Você também pode gostar
- 3D Printing PDFDocumento26 páginas3D Printing PDFDiego Martínez100% (1)
- Terminology and Methods: Three-Dimensional Printing or 3D Printing (Also Called Additive Manufacturing) Is Any of VariousDocumento28 páginasTerminology and Methods: Three-Dimensional Printing or 3D Printing (Also Called Additive Manufacturing) Is Any of VariousAnaAinda não há avaliações
- Introduction to 3D Printing Techniques and PrinciplesDocumento18 páginasIntroduction to 3D Printing Techniques and PrinciplesDhanush DhundasiAinda não há avaliações
- 3D Printing - WikipediaDocumento156 páginas3D Printing - WikipediaLKMs HUBAinda não há avaliações
- 3D Printing: Terminology History General PrinciplesDocumento29 páginas3D Printing: Terminology History General PrinciplesCherifAinda não há avaliações
- 3D PrintingDocumento31 páginas3D PrintingNirmal BhowmickAinda não há avaliações
- 3d PrintingDocumento36 páginas3d Printingahsonkhanmgm0% (1)
- Seminar Report On 3D PrintingDocumento27 páginasSeminar Report On 3D PrintingRishiPanda73% (15)
- AkshayDocumento26 páginasAkshayakshaynerkar709Ainda não há avaliações
- Статья на АнглийскомDocumento49 páginasСтатья на АнглийскомFrodo SumkinAinda não há avaliações
- 3D Printing - Wikipedia, The Free EncyclopediaDocumento23 páginas3D Printing - Wikipedia, The Free EncyclopediaSandra MeyersAinda não há avaliações
- Статья на АнглийскомDocumento50 páginasСтатья на АнглийскомFrodo SumkinAinda não há avaliações
- 3D Printing Research Paper Various Aspects PDFDocumento15 páginas3D Printing Research Paper Various Aspects PDFJames Francis MagdalinoAinda não há avaliações
- McdounldsDocumento2 páginasMcdounldsapi-297345556Ainda não há avaliações
- 3D PrintingDocumento17 páginas3D PrintingadimeghaAinda não há avaliações
- 4 Seminar Report After Index PDFDocumento24 páginas4 Seminar Report After Index PDFM. Sadiq. A. PachapuriAinda não há avaliações
- IEEE Paper On 3d PrintingDocumento4 páginasIEEE Paper On 3d PrintingSumit Rai91% (11)
- 3D PrintingDocumento22 páginas3D PrintingErmin MaŁik HuskicAinda não há avaliações
- 3D Printing TechDocumento21 páginas3D Printing TechClassic Printers100% (1)
- 3D PrintersDocumento16 páginas3D PrintersDomagoj PavlovićAinda não há avaliações
- 3D PrintingDocumento21 páginas3D PrintingŞaif Ahąmed Thatsìt100% (1)
- Evaluation of 3D Printing and Its Potential Impact On Biotechnology and The Chemical SciencesDocumento14 páginasEvaluation of 3D Printing and Its Potential Impact On Biotechnology and The Chemical SciencesyahokimAinda não há avaliações
- 3D Printing Report by Khushbu GaydhaneDocumento15 páginas3D Printing Report by Khushbu GaydhaneKhushbu gaydhaneAinda não há avaliações
- 3D Printing Models Using CADDocumento7 páginas3D Printing Models Using CADFresnel FisicoAinda não há avaliações
- Terminology 3D PrintingDocumento2 páginasTerminology 3D PrintingFresnel FisicoAinda não há avaliações
- Toaz - Info Seminar Report On 3d Printing PRDocumento27 páginasToaz - Info Seminar Report On 3d Printing PRhellgate.vishesh25Ainda não há avaliações
- Additive Manufacturing Module-1 Notes PDFDocumento26 páginasAdditive Manufacturing Module-1 Notes PDFrohan shiralkar100% (4)
- 2 BRIEF HISTORYDocumento2 páginas2 BRIEF HISTORYdarwinlovesrajAinda não há avaliações
- 3d Prinitng ReportDocumento39 páginas3d Prinitng ReportGaurav AroraAinda não há avaliações
- 3D PRINTING ReportDocumento15 páginas3D PRINTING ReportArjun Oberai100% (1)
- 3-D Printing: ContentDocumento9 páginas3-D Printing: ContentRitik PothareAinda não há avaliações
- A Review Paper On 3d Printing Aspects and Various Processes Used in The 3d Printing IJERTV6IS060409 PDFDocumento6 páginasA Review Paper On 3d Printing Aspects and Various Processes Used in The 3d Printing IJERTV6IS060409 PDFhipovemicAinda não há avaliações
- 3D Printing Research Paper - Various Aspects PDFDocumento6 páginas3D Printing Research Paper - Various Aspects PDFhipovemicAinda não há avaliações
- Me 125 Leung Research PaperDocumento12 páginasMe 125 Leung Research Paperapi-368278263Ainda não há avaliações
- 3D Printing: Additive Manufacturing GuideDocumento10 páginas3D Printing: Additive Manufacturing GuideKelvin Dale YubidiAinda não há avaliações
- IJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingDocumento7 páginasIJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingGarapati MurarjiAinda não há avaliações
- 3D PrintingDocumento45 páginas3D Printingbrian3442Ainda não há avaliações
- 3D Printing TechnologyDocumento27 páginas3D Printing TechnologyRuquiyaAinda não há avaliações
- 3D Printing TechnologyDocumento43 páginas3D Printing TechnologySushmaAinda não há avaliações
- Additive ManufacturingDocumento22 páginasAdditive ManufacturingbatmansniperAinda não há avaliações
- 3D Printing: A SeminarDocumento17 páginas3D Printing: A SeminarRajesh SahuAinda não há avaliações
- Report Assignment 1 - 3D Printing - FINALDocumento10 páginasReport Assignment 1 - 3D Printing - FINALAmirAfizJimAinda não há avaliações
- 3D Printing Group 7 ReportDocumento19 páginas3D Printing Group 7 ReportMark CrisostomoAinda não há avaliações
- 3D PrintingDocumento26 páginas3D PrintingBASBUSAinda não há avaliações
- Research Report On 3D PrintingDocumento19 páginasResearch Report On 3D PrintingBalkrishna ChaudharyAinda não há avaliações
- 3D Printing: Jump To Navigation Jump To SearchDocumento7 páginas3D Printing: Jump To Navigation Jump To SearchDiophantus MabutinAinda não há avaliações
- A Comprehensive Study On 3D Printing Technology: August 2016Documento7 páginasA Comprehensive Study On 3D Printing Technology: August 2016SE ProductionAinda não há avaliações
- 3D Printed Chalk Holder with Laser PointerDocumento12 páginas3D Printed Chalk Holder with Laser PointerNAGARJUN RAinda não há avaliações
- "3D Printing: An Emerging Era of Future Printing": Mr. Pravin AhirwarDocumento25 páginas"3D Printing: An Emerging Era of Future Printing": Mr. Pravin AhirwarSudipta NathAinda não há avaliações
- Seminar Report On 3D PrintingDocumento20 páginasSeminar Report On 3D PrintingArchitbhardwaj13Ainda não há avaliações
- Ce 3010 Honors Project 3d Printing and Construction IndustryDocumento18 páginasCe 3010 Honors Project 3d Printing and Construction Industryapi-297914209Ainda não há avaliações
- Book 6 When AM Won't WorkDocumento35 páginasBook 6 When AM Won't WorkLearn19Ainda não há avaliações
- CSE 3D Printing ReportDocumento18 páginasCSE 3D Printing ReportAksh RawalAinda não há avaliações
- Module-1 Additive Manufacturing 18 SchemeDocumento47 páginasModule-1 Additive Manufacturing 18 SchemeSANTOSH100% (1)
- AComprehensive Studyon 3 DPrinting TechnologyDocumento7 páginasAComprehensive Studyon 3 DPrinting TechnologyKaushal PanchalAinda não há avaliações
- JETIR2105498Documento3 páginasJETIR2105498Rakshith Nk KashyapAinda não há avaliações
- 3D Printer Synopsis ReportDocumento11 páginas3D Printer Synopsis ReportAshish Kumar75% (4)
- 3d PrinterDocumento24 páginas3d Printerramit77Ainda não há avaliações
- Beginners Guide To 3d PrintingDocumento31 páginasBeginners Guide To 3d PrintingPrasanthChunduri0% (1)
- Sir FigureDocumento2 páginasSir FigureErEeshanAcharyaAinda não há avaliações
- ReadmeDocumento5 páginasReadmeAnonymous 1nwZ5xiTDAinda não há avaliações
- 3 RDDocumento91 páginas3 RDAshok PradhanAinda não há avaliações
- Hy-Wire Concept CarDocumento39 páginasHy-Wire Concept CarErEeshanAcharyaAinda não há avaliações
- 4 Basic Methods For Moving The Unit LoadDocumento7 páginas4 Basic Methods For Moving The Unit Loadjc casordAinda não há avaliações
- Lenton Steel Fortress: A Shear Reinforcement SystemDocumento2 páginasLenton Steel Fortress: A Shear Reinforcement Systemjmcc2Ainda não há avaliações
- Leaflet - IDEA StatiCa SteelDocumento3 páginasLeaflet - IDEA StatiCa SteelpgyzAinda não há avaliações
- P8g-Ag10 NDocumento18 páginasP8g-Ag10 NEwan SutherlandAinda não há avaliações
- Bored Pile Rebar Cage Lifting DesignDocumento5 páginasBored Pile Rebar Cage Lifting DesignAnonymous S7Cq7ZDgPAinda não há avaliações
- GE Water & Process Technology GS-11010Documento16 páginasGE Water & Process Technology GS-11010tatonyAinda não há avaliações
- Reverse Engineering Project - Carleton University - 2009Documento8 páginasReverse Engineering Project - Carleton University - 2009Noshin NugawelaAinda não há avaliações
- ASTM A 802 Standard Practice For Steel Castings, Iron Castings, Surface Acceptance, Visual ExaminationDocumento10 páginasASTM A 802 Standard Practice For Steel Castings, Iron Castings, Surface Acceptance, Visual Examinationpsanches25100% (1)
- طلمبات السحب الطرفية e-NSCDocumento3 páginasطلمبات السحب الطرفية e-NSCRheoserve Industrial SolutionsAinda não há avaliações
- 45 Manufacturing of High Precision BoresDocumento169 páginas45 Manufacturing of High Precision BoresTuấnAnhAinda não há avaliações
- Role of DistributionDocumento8 páginasRole of DistributionBASAVARAJ RAJAinda não há avaliações
- API 5L QuesDocumento33 páginasAPI 5L QuesRavindra S. Jivani100% (1)
- Overview of Construction IndustryDocumento39 páginasOverview of Construction IndustryHariz AkhmalAinda não há avaliações
- Cube Test ReportDocumento12 páginasCube Test ReportWeei Zhee70Ainda não há avaliações
- Case study-Toyota-JIT-SystemDocumento17 páginasCase study-Toyota-JIT-Systemdkumar881178% (9)
- MN 304 - Production Economics - 6Documento59 páginasMN 304 - Production Economics - 6Nipuna Thushara WijesekaraAinda não há avaliações
- Peri Komponentu Katalogas Klojiniams 2015 enDocumento948 páginasPeri Komponentu Katalogas Klojiniams 2015 enLuôn HồAinda não há avaliações
- Consumibles PDFDocumento36 páginasConsumibles PDFRepresentaciones y Distribuciones FALAinda não há avaliações
- Logistics BoDocumento26 páginasLogistics BomanjupadmaAinda não há avaliações
- Japanese Total Quality Control, TQM, Deming's System of Profound Knowledge, BPR, Lean and Six Sigma Comparison and Discussion 20401461111189425Documento26 páginasJapanese Total Quality Control, TQM, Deming's System of Profound Knowledge, BPR, Lean and Six Sigma Comparison and Discussion 20401461111189425HafeezAbdullahAinda não há avaliações
- CH 5 Test BankDocumento10 páginasCH 5 Test BankSehrish Atta100% (3)
- Ti809 07Documento136 páginasTi809 07SusandiHarahapAinda não há avaliações
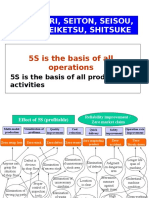
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocumento21 páginas5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaAinda não há avaliações
- Process PlanningDocumento41 páginasProcess PlanningUsmanGhaniAinda não há avaliações
- Sludge Thickening: Design of Gravitational ThickeningDocumento8 páginasSludge Thickening: Design of Gravitational ThickeningugurAinda não há avaliações
- Keyterm Chap 1Documento3 páginasKeyterm Chap 1HuynhGiangAinda não há avaliações
- CAMERON France S.A.S: Front SheetDocumento27 páginasCAMERON France S.A.S: Front SheetkrishnsgkAinda não há avaliações
- Zarate Luis Felipe Act3Documento11 páginasZarate Luis Felipe Act3AryluHdezAinda não há avaliações
- Welcome: K.S.K College of Engineering and Technology Department of Mechanical EngineeringDocumento26 páginasWelcome: K.S.K College of Engineering and Technology Department of Mechanical EngineeringRisath AhamedAinda não há avaliações
- Bituproof 300Documento58 páginasBituproof 300Saeed Mahmood Gul KhanAinda não há avaliações
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityNo EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityNota: 5 de 5 estrelas5/5 (1)
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumNo EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumNota: 3 de 5 estrelas3/5 (12)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldNo EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldNota: 4.5 de 5 estrelas4.5/5 (54)
- AI Superpowers: China, Silicon Valley, and the New World OrderNo EverandAI Superpowers: China, Silicon Valley, and the New World OrderNota: 4.5 de 5 estrelas4.5/5 (398)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyNo EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyNota: 4 de 5 estrelas4/5 (51)
- Algorithms to Live By: The Computer Science of Human DecisionsNo EverandAlgorithms to Live By: The Computer Science of Human DecisionsNota: 4.5 de 5 estrelas4.5/5 (722)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveAinda não há avaliações
- CompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideNo EverandCompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideNota: 5 de 5 estrelas5/5 (2)
- Generative AI: The Insights You Need from Harvard Business ReviewNo EverandGenerative AI: The Insights You Need from Harvard Business ReviewNota: 4.5 de 5 estrelas4.5/5 (2)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessAinda não há avaliações
- Chip War: The Quest to Dominate the World's Most Critical TechnologyNo EverandChip War: The Quest to Dominate the World's Most Critical TechnologyNota: 4.5 de 5 estrelas4.5/5 (227)
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldNo EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldNota: 4.5 de 5 estrelas4.5/5 (107)
- 8-Bit Apocalypse: The Untold Story of Atari's Missile CommandNo Everand8-Bit Apocalypse: The Untold Story of Atari's Missile CommandNota: 3.5 de 5 estrelas3.5/5 (10)
- The Corporate Startup: How established companies can develop successful innovation ecosystemsNo EverandThe Corporate Startup: How established companies can develop successful innovation ecosystemsNota: 4 de 5 estrelas4/5 (6)
- The Future of Geography: How the Competition in Space Will Change Our WorldNo EverandThe Future of Geography: How the Competition in Space Will Change Our WorldNota: 4.5 de 5 estrelas4.5/5 (4)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andNo EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andNota: 4.5 de 5 estrelas4.5/5 (708)
- Mastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)No EverandMastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)Ainda não há avaliações
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseNo EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseNota: 3.5 de 5 estrelas3.5/5 (12)
- Blood, Sweat, and Pixels: The Triumphant, Turbulent Stories Behind How Video Games Are MadeNo EverandBlood, Sweat, and Pixels: The Triumphant, Turbulent Stories Behind How Video Games Are MadeNota: 4.5 de 5 estrelas4.5/5 (335)
- Reality+: Virtual Worlds and the Problems of PhilosophyNo EverandReality+: Virtual Worlds and the Problems of PhilosophyNota: 4 de 5 estrelas4/5 (24)
- Everybody Lies: Big Data, New Data, and What the Internet Can Tell Us About Who We Really AreNo EverandEverybody Lies: Big Data, New Data, and What the Internet Can Tell Us About Who We Really AreNota: 4.5 de 5 estrelas4.5/5 (911)