Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Surveying With Construction Applications 8th Edition Kavanagh Solutions ManualDocumento20 páginasSurveying With Construction Applications 8th Edition Kavanagh Solutions Manualdeannarogersjfqznksiyc100% (14)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- 1.1 Waves and Particles According To Classical PhysicsDocumento8 páginas1.1 Waves and Particles According To Classical PhysicsLUCKY KUSHWAHAAinda não há avaliações
- ME101 Lecture08 KD PDFDocumento25 páginasME101 Lecture08 KD PDFR MathewAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- BC 107Documento3 páginasBC 107Sreerag Kunnathu SugathanAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- WDM2 LOCO REPORT - Manoj Kr. KataraDocumento23 páginasWDM2 LOCO REPORT - Manoj Kr. KataraAbhinav AgarwalAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- WHCP BasicsDocumento21 páginasWHCP BasicsbalajiAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- JL Torero - Buoyancy Effects On Smoldering of Polyurethane FoamDocumento229 páginasJL Torero - Buoyancy Effects On Smoldering of Polyurethane FoamIsraelAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- As 1012.11-2000 Methods of Testing Concrete - DeterminationDocumento9 páginasAs 1012.11-2000 Methods of Testing Concrete - Determinationmm100% (1)
- GAT - Subject (Electronics)Documento14 páginasGAT - Subject (Electronics)Muhammad Sarmad Hafeez100% (3)
- Dell 1815dn Service Manual PDFDocumento150 páginasDell 1815dn Service Manual PDFHugo Manuel Sánchez MartínezAinda não há avaliações
- Guru Jambheshwar University of Science and Technology, HisarDocumento42 páginasGuru Jambheshwar University of Science and Technology, HisarSwati SharmaAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- QMOTheoryDocumento16 páginasQMOTheoryShubhamNandiAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- CFBC DesignDocumento28 páginasCFBC DesignThanga Kalyana Sundaravel100% (2)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Unit - 13 - InstructionRevA May 1 2019Documento4 páginasUnit - 13 - InstructionRevA May 1 2019Dhruv SahniAinda não há avaliações
- Design, Analysis, Fabrication and Testing of A Formula Car ChassisDocumento10 páginasDesign, Analysis, Fabrication and Testing of A Formula Car ChassisSavalia HardikAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Comparative Study of Performance of CDS, CdSeDocumento7 páginasComparative Study of Performance of CDS, CdSeAli AhmedAinda não há avaliações
- Sports and Building AerodynamicsDocumento13 páginasSports and Building AerodynamicsMaria Cielo VarelaAinda não há avaliações
- Question and Ans.3Documento153 páginasQuestion and Ans.3gangoorsgAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
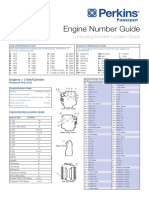
- Engine Number Guide (2-Page)Documento2 páginasEngine Number Guide (2-Page)Abdul KhaliqAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Chapter 3 - Machines Excercise Ex. 3B: Solution 1Documento49 páginasChapter 3 - Machines Excercise Ex. 3B: Solution 1rohan udupaAinda não há avaliações
- QEI - MCap II - UG1065 PDFDocumento113 páginasQEI - MCap II - UG1065 PDFJohanes Nugroho Adhi PrakosaAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Display Unit TechnologyDocumento51 páginasDisplay Unit TechnologyNavin GillmanAinda não há avaliações
- Astronomy Final EssayDocumento8 páginasAstronomy Final EssayshaybeezAinda não há avaliações
- Advantages of Adhesive in DentistryDocumento29 páginasAdvantages of Adhesive in DentistryAnonymous CY62A9Ainda não há avaliações
- Astm E0169 16Documento6 páginasAstm E0169 16archanaAinda não há avaliações
- Life Cycle of Star LabDocumento19 páginasLife Cycle of Star LabanicitoaAinda não há avaliações
- Theory AssignmentDocumento12 páginasTheory Assignmentfahadfadi48Ainda não há avaliações
- Roof Beam Design CalculationDocumento11 páginasRoof Beam Design CalculationArnold VercelesAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Course Structure B.tech.2012-13Documento4 páginasCourse Structure B.tech.2012-13fortunatesanjibAinda não há avaliações
- Lecture 1 Overview of The FEMDocumento60 páginasLecture 1 Overview of The FEMMarcoFranchinottiAinda não há avaliações