Você também pode gostar
- Caso Practico-FacusaDocumento14 páginasCaso Practico-FacusaAdolfo Jesus Ilizarbe Serrano100% (1)
- Problemas Modelo de Produccion Con FaltanteDocumento3 páginasProblemas Modelo de Produccion Con FaltanteArturoVazquezAyalaAinda não há avaliações
- TALLER DE HERRAMIENTAS INTELECTUALES v2 PDFDocumento11 páginasTALLER DE HERRAMIENTAS INTELECTUALES v2 PDFJulioCzArAinda não há avaliações
- Tratamiento de Aguas Residuales en Una CurtiembreDocumento1 páginaTratamiento de Aguas Residuales en Una CurtiembreAntonio Villanueva SuarezAinda não há avaliações
- Tarea Semana 7Documento10 páginasTarea Semana 7Nerio Rodriguez DiazAinda não há avaliações
- DESTILERIA NAYLAMP (Alcohol A Partir de Melaza)Documento22 páginasDESTILERIA NAYLAMP (Alcohol A Partir de Melaza)Kevin Santillan100% (2)
- Visita San JacintoDocumento26 páginasVisita San JacintoHernan RamosAinda não há avaliações
- Informe AltifibersDocumento236 páginasInforme AltifibersFranklin Alejo BustencioAinda não há avaliações
- 521 SegundoParcialv16jun2018Documento1 página521 SegundoParcialv16jun2018Wade Wilson100% (1)
- Problemario V02.1 PDFDocumento35 páginasProblemario V02.1 PDFDan Adol Rmz0% (1)
- Bombas AxialesDocumento6 páginasBombas AxialesLuis Briones RAinda não há avaliações
- Aprovechamiento Del Calor en Una CalderaDocumento3 páginasAprovechamiento Del Calor en Una CalderaJG Ramirez MAinda não há avaliações
- Caso 10Documento12 páginasCaso 10Claudia Abanto LLican ʚïɞAinda não há avaliações
- Trabajo de Ahumadofrio y Caliente-ManchayDocumento11 páginasTrabajo de Ahumadofrio y Caliente-ManchayGabriela CamposAinda não há avaliações
- Petroleo Industrial R 500 y OtrosDocumento7 páginasPetroleo Industrial R 500 y OtrosemersonAinda não há avaliações
- Blanqueo de AceitesDocumento6 páginasBlanqueo de AceitesLeyla Sevincha SolisAinda não há avaliações
- Proceso de Harina de PescadoDocumento31 páginasProceso de Harina de PescadoJose Plasencia BriceñoAinda não há avaliações
- Reacciones Quimicas No ElementalesDocumento16 páginasReacciones Quimicas No ElementalesClau Caroca RAinda não há avaliações
- FITORREMEDIACIONDocumento19 páginasFITORREMEDIACIONVianca Gabriela Rozan SalasAinda não há avaliações
- Diseño de Planta y Distribución de SiderperuDocumento7 páginasDiseño de Planta y Distribución de SiderperuJosselin Celeste Rodriguez VegaAinda não há avaliações
- Un Mol de Un Cierto Gas Se Expande Irreversiblemente y Adiabáticamente Hasta Duplicar Su VolumenDocumento1 páginaUn Mol de Un Cierto Gas Se Expande Irreversiblemente y Adiabáticamente Hasta Duplicar Su VolumenSOPLA TOCHON CARLITAAinda não há avaliações
- Primera Práctica Dirigida de Procesos UnitariosDocumento2 páginasPrimera Práctica Dirigida de Procesos UnitariosCarlos Pumachara CasasAinda não há avaliações
- Informe - Alimentos CongeladosDocumento6 páginasInforme - Alimentos CongeladosGianella Torres MerinoAinda não há avaliações
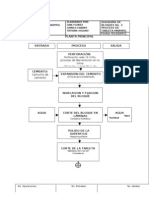
- Diagramas de Bloque MarmolDocumento5 páginasDiagramas de Bloque Marmoltasoca100% (1)
- Ventajas Horno EcologicoDocumento1 páginaVentajas Horno EcologicoMeli Mel Pacci0% (1)
- Optimización Del Proceso en La Elaboración de Bebidas Personales en La Empresa Embotelladora Aguas de La Cordillera Blanca E.i.r.l."Documento22 páginasOptimización Del Proceso en La Elaboración de Bebidas Personales en La Empresa Embotelladora Aguas de La Cordillera Blanca E.i.r.l."Edgard Lazaro PalmaAinda não há avaliações
- 1.E.T Paila DulceraDocumento1 página1.E.T Paila DulceraMarilinAinda não há avaliações
- Planta Evaporadora de LecheDocumento12 páginasPlanta Evaporadora de Lecheadriftt2009Ainda não há avaliações
- AlmDocumento30 páginasAlmGiordano Bianchi Del CarpioAinda não há avaliações
- Extraccion Queratina Lana de Oveja PDFDocumento12 páginasExtraccion Queratina Lana de Oveja PDFrr345Ainda não há avaliações
- Caracteristicas Del Yogurt BatidoDocumento17 páginasCaracteristicas Del Yogurt BatidoJessica CastilloAinda não há avaliações
- Proceso de La MorinaDocumento18 páginasProceso de La MorinaJhonn RodriguezAinda não há avaliações
- 1 Se Almacena Gas en Un Cilindro en El Cual Se Adapta A Un Piston MóvilDocumento2 páginas1 Se Almacena Gas en Un Cilindro en El Cual Se Adapta A Un Piston MóvilSergio Robles0% (1)
- Gestion Ambiental y Planificacion Del Desarrollo - 1 PDFDocumento100 páginasGestion Ambiental y Planificacion Del Desarrollo - 1 PDFjhonAinda não há avaliações
- COPEINCA Chimbote Memoria Descriptiva PROTOCOLO ITP Feb11 1Documento59 páginasCOPEINCA Chimbote Memoria Descriptiva PROTOCOLO ITP Feb11 1Chipayo Quinallata RonaldAinda não há avaliações
- PsicrometriaDocumento50 páginasPsicrometriaDeisy Alicia Yañez JhonsonAinda não há avaliações
- Exportacion Tintes NaturalesDocumento15 páginasExportacion Tintes NaturalesIsed Leonor Chavez QuispeAinda não há avaliações
- Refinería ConchánDocumento19 páginasRefinería ConchánRenzo Paul Villar Porras100% (1)
- Glab S03 Bsilva 2019 02Documento5 páginasGlab S03 Bsilva 2019 02Anonymous SrpvDZo5CAinda não há avaliações
- Problemas Transferencia de Calor Balances Conduccion 2018-1Documento4 páginasProblemas Transferencia de Calor Balances Conduccion 2018-1DanielAinda não há avaliações
- Examen I A4Documento4 páginasExamen I A4Erinson Mariel Pulche Viera100% (1)
- Torre de FraccionamientoDocumento63 páginasTorre de FraccionamientoJose Luis Velasquez CeronAinda não há avaliações
- Ingneiería de SoftwareDocumento2 páginasIngneiería de SoftwareLuis Enrique Quintana RojasAinda não há avaliações
- Calculos para Un SecadorDocumento2 páginasCalculos para Un SecadorArielAinda não há avaliações
- Problemas de AplicaciónDocumento4 páginasProblemas de AplicaciónAndrés B LeónAinda não há avaliações
- Ejrcicio 3 TermoDocumento1 páginaEjrcicio 3 TermoErick TorresAinda não há avaliações
- EucaliptusDocumento13 páginasEucaliptusJesslyChalmerAinda não há avaliações
- Actividad de Evaluación #7Documento4 páginasActividad de Evaluación #7Alexander Anibal Blas GuzmánAinda não há avaliações
- 5-Pruebas de Laboratorio para Fracturamiento Hidráulico ÁcidoDocumento13 páginas5-Pruebas de Laboratorio para Fracturamiento Hidráulico ÁcidomigueltejedaAinda não há avaliações
- La Realidad ProblemáticaDocumento2 páginasLa Realidad ProblemáticaNei Escobar RamosAinda não há avaliações
- Informe de Las 5 S FinalDocumento48 páginasInforme de Las 5 S FinalWilmer Bobadilla Cruz100% (3)
- Trabajo de EnergiaDocumento7 páginasTrabajo de EnergiaBeydis Huancas ZuritaAinda não há avaliações
- Área Depósito A B C D 1 2 3Documento2 páginasÁrea Depósito A B C D 1 2 3Frank Huerta MaldonadoAinda não há avaliações
- Hoja de Seguridad CenizasDocumento6 páginasHoja de Seguridad CenizasFransheska De JesusAinda não há avaliações
- Tratamiento de Residuos PlasticosDocumento69 páginasTratamiento de Residuos PlasticosFelicitas OriPerú PilarAinda não há avaliações
- INFORMACIÓN DE EMPRESA - Owens IllinoisDocumento7 páginasINFORMACIÓN DE EMPRESA - Owens IllinoisJuan Sebastian Ayllon ManriqueAinda não há avaliações
- Diagram de Flujos Nectar CopoazuDocumento2 páginasDiagram de Flujos Nectar CopoazuFrank100% (1)
- Lux 1Documento25 páginasLux 1Idielin MartínezAinda não há avaliações
- Experiencia VenezolanaDocumento11 páginasExperiencia VenezolanaHector RodriguezAinda não há avaliações
- Tarea 13 Procesos QuimicosDocumento7 páginasTarea 13 Procesos QuimicosOlaf MoraAinda não há avaliações
- Puesta en Marcha y Optimización de Una Planta de Endulzamiento de GasDocumento7 páginasPuesta en Marcha y Optimización de Una Planta de Endulzamiento de GasPedro CañizalesAinda não há avaliações
- Libro BioquimicaDocumento220 páginasLibro BioquimicaerickvergaraiAinda não há avaliações
- Propuesta Mejora MSDHDocumento2 páginasPropuesta Mejora MSDHerickvergaraiAinda não há avaliações
- Diseño Riguroso para C, Destilacion PDFDocumento10 páginasDiseño Riguroso para C, Destilacion PDFerickvergaraiAinda não há avaliações
- Ing. Jorge Perera - Recuperacin de Nutrientes A Partir de La VinazaDocumento18 páginasIng. Jorge Perera - Recuperacin de Nutrientes A Partir de La VinazaerickvergaraiAinda não há avaliações
- 0003 0020 BiorremediacionDocumento1 página0003 0020 BiorremediacionerickvergaraiAinda não há avaliações
- Criterios Diseño Planta GasDocumento9 páginasCriterios Diseño Planta GaserickvergaraiAinda não há avaliações
- Diseño de ReactoresDocumento72 páginasDiseño de Reactoreserickvergarai100% (1)
- Conceptos Básicos en Diseño de Piscinas - GJCQDocumento79 páginasConceptos Básicos en Diseño de Piscinas - GJCQerickvergaraiAinda não há avaliações
- Diseño Calderas IndustrialesDocumento8 páginasDiseño Calderas IndustrialesGianiMauricioQuinteroBautistaAinda não há avaliações
- Abastos FINALDocumento21 páginasAbastos FINALFernando TerrobaAinda não há avaliações
- Manual Del Propietario Spirit 1991 PDFDocumento53 páginasManual Del Propietario Spirit 1991 PDFMichel TanusAinda não há avaliações
- Estaciones FESTO Del Laboratorio de AutomatizaciónDocumento4 páginasEstaciones FESTO Del Laboratorio de AutomatizaciónDayanna SantacruzAinda não há avaliações
- Modulo Ingles 1Documento3 páginasModulo Ingles 1Franki CvAinda não há avaliações
- Cambio de Modelo Energético de La Isla de LanzaroteDocumento43 páginasCambio de Modelo Energético de La Isla de LanzaroteAlda SantanaAinda não há avaliações
- Eeid - Eeid-611 - Trabajofinal - Segunda Entrega - TirapoDocumento14 páginasEeid - Eeid-611 - Trabajofinal - Segunda Entrega - TirapoLesly Tirapo RodriguezAinda não há avaliações
- Guia para Plan de Protección AmbientalDocumento6 páginasGuia para Plan de Protección AmbientalMacarena Andrea FaundezAinda não há avaliações
- PROPAGACIÓN DE TECA Y MELINA POR SEMILLA E.Trujillo El Semillero PDFDocumento52 páginasPROPAGACIÓN DE TECA Y MELINA POR SEMILLA E.Trujillo El Semillero PDFArmando Jácome Cabascango100% (1)
- Motor Diesel 2tiemposDocumento3 páginasMotor Diesel 2tiemposAbraHam Cueto LoayZaAinda não há avaliações
- Catalogo Peak Tour 2013 - Equipaje, Mochilas, Porta Laptops, CosmetiquerasDocumento40 páginasCatalogo Peak Tour 2013 - Equipaje, Mochilas, Porta Laptops, CosmetiquerasKristophe Al TziganiAinda não há avaliações
- Jdownloader - Manual PDFDocumento9 páginasJdownloader - Manual PDFanlomonAinda não há avaliações
- Carretera Culiacan NavolatoDocumento14 páginasCarretera Culiacan NavolatoAlejandra GastelumAinda não há avaliações
- Diagramas de ArbolDocumento41 páginasDiagramas de ArbolTutiven Eduardo100% (1)
- Manual de ClassDojo PDFDocumento12 páginasManual de ClassDojo PDFNery0% (1)
- Requisitos Técnicos para La Fusión NuclearDocumento2 páginasRequisitos Técnicos para La Fusión NuclearNatalia CapachoAinda não há avaliações
- Lenguaje CorporalDocumento15 páginasLenguaje Corporaltania pumaAinda não há avaliações
- Brochure Seguridad Higiene y AmbienteDocumento8 páginasBrochure Seguridad Higiene y AmbienteArnaldo J Brito ÑAinda não há avaliações
- Rubrica para Revision de CuadernoDocumento1 páginaRubrica para Revision de Cuadernopancitos2Ainda não há avaliações
- Grupo 6 Resumen Entender La Arquitectura INGDocumento6 páginasGrupo 6 Resumen Entender La Arquitectura INGJHON HENRRY SIERRA YEPEZ100% (1)
- Pliegues de La Esfinge - Carpeta de InversionistasDocumento7 páginasPliegues de La Esfinge - Carpeta de InversionistasJosé De la ParraAinda não há avaliações
- Tipos de ChequesDocumento5 páginasTipos de ChequesEliazar CastañedaAinda não há avaliações
- CotizacionDocumento2 páginasCotizacionKarloz OjedaAinda não há avaliações
- Estaciones de PesajeDocumento17 páginasEstaciones de PesajeEduardo ChochosAinda não há avaliações
- Roles Cooperativos Tarjetas y CaratelesDocumento6 páginasRoles Cooperativos Tarjetas y CaratelesEvaAinda não há avaliações
- RadioemisorasDocumento7 páginasRadioemisorasEDWARD AARON ROMERO ZAVALAAinda não há avaliações
- Reglamento ESFM UADocumento8 páginasReglamento ESFM UAJean Gabriel TangaraAinda não há avaliações
- Jorge ZabalaDocumento21 páginasJorge ZabalaNAZLBETTINAinda não há avaliações
- Balotario de Preguntas FrecuentesDocumento29 páginasBalotario de Preguntas FrecuentesDora Beatriz Reynoso SmallAinda não há avaliações