Você também pode gostar
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesAinda não há avaliações
- Corwire Katalog YiceDocumento54 páginasCorwire Katalog YiceAlexandar Marinkovic100% (1)
- Dijagram Fe - Fe3CDocumento1 páginaDijagram Fe - Fe3Cramo98Ainda não há avaliações
- Primer Uporednih Oznaka Čelika Prema Različitim Standardima (Normama) - Online Mašinski PriručnikDocumento1 páginaPrimer Uporednih Oznaka Čelika Prema Različitim Standardima (Normama) - Online Mašinski Priručnikbajica3Ainda não há avaliações
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987No EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonAinda não há avaliações
- HRN en 9692-1 PDFDocumento3 páginasHRN en 9692-1 PDFDomagoj DelačAinda não há avaliações
- Masinski Materijali Za Prvi Razred - Brodomasinski Tehnicar-IV StepenDocumento1 páginaMasinski Materijali Za Prvi Razred - Brodomasinski Tehnicar-IV StepenBanghalorAinda não há avaliações
- The Mechanism of Acicular Ferrite in Weld DepositsDocumento12 páginasThe Mechanism of Acicular Ferrite in Weld DepositsPedro CunhaAinda não há avaliações
- Belt DriftDocumento23 páginasBelt Driftpumpisrb100% (1)
- Elektorde WebDocumento311 páginasElektorde WebMiloš JevremovićAinda não há avaliações
- Vdoc - Pub Introduction To The Finite Element MethodDocumento216 páginasVdoc - Pub Introduction To The Finite Element MethodHuseinAinda não há avaliações
- Hybrid Welding ProcessesDocumento4 páginasHybrid Welding ProcessesKaushik SenguptaAinda não há avaliações
- 3 Information Series The Welding of Stainless Steel MaterialDocumento6 páginas3 Information Series The Welding of Stainless Steel MaterialRamzi BEN AHMEDAinda não há avaliações
- Sinumerik OperateDocumento15 páginasSinumerik Operatessptcer1Ainda não há avaliações
- Aga Handbook - Facts About Aluminium WeldingDocumento19 páginasAga Handbook - Facts About Aluminium WeldingEmilce Bogado MartinezAinda não há avaliações
- Consumables Catalogue EngDocumento719 páginasConsumables Catalogue Engpaulon9271Ainda não há avaliações
- Strenx 700 MC: Advanced High Strength SteelDocumento2 páginasStrenx 700 MC: Advanced High Strength SteeldbaAinda não há avaliações
- Arc Welding - Calculator ChartDocumento3 páginasArc Welding - Calculator ChartDr. Ladeesh V GopinathAinda não há avaliações
- Welding of Stainless SteelsDocumento48 páginasWelding of Stainless SteelsRamzi BEN AHMEDAinda não há avaliações
- Data Sheet Strenx 700 MCDocumento3 páginasData Sheet Strenx 700 MCRoger BandeiraAinda não há avaliações
- MM 223 Claw Hammer Literature ReviewDocumento10 páginasMM 223 Claw Hammer Literature Reviewdipanshil100% (1)
- Strenx 700MC D e 2017-04-20Documento2 páginasStrenx 700MC D e 2017-04-20Amandeep SinghAinda não há avaliações
- SheetCam TNG Manual - LetterDocumento160 páginasSheetCam TNG Manual - LetterSergio BricellaAinda não há avaliações
- Application Code: Aws. D 1.1 3. Procedure For Post Weld Heat TreatmentDocumento1 páginaApplication Code: Aws. D 1.1 3. Procedure For Post Weld Heat Treatmentkanha15102003Ainda não há avaliações
- AutoCAD Fall 2022-2023Documento71 páginasAutoCAD Fall 2022-2023joudsamardali246Ainda não há avaliações
- Corrosion and Corrosion Test Methods of ZincDocumento9 páginasCorrosion and Corrosion Test Methods of ZincMrPalm LimAinda não há avaliações
- Datasheet Strenx 700E - en - 2016Documento3 páginasDatasheet Strenx 700E - en - 2016peterAinda não há avaliações
- Assignment 1: Aliaa Nabila Binti Abdul Muta'Ali (Ha15025)Documento8 páginasAssignment 1: Aliaa Nabila Binti Abdul Muta'Ali (Ha15025)Aliaa Nabila100% (1)
- MSRR 6011Documento14 páginasMSRR 6011pradellesAinda não há avaliações
- CATIA V5 R16 Sketcher Models ManualDocumento16 páginasCATIA V5 R16 Sketcher Models ManualyeswanthAinda não há avaliações
- Arcelor High Yield IfDocumento4 páginasArcelor High Yield IfJayDadrassAinda não há avaliações
- MA Proracuni PDFDocumento176 páginasMA Proracuni PDFDusan KitanovicAinda não há avaliações
- Seminarski Rad: Predmet: Kompjutersko Projektovanje I Tema: Draw MeniDocumento24 páginasSeminarski Rad: Predmet: Kompjutersko Projektovanje I Tema: Draw MeniDjordje PetrovicAinda não há avaliações
- 01 - Fundamentals of Metalworking-2017son01Documento92 páginas01 - Fundamentals of Metalworking-2017son01emreAinda não há avaliações
- 03 Alloy SteelDocumento94 páginas03 Alloy SteelJitendraAinda não há avaliações
- FE Simulation of Ultrasonic Vibrations in TurningDocumento11 páginasFE Simulation of Ultrasonic Vibrations in TurningklausoshoAinda não há avaliações
- Complete EDM Handbook - 10Documento8 páginasComplete EDM Handbook - 10peroz_ak47Ainda não há avaliações
- 2012 FV ICMEM Cover PDFDocumento255 páginas2012 FV ICMEM Cover PDFVuhic VuhicAinda não há avaliações
- 10 1 HardnessDocumento15 páginas10 1 HardnessSanjay Kumar RanaAinda não há avaliações
- Bulk Deformation ProcessesDocumento41 páginasBulk Deformation ProcessesAbdullahAinda não há avaliações
- EN10113 S460ML Steel Plate/sheet: Henan BEBON International Co.,ltdDocumento1 páginaEN10113 S460ML Steel Plate/sheet: Henan BEBON International Co.,ltdDinesh GuptaAinda não há avaliações
- Metal Repairs: Laser WeldingDocumento24 páginasMetal Repairs: Laser WeldingV DhinakaranAinda não há avaliações
- IIW - International Institute of WeldingDocumento3 páginasIIW - International Institute of WeldingNilesh MistryAinda não há avaliações
- Passivating & Pickling Stainless SteelDocumento16 páginasPassivating & Pickling Stainless Steelfeki2607Ainda não há avaliações
- Piroliza Celulozei Si Ligninei - ArboformDocumento7 páginasPiroliza Celulozei Si Ligninei - ArboformAndra CiubucAinda não há avaliações
- Sce en 700 010 CNC Din Basics r1508Documento112 páginasSce en 700 010 CNC Din Basics r1508Trung Quoc LeAinda não há avaliações
- 2005predavanje 0 PDFDocumento42 páginas2005predavanje 0 PDF2ez4rtzAinda não há avaliações
- Laser Heat TreatmentDocumento8 páginasLaser Heat TreatmentBolat AurelAinda não há avaliações
- AGA Handbook Shielding Gas Welding UKDocumento52 páginasAGA Handbook Shielding Gas Welding UKScott Trainor100% (2)
- Reducing of Line StopaggesDocumento39 páginasReducing of Line StopaggesSuvro ChakrabortyAinda não há avaliações
- Foundry of Non-Ferrous Metal AlloysDocumento59 páginasFoundry of Non-Ferrous Metal AlloysNarender KumarAinda não há avaliações
- Análisis de Firmas para Monitoreo de Calidad en GMAW de CortocircuitoDocumento8 páginasAnálisis de Firmas para Monitoreo de Calidad en GMAW de Cortocircuitodavid perezAinda não há avaliações
- Serbia's National Welding Capability (NWC) and Its Significance To The UN Sustainable Development Goals (SDGS)Documento7 páginasSerbia's National Welding Capability (NWC) and Its Significance To The UN Sustainable Development Goals (SDGS)PetarAinda não há avaliações
- Xu2007 PDFDocumento6 páginasXu2007 PDFsai bharat donthamsettiAinda não há avaliações
- Iiw Doc Viii 1576 10Documento12 páginasIiw Doc Viii 1576 10Marjan SubanAinda não há avaliações
- 05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding ArcDocumento6 páginas05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding Arcprabhatkumar_6657012Ainda não há avaliações
- Relationship Between Geometric Welding Parameters and Optical-Acoustic Emissions From Electric Arc in GMAW-S ProcessDocumento9 páginasRelationship Between Geometric Welding Parameters and Optical-Acoustic Emissions From Electric Arc in GMAW-S ProcessSreeharanAinda não há avaliações
- Effect of Vibratory Weld Conditioning On Welded Valve PropertiesDocumento10 páginasEffect of Vibratory Weld Conditioning On Welded Valve Propertiessai bharat donthamsettiAinda não há avaliações
- Iiw 212-997-01Documento13 páginasIiw 212-997-01Marjan SubanAinda não há avaliações
- IIW Doc III-1702-14 - v0Documento13 páginasIIW Doc III-1702-14 - v0Marjan SubanAinda não há avaliações
- Microstructural Development and Solidification CrackingDocumento12 páginasMicrostructural Development and Solidification CrackingMarjan SubanAinda não há avaliações
- Iiw Doc Viii 1576 10Documento12 páginasIiw Doc Viii 1576 10Marjan SubanAinda não há avaliações
- IIW Doc III-1445-07Documento13 páginasIIW Doc III-1445-07Marjan SubanAinda não há avaliações
- Chaos Theory in Welding - EUROJOIN 4 Dubrovnik 2001 PresentationDocumento18 páginasChaos Theory in Welding - EUROJOIN 4 Dubrovnik 2001 PresentationMarjan SubanAinda não há avaliações
- Statistical Analysis in Welding IIW-2001-LjubljanaDocumento16 páginasStatistical Analysis in Welding IIW-2001-LjubljanaMarjan SubanAinda não há avaliações
- ERC 2010 STG PartB1 ChaosWeldDocumento12 páginasERC 2010 STG PartB1 ChaosWeldMarjan SubanAinda não há avaliações
- Management Study - Google Case Marjan SubanDocumento9 páginasManagement Study - Google Case Marjan SubanMarjan Suban100% (1)
- Poster The Impact of Stagnant Water On The Corrosion Processes in PipelineDocumento1 páginaPoster The Impact of Stagnant Water On The Corrosion Processes in PipelineMarjan Suban0% (1)
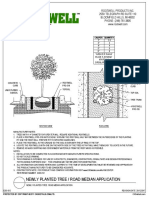
- Newly Planted Tree / Road Median ApplicationDocumento1 páginaNewly Planted Tree / Road Median ApplicationmooolkaAinda não há avaliações
- TI C5510 Assembly ProgrammingDocumento21 páginasTI C5510 Assembly ProgrammingWinsweptAinda não há avaliações
- Education Expo 2021Documento8 páginasEducation Expo 2021MayurAinda não há avaliações
- 839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FDocumento1 página839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FlilbouyinAinda não há avaliações
- Manual Testing 1Documento4 páginasManual Testing 1shanthan117Ainda não há avaliações
- LR Chapter 5 - Input and OutputDocumento6 páginasLR Chapter 5 - Input and OutputAakash KumarAinda não há avaliações
- Sr. No. Reference - Id Name NQT - Reference - Id Email - Id Highest Institute Name Qualification SpecializationDocumento6 páginasSr. No. Reference - Id Name NQT - Reference - Id Email - Id Highest Institute Name Qualification SpecializationKinzang NamgayAinda não há avaliações
- MODULE-11 Human Person As Oriented Towards Their Impending DeathDocumento18 páginasMODULE-11 Human Person As Oriented Towards Their Impending DeathRoyceAinda não há avaliações
- Data 6005ADocumento1 páginaData 6005AErick De La RoSaAinda não há avaliações
- Kirlian PhotographyDocumento18 páginasKirlian PhotographyjoseAinda não há avaliações
- User's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadDocumento11 páginasUser's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadGaurav GangwarAinda não há avaliações
- Flutter WidgetsDocumento43 páginasFlutter WidgetsSangakkara WarriorsAinda não há avaliações
- Project Mana Session 1 (With Practice)Documento59 páginasProject Mana Session 1 (With Practice)Harper LamAinda não há avaliações
- Primary School: Literature Review & Case StudyDocumento89 páginasPrimary School: Literature Review & Case StudySresta100% (1)
- Problem E - Ouroboros SnakeDocumento1 páginaProblem E - Ouroboros SnakeManea SilviuAinda não há avaliações
- Review of The Rebound Hammer Method-1Documento26 páginasReview of The Rebound Hammer Method-1Mr. Jitender KumarAinda não há avaliações
- Module 6 Art AppreciationDocumento7 páginasModule 6 Art AppreciationJan Jerwin PobleteAinda não há avaliações
- Wmwbqi J Cix Vi Cökœ de "Qvwi 2015-Avm÷ 2022Documento17 páginasWmwbqi J Cix Vi Cökœ de "Qvwi 2015-Avm÷ 2022JuwelAinda não há avaliações
- Summit 1 HomeworkDocumento6 páginasSummit 1 HomeworkMaycol Antonio RojasAinda não há avaliações
- Bending Moment PresentationDocumento21 páginasBending Moment PresentationRiethanelia UsunAinda não há avaliações
- B e EceDocumento85 páginasB e Ecedeepika raviAinda não há avaliações
- 152-Article Text-3978-4-10-20190311Documento7 páginas152-Article Text-3978-4-10-20190311charlesAinda não há avaliações
- Asus X550JF x550jxDocumento7 páginasAsus X550JF x550jxCiprian BalalauAinda não há avaliações
- Sample Ravens SPM Online ReportDocumento5 páginasSample Ravens SPM Online ReportAyaw Jud Ko LabdaAinda não há avaliações
- Iready at Home Activity Packets Student Math Grade 5 2020Documento32 páginasIready at Home Activity Packets Student Math Grade 5 2020Jennifer HongAinda não há avaliações
- Final Year Project ProposalDocumento6 páginasFinal Year Project ProposalHarisSafiAinda não há avaliações
- S GD&ĐT Daklak: A. B. C. DDocumento4 páginasS GD&ĐT Daklak: A. B. C. DNhung Nguyen HongAinda não há avaliações
- PRML 2022 EndsemDocumento3 páginasPRML 2022 EndsembhjkAinda não há avaliações
- Code ArduinoDocumento3 páginasCode ArduinoSuaib DanishAinda não há avaliações
- 21st Bomber Command Tactical Mission Report 64, 65, OcrDocumento57 páginas21st Bomber Command Tactical Mission Report 64, 65, OcrJapanAirRaidsAinda não há avaliações
- Process Plant Equipment: Operation, Control, and ReliabilityNo EverandProcess Plant Equipment: Operation, Control, and ReliabilityNota: 5 de 5 estrelas5/5 (1)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesNo EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesAinda não há avaliações
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksNo EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksNota: 5 de 5 estrelas5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyNo EverandSodium Bicarbonate: Nature's Unique First Aid RemedyNota: 5 de 5 estrelas5/5 (21)
- Piping Engineering Leadership for Process Plant ProjectsNo EverandPiping Engineering Leadership for Process Plant ProjectsNota: 5 de 5 estrelas5/5 (1)
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesNo EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesNota: 1 de 5 estrelas1/5 (2)
- The Perfumed Pages of History: A Textbook on Fragrance CreationNo EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationNota: 4 de 5 estrelas4/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignNo EverandAn Applied Guide to Water and Effluent Treatment Plant DesignNota: 5 de 5 estrelas5/5 (4)
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersAinda não há avaliações
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlNo EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlNota: 4 de 5 estrelas4/5 (4)
- A New Approach to HAZOP of Complex Chemical ProcessesNo EverandA New Approach to HAZOP of Complex Chemical ProcessesAinda não há avaliações
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersNo EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersNota: 4.5 de 5 estrelas4.5/5 (2)
- Guidelines for Chemical Process Quantitative Risk AnalysisNo EverandGuidelines for Chemical Process Quantitative Risk AnalysisNota: 5 de 5 estrelas5/5 (1)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesNo EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesNota: 5 de 5 estrelas5/5 (1)
- Biochemical and Photosynthetic Aspects of Energy ProductionNo EverandBiochemical and Photosynthetic Aspects of Energy ProductionAnthony San PietroAinda não há avaliações
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionNo EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionAinda não há avaliações
- Guidelines for the Management of Change for Process SafetyNo EverandGuidelines for the Management of Change for Process SafetyAinda não há avaliações
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksAinda não há avaliações