StageRose AdelineAinda não há avaliações
- Project Safety ManagementDocumento18 páginasProject Safety ManagementMardinoOmarAinda não há avaliações
- 1673R002s6Draftimpactassmtmethod FinalDocumento9 páginas1673R002s6Draftimpactassmtmethod FinalMatthew BennettAinda não há avaliações
- Lecture No. 2 Regulatory ProcessDocumento4 páginasLecture No. 2 Regulatory ProcessJorn DoeAinda não há avaliações
- Solutions PDFDocumento12 páginasSolutions PDFsponge012Ainda não há avaliações
- Accelerator Design For Proton Therapy: OutlineDocumento8 páginasAccelerator Design For Proton Therapy: OutlineriomjAinda não há avaliações
- Engineering of Relief Disposal PDFDocumento23 páginasEngineering of Relief Disposal PDFmyself_riteshAinda não há avaliações
- SLAB Rev002Documento152 páginasSLAB Rev002Tommaso RoccatagliataAinda não há avaliações
- PCASG1132 - Photocatalytifc Air Purifier (MC70LBFVM)Documento5 páginasPCASG1132 - Photocatalytifc Air Purifier (MC70LBFVM)Edward KokAinda não há avaliações
- Toxicity PDFDocumento41 páginasToxicity PDFFazlinda Ziadi0% (1)
- Health Effects: 19 AcroleinDocumento76 páginasHealth Effects: 19 AcroleinDebby PratiwiAinda não há avaliações
- HWG ID ApplicationDocumento8 páginasHWG ID ApplicationrobinrubinaAinda não há avaliações
- Solvent Replacement For Green ProcessingDocumento19 páginasSolvent Replacement For Green ProcessingCamila BeltranAinda não há avaliações
- Pthalic Anhydride ToxiticityDocumento7 páginasPthalic Anhydride ToxiticityM IdreesAinda não há avaliações
- Incident Investigation and ReportingDocumento72 páginasIncident Investigation and ReportingPatrick GoAinda não há avaliações
- Graphical Analysis Of Oil Spill In Water - Análise Gráfica Do Derramamento De Óleo Em ÁguaNo EverandGraphical Analysis Of Oil Spill In Water - Análise Gráfica Do Derramamento De Óleo Em ÁguaAinda não há avaliações
- Air Quality ManagementNo EverandAir Quality ManagementSuresh T. NesaratnamAinda não há avaliações
- Opus UserguideDocumento313 páginasOpus UserguideMoez EssafiAinda não há avaliações
- X2 / 275 Vac: B 81 191 EMI Suppression CapacitorsDocumento4 páginasX2 / 275 Vac: B 81 191 EMI Suppression CapacitorsMeg YorkAinda não há avaliações
- HEKO Products and Services: Elements For Bucket ElevatorsDocumento36 páginasHEKO Products and Services: Elements For Bucket ElevatorsShariq KhanAinda não há avaliações
- Know It BrochureDocumento8 páginasKnow It BrochureSonali SinhaAinda não há avaliações
- AKSML 230 - 33 KV - Sheet1Documento2 páginasAKSML 230 - 33 KV - Sheet1Arif HossenAinda não há avaliações
- CFD Analysis of First Stage Nozzle Cooling Optimization in Gas TurbinesDocumento7 páginasCFD Analysis of First Stage Nozzle Cooling Optimization in Gas TurbinesMahmood ElnagarAinda não há avaliações
- Customizing The ADFS Sign-In PagesDocumento4 páginasCustomizing The ADFS Sign-In Pagesmicu0% (1)
- Stelzer Catalog PDFDocumento12 páginasStelzer Catalog PDFlhphong021191Ainda não há avaliações
- Software Hardware ListDocumento2 páginasSoftware Hardware ListjackAinda não há avaliações
- Steam Boiler Technology (2003)Documento218 páginasSteam Boiler Technology (2003)Majid Sattar100% (3)
- Jura Subito Operating Instructions Automatic 2 Cup Espresso Coffee MachineDocumento15 páginasJura Subito Operating Instructions Automatic 2 Cup Espresso Coffee MachineyangAinda não há avaliações
- Project Review 1 ScheduleDocumento1 páginaProject Review 1 ScheduleH R VALAAinda não há avaliações
- XCMG Construction Machinery Co., LTDDocumento4 páginasXCMG Construction Machinery Co., LTD余Ainda não há avaliações
- Civil Engineering PDFDocumento3 páginasCivil Engineering PDFchetan c patilAinda não há avaliações
- Pile Foundations in Engineering Practice by S - by Civildatas - Blogspot.inDocumento784 páginasPile Foundations in Engineering Practice by S - by Civildatas - Blogspot.inTatiana RodríguezAinda não há avaliações
- M S 1 1 - M S E 1 1: Hydraulic MotorsDocumento36 páginasM S 1 1 - M S E 1 1: Hydraulic MotorsmehmetAinda não há avaliações
- Uponor Dop Klett CPR 20 Ic 251 V 001Documento3 páginasUponor Dop Klett CPR 20 Ic 251 V 001jamppajoo2Ainda não há avaliações
- 2015 VGP Checklist - Rev0Documento9 páginas2015 VGP Checklist - Rev0Takis RappasAinda não há avaliações
- State of Patriot MissilesDocumento13 páginasState of Patriot MissilesTaira Mai100% (1)
- Earned Schedule - Walt LipkeDocumento27 páginasEarned Schedule - Walt LipkeKatie BensonAinda não há avaliações
- WinDNC - V05 - 02 English PDFDocumento2 páginasWinDNC - V05 - 02 English PDFAnonymous XXKCjKnc0Ainda não há avaliações
- Chapter 2 Review of Related LiteratureDocumento16 páginasChapter 2 Review of Related LiteratureRodel D Dosano50% (6)
- Entreprise Programming Lab - Skill WorkbookV1.0Documento198 páginasEntreprise Programming Lab - Skill WorkbookV1.0Dhanush Parasa40% (5)
- First-Man-Up User ManualDocumento24 páginasFirst-Man-Up User ManualJoshuaAinda não há avaliações
- Ehe 07Documento286 páginasEhe 07api-348272721Ainda não há avaliações
- Tools of BiotechnologyDocumento10 páginasTools of Biotechnologyiamforu1Ainda não há avaliações
- Powerware 5110 UPS User's ManualDocumento14 páginasPowerware 5110 UPS User's ManualjulbfuAinda não há avaliações
- ThanksDocumento17 páginasThankssselvanjhcAinda não há avaliações
- Drawing & Document List Cisanggiri 2 X 1.5 MWDocumento4 páginasDrawing & Document List Cisanggiri 2 X 1.5 MWZoebairAinda não há avaliações
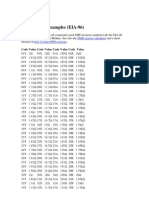
- SMD Resistor ExamplesDocumento5 páginasSMD Resistor Examplesmarcbuss100% (1)