Você também pode gostar
- Economia de Las Provincias - David Murillo - Realidad IndustrialDocumento27 páginasEconomia de Las Provincias - David Murillo - Realidad IndustrialDavid MurilloAinda não há avaliações
- Analisis Socieconomico Del Ecuador EditorialDocumento2 páginasAnalisis Socieconomico Del Ecuador EditorialDavid MurilloAinda não há avaliações
- Mapa IdeologiasDocumento1 páginaMapa IdeologiasDavid MurilloAinda não há avaliações
- El Modelo de Industrialización Por Sustitución de ImportacionesDocumento7 páginasEl Modelo de Industrialización Por Sustitución de ImportacionesDavid MurilloAinda não há avaliações
- Documento Ingenieria RomanaDocumento2 páginasDocumento Ingenieria RomanaDavid MurilloAinda não há avaliações
- Introducción Al Cálculo. Problemas y Ejercicios Resueltos - José R. Franco - 1edDocumento317 páginasIntroducción Al Cálculo. Problemas y Ejercicios Resueltos - José R. Franco - 1edDavid MurilloAinda não há avaliações
- Analisis Del Ecuador Noticias 5Documento3 páginasAnalisis Del Ecuador Noticias 5David MurilloAinda não há avaliações
- Ensayo II GM EscritoDocumento2 páginasEnsayo II GM EscritoDavid MurilloAinda não há avaliações
- Analisis Socieconomico Del Ecuador Libro 12Documento2 páginasAnalisis Socieconomico Del Ecuador Libro 12David MurilloAinda não há avaliações
- Cuál Es El Fin de La Ingeniería GenéticaDocumento1 páginaCuál Es El Fin de La Ingeniería GenéticaDavid MurilloAinda não há avaliações
- El Modelo de Industrialización Por Sustitución de ImportacionesDocumento7 páginasEl Modelo de Industrialización Por Sustitución de ImportacionesDavid Murillo0% (1)
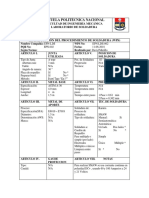
- Escuela Politécnica Nacional: Facultad de Ingeniería Mecánica Laboratorio de SoldaduraDocumento2 páginasEscuela Politécnica Nacional: Facultad de Ingeniería Mecánica Laboratorio de SoldaduraDavid MurilloAinda não há avaliações
- Economia de Las ProvinciasDocumento24 páginasEconomia de Las ProvinciasDavid MurilloAinda não há avaliações
- Mapa IdeologiasDocumento1 páginaMapa IdeologiasDavid MurilloAinda não há avaliações
- ForjaDocumento13 páginasForjaDavid MurilloAinda não há avaliações
- VirutajeDocumento35 páginasVirutajeDavid MurilloAinda não há avaliações
- Manuel David Murillo Tamayo DEBER 1 OFIMATICADocumento2 páginasManuel David Murillo Tamayo DEBER 1 OFIMATICADavid MurilloAinda não há avaliações
- Organizador, Mapas, Informes (Rúbricas)Documento12 páginasOrganizador, Mapas, Informes (Rúbricas)David MurilloAinda não há avaliações
- ManteDocumento6 páginasManteDavid MurilloAinda não há avaliações
- PoblamientoDocumento3 páginasPoblamientoDavid MurilloAinda não há avaliações
- Rios Del EcuadorDocumento12 páginasRios Del EcuadorDavid MurilloAinda não há avaliações
- Investigacion Cientifica Los ParadigmasDocumento15 páginasInvestigacion Cientifica Los ParadigmasDavid Murillo100% (1)
- PiezaDocumento3 páginasPiezaDavid MurilloAinda não há avaliações
- Poblamiento de AmericaDocumento3 páginasPoblamiento de AmericaDavid MurilloAinda não há avaliações
- Arte HelenisticaDocumento5 páginasArte HelenisticaDavid MurilloAinda não há avaliações
- VirutajeDocumento35 páginasVirutajeDavid MurilloAinda não há avaliações
- VirutajeDocumento35 páginasVirutajeDavid MurilloAinda não há avaliações
- Informe Molino de Viento 2Documento4 páginasInforme Molino de Viento 2David MurilloAinda não há avaliações
- Probabilidad 2Documento6 páginasProbabilidad 2David MurilloAinda não há avaliações
- Escuela Politécnica Nacional: Facultad de Ingeniería Mecánica Laboratorio de SoldaduraDocumento2 páginasEscuela Politécnica Nacional: Facultad de Ingeniería Mecánica Laboratorio de SoldaduraDavid MurilloAinda não há avaliações
- Lic. en Cs de La Educacion-Romina TracchiaDocumento37 páginasLic. en Cs de La Educacion-Romina Tracchiapilar gomezAinda não há avaliações
- Práctica 06Documento4 páginasPráctica 06Edgar RuizAinda não há avaliações
- Plan de Contingencia en Rellenos SanitariosDocumento6 páginasPlan de Contingencia en Rellenos Sanitariosjuanes vargasAinda não há avaliações
- Lenguaje 14Documento2 páginasLenguaje 14Frank Cristian Palomino QuispeAinda não há avaliações
- Informe Mtto de ApantallamientoDocumento21 páginasInforme Mtto de ApantallamientoMantenimiento BiocicloAinda não há avaliações
- Cto MDocumento2 páginasCto Mbryansaf 15Ainda não há avaliações
- Ejercicios de Temperatura y CalorDocumento2 páginasEjercicios de Temperatura y CalorJERRY DENNIS DIAZ SANCHEZAinda não há avaliações
- Silabo de Estrategias para Trabajar Unidocentes y Multigrado1Documento7 páginasSilabo de Estrategias para Trabajar Unidocentes y Multigrado1lizethAinda não há avaliações
- Toolkit I+E N2 - VFDocumento37 páginasToolkit I+E N2 - VFCarlos Moraga Copier100% (2)
- Recubrimientos Del BambuDocumento2 páginasRecubrimientos Del BambuGustavo David VillegasAinda não há avaliações
- Trabajo N°2 - Tecnologia Del Asfalto - Grupo N°5Documento19 páginasTrabajo N°2 - Tecnologia Del Asfalto - Grupo N°5Victor Villegas AguirreAinda não há avaliações
- Pérdida de Control en Manejo de Explosivos (40434)Documento2 páginasPérdida de Control en Manejo de Explosivos (40434)Samuel gonzalez floresAinda não há avaliações
- Usos Sociales de La Tecnología y Educación SuperiorDocumento6 páginasUsos Sociales de La Tecnología y Educación SuperiorErick Cruz MendozaAinda não há avaliações
- Planeamiento de La Industria Farmaceutica Peruana 2010 Tesis MBA Tulane CentrumDocumento355 páginasPlaneamiento de La Industria Farmaceutica Peruana 2010 Tesis MBA Tulane CentrumAlonso Jimmy Pinto BandaAinda não há avaliações
- Caida Libre y Lanzamiento VerticalDocumento1 páginaCaida Libre y Lanzamiento VerticalyolydortaAinda não há avaliações
- Propiedades Sensoriales de Los MaterialesDocumento11 páginasPropiedades Sensoriales de Los MaterialesanahibubuAinda não há avaliações
- Curso Taller ProcompiteDocumento5 páginasCurso Taller ProcompiteCOPEME100% (1)
- Psicologia Evolutiva-Tarea 1Documento6 páginasPsicologia Evolutiva-Tarea 1Cristian Alejandro MartinezAinda não há avaliações
- Yesenia Pateta Moreno. La Mediacion Social en La Construccion de La Corporeidad Papel de La Escuela en El Redescubrimiento de Un C (..)Documento15 páginasYesenia Pateta Moreno. La Mediacion Social en La Construccion de La Corporeidad Papel de La Escuela en El Redescubrimiento de Un C (..)Laura Gpe. ZárateAinda não há avaliações
- FO-HSE - 70 Acta de Obligaciones Ambientales Abandono PDFDocumento1 páginaFO-HSE - 70 Acta de Obligaciones Ambientales Abandono PDFMelissa LoaizaAinda não há avaliações
- Estándares de Peritaje Informático Análisis Forense de Una EvidenciaDocumento19 páginasEstándares de Peritaje Informático Análisis Forense de Una Evidenciaalexander_osorio_1100% (1)
- VEN RSMDocumento51 páginasVEN RSMImagenGabineteAinda não há avaliações
- Bolivia: Ley de 23 de Septiembre de 1831Documento7 páginasBolivia: Ley de 23 de Septiembre de 1831Raysa Alejandra Ferrufino ZarragaAinda não há avaliações
- Examen Parcial de Filosofia 10 - 01 Primer PeriodoDocumento3 páginasExamen Parcial de Filosofia 10 - 01 Primer PeriodoLuis Enrique Biblioteca Juan de Dios AmadorAinda não há avaliações
- El Papel de La Ética en La Investigación Científica y TecnológicaDocumento2 páginasEl Papel de La Ética en La Investigación Científica y Tecnológicawolah791750% (1)
- M y X de Tagua 2011Documento36 páginasM y X de Tagua 2011Rommel José Andrango GuerreroAinda não há avaliações
- Retrato ContemporaneoDocumento14 páginasRetrato Contemporaneo12345678950% (2)
- Gestion Estrategica de Compras y Proveedores 2021 - Caso Practico Parte 1 EduDocumento3 páginasGestion Estrategica de Compras y Proveedores 2021 - Caso Practico Parte 1 EduEduardo Aquino LinoAinda não há avaliações
- Lab. Mecanica de Suelos I 2019 PDFDocumento2 páginasLab. Mecanica de Suelos I 2019 PDFYEFHERSON GALLO ARCILAAinda não há avaliações
- Uso Del PHET - Predicciones para Estudiar La 2da Ley de Newton - Actividad Individual Segundo BGUDocumento3 páginasUso Del PHET - Predicciones para Estudiar La 2da Ley de Newton - Actividad Individual Segundo BGUDome GarciaAinda não há avaliações