Você também pode gostar
- SP-24 PartsOps. CombinedDocumento28 páginasSP-24 PartsOps. Combinedjulianmata100% (2)
- 950 MW Coal Fired Power Plant DesignDocumento78 páginas950 MW Coal Fired Power Plant DesignJohn Paul Coñge Ramos0% (1)
- Meritor Preventative Maintenance and Lubrication Mm1Documento242 páginasMeritor Preventative Maintenance and Lubrication Mm1David PomaAinda não há avaliações
- CP5013 0 1 PDFDocumento8 páginasCP5013 0 1 PDFMauricio Guerrero100% (3)
- Din 509-2006Documento11 páginasDin 509-2006jagan_san1067% (3)
- 0063 - Proforma Accompanying The Application For Leave WITHOUT ALLOWANCE Is FORWARDED To GOVERNMEDocumento4 páginas0063 - Proforma Accompanying The Application For Leave WITHOUT ALLOWANCE Is FORWARDED To GOVERNMESreedharanPN100% (4)
- Electromechanical Sensors For Pressure Control OsiSense XM - SchneiderDocumento102 páginasElectromechanical Sensors For Pressure Control OsiSense XM - SchneiderIman FaisalAinda não há avaliações
- Slack Adjuster Fitting InstructionsDocumento5 páginasSlack Adjuster Fitting InstructionsLUKASAinda não há avaliações
- Service Manual: EatonDocumento52 páginasService Manual: EatonСергій СтуденецьAinda não há avaliações
- Chapter 6. Hydraulic System Section 3. Tests JT05800 DIGITAL Thermometer InstallationDocumento14 páginasChapter 6. Hydraulic System Section 3. Tests JT05800 DIGITAL Thermometer InstallationBassieAinda não há avaliações
- Brosur Fuso FJDocumento8 páginasBrosur Fuso FJKrisna Khalafian SyahAinda não há avaliações
- MSR127 Minotaur Monitoring Safety Relays: Installation InstructionsDocumento4 páginasMSR127 Minotaur Monitoring Safety Relays: Installation InstructionsRefaey Abo HelalAinda não há avaliações
- L1206B Section 3 TransmissionDocumento8 páginasL1206B Section 3 TransmissionHANNESAinda não há avaliações
- Catalog Jhonn Deere 850j & 870jDocumento24 páginasCatalog Jhonn Deere 850j & 870jRonny WidigdoAinda não há avaliações
- c7 Acert Injection TestDocumento2 páginasc7 Acert Injection TestCristhianAinda não há avaliações
- Basic Finlay Hydraulics REV00 20090629Documento15 páginasBasic Finlay Hydraulics REV00 20090629Jose TorresAinda não há avaliações
- L1206B Section 1 GeneralDocumento50 páginasL1206B Section 1 GeneralHANNESAinda não há avaliações
- Centurion Systems D5-Smart Installation ManualDocumento60 páginasCenturion Systems D5-Smart Installation ManualSolrac ToneAinda não há avaliações
- Simbologia Neumatica Iso 1219 1Documento174 páginasSimbologia Neumatica Iso 1219 1Luis Alfredo ContrerasAinda não há avaliações
- Trojan Trailer ComponentsDocumento44 páginasTrojan Trailer ComponentsMarty DelimaAinda não há avaliações
- KPM K3VL B Series Marketing KitDocumento167 páginasKPM K3VL B Series Marketing KitClaudiu MorarAinda não há avaliações
- Margin Press Test AdjustDocumento8 páginasMargin Press Test AdjustDidi PrawiraAinda não há avaliações
- MEP 015A GensetDocumento76 páginasMEP 015A GensetgyrogearAinda não há avaliações
- Alert IndexDocumento5 páginasAlert IndexMiller Andres Aroca100% (1)
- Catalog Varvel RS RTDocumento60 páginasCatalog Varvel RS RTNikola VojisavljevicAinda não há avaliações
- Eaton PumpDocumento36 páginasEaton PumphaggAinda não há avaliações
- Automatic TransmissionDocumento40 páginasAutomatic TransmissionRmontaniohotmail.comAinda não há avaliações
- 74 Series 574 Handbrake Cable LayoutDocumento2 páginas74 Series 574 Handbrake Cable LayoutlzlinuxAinda não há avaliações
- Parts Manual: B25D Mkvi Adt - A825D60Documento680 páginasParts Manual: B25D Mkvi Adt - A825D60Biswajit DasAinda não há avaliações
- Principles of Operatiom Po4016enDocumento116 páginasPrinciples of Operatiom Po4016enSherzad Chem100% (2)
- Series 2 Variable Displacement Piston Pump: ACL 64-105cm /R (3.9 - 6.4in /R)Documento36 páginasSeries 2 Variable Displacement Piston Pump: ACL 64-105cm /R (3.9 - 6.4in /R)Harold CuelloAinda não há avaliações
- Caterpillar Operation and Maintenance Manual Fluids RecommendationDocumento42 páginasCaterpillar Operation and Maintenance Manual Fluids Recommendationsalmanejaz786Ainda não há avaliações
- Fuel Injection Pump - Install: SMCS - 1251-012Documento1 páginaFuel Injection Pump - Install: SMCS - 1251-012julio cesarAinda não há avaliações
- Tuning The TBIDocumento21 páginasTuning The TBINacer MezghicheAinda não há avaliações
- 37s05t0 Reparo FordDocumento115 páginas37s05t0 Reparo FordsergioutakaAinda não há avaliações
- Electric Interface Specification 47711360 - ENDocumento78 páginasElectric Interface Specification 47711360 - ENKASSIMAinda não há avaliações
- Esquema Elétrico - Hidráulico - METROTRAK 960Documento30 páginasEsquema Elétrico - Hidráulico - METROTRAK 960Leo MoraisAinda não há avaliações
- Catalogo TrasnferDocumento52 páginasCatalogo Trasnferalexg27Ainda não há avaliações
- Grease Pump Parts BookDocumento15 páginasGrease Pump Parts BookZeckAinda não há avaliações
- Volvo WB 1 Bulletins TransWay WB PDFDocumento2 páginasVolvo WB 1 Bulletins TransWay WB PDFmhan imanAinda não há avaliações
- Simplicity Lancer 4400 Parts Manual 126590Documento64 páginasSimplicity Lancer 4400 Parts Manual 126590toto937Ainda não há avaliações
- D20x22II Vermeer Parts BookDocumento410 páginasD20x22II Vermeer Parts BookJavierAinda não há avaliações
- Service SpecsDocumento46 páginasService SpecsSonny Raymundo100% (1)
- Basic Finlay Hydraulics - REV00 - 20090629 PDFDocumento15 páginasBasic Finlay Hydraulics - REV00 - 20090629 PDFJose TorresAinda não há avaliações
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Documento7 páginasInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Albert Gafarov100% (1)
- Valve Hyva PTDocumento2 páginasValve Hyva PTAnangtri WahyudiAinda não há avaliações
- Ajuste Valvula 3176CDocumento3 páginasAjuste Valvula 3176CAdelio RamirezAinda não há avaliações
- Sds Toyota vx100Documento8 páginasSds Toyota vx100Ferry DarmawanAinda não há avaliações
- Novam SeriesDocumento35 páginasNovam Serieshidraulica inteligenteAinda não há avaliações
- Dura-Flo Lowers: Instructions - PartsDocumento22 páginasDura-Flo Lowers: Instructions - Partscorsini999Ainda não há avaliações
- Transmission Small D-Series MK Ii Stall TestingDocumento3 páginasTransmission Small D-Series MK Ii Stall TestingBassieAinda não há avaliações
- Operating Manual Bekalube SA TimerDocumento6 páginasOperating Manual Bekalube SA TimerJacques Van NiekerkAinda não há avaliações
- 382Documento2 páginas382Nidya Wardah JuhanaAinda não há avaliações
- B40C TransmissionDocumento178 páginasB40C Transmissionwaad.harbAinda não há avaliações
- Koyo SuffixsDocumento10 páginasKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- Imt 2003i Parts ServiceDocumento83 páginasImt 2003i Parts ServiceJITENDRA KUMAR SHARMAAinda não há avaliações
- Mavic Pro User Manual 2016 09 v1.0Documento62 páginasMavic Pro User Manual 2016 09 v1.0Anonymous vrvPy5lkt100% (1)
- Centrifugal Pump.......... Very ImpDocumento22 páginasCentrifugal Pump.......... Very Impavi07me4uAinda não há avaliações
- Piping Excel SheetDocumento52 páginasPiping Excel SheetSubrata Mukherjee100% (2)
- Pompa HidrolikDocumento3 páginasPompa HidrolikjolAinda não há avaliações
- Hydraulic Fluids Notes 02Documento4 páginasHydraulic Fluids Notes 02Afzaal Ahmad khanAinda não há avaliações
- Turbomachinery Selection Exploitation and MaintenanceDocumento9 páginasTurbomachinery Selection Exploitation and MaintenanceMichael Chikwendu100% (1)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesNo EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesNota: 5 de 5 estrelas5/5 (1)
- Planetary Travel&Hoist Drivespdf PDFDocumento9 páginasPlanetary Travel&Hoist Drivespdf PDFbee140676Ainda não há avaliações
- Planetary Travel&Hoist Drivespdf PDFDocumento9 páginasPlanetary Travel&Hoist Drivespdf PDFbee140676Ainda não há avaliações
- X DIN 6885Documento3 páginasX DIN 6885bee140676Ainda não há avaliações
- Hydraulics Products Guide enDocumento36 páginasHydraulics Products Guide enbee140676Ainda não há avaliações
- Keyence 3D MittausasemaDocumento28 páginasKeyence 3D Mittausasemabee140676Ainda não há avaliações
- 67 Troubleshooting Tips For Closed Loop Hydrostatic SystemsDocumento2 páginas67 Troubleshooting Tips For Closed Loop Hydrostatic Systemsbee140676Ainda não há avaliações
- Modeling Mechanical Hydraulic Systems in SimscapeDocumento42 páginasModeling Mechanical Hydraulic Systems in Simscapebee1406760% (1)
- 04 Shickel Design Considerations For A More Efficient Power UnitDocumento43 páginas04 Shickel Design Considerations For A More Efficient Power Unitbee140676Ainda não há avaliações
- Rexroth Pump Operation-Instructions 92701-bDocumento8 páginasRexroth Pump Operation-Instructions 92701-bbee140676100% (1)
- HP Sustainability Impact Report 2018Documento147 páginasHP Sustainability Impact Report 2018Rinaldo loboAinda não há avaliações
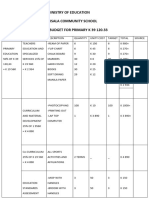
- Ministry of Education Musala SCHDocumento5 páginasMinistry of Education Musala SCHlaonimosesAinda não há avaliações
- Fracture and FatigueDocumento15 páginasFracture and FatigueZou JiaweiAinda não há avaliações
- Assessment 21GES1475Documento4 páginasAssessment 21GES1475kavindupunsara02Ainda não há avaliações
- Chapter 2 A Guide To Using UnixDocumento53 páginasChapter 2 A Guide To Using UnixAntwon KellyAinda não há avaliações
- ML7999A Universal Parallel-Positioning Actuator: FeaturesDocumento8 páginasML7999A Universal Parallel-Positioning Actuator: Featuresfrank torresAinda não há avaliações
- MOFPED STRATEGIC PLAN 2016 - 2021 PrintedDocumento102 páginasMOFPED STRATEGIC PLAN 2016 - 2021 PrintedRujumba DukeAinda não há avaliações
- Item Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptDocumento1 páginaItem Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptGustu LiranAinda não há avaliações
- MSA Chair's Report 2012Documento56 páginasMSA Chair's Report 2012Imaad IsaacsAinda não há avaliações
- Paul Milgran - A Taxonomy of Mixed Reality Visual DisplaysDocumento11 páginasPaul Milgran - A Taxonomy of Mixed Reality Visual DisplaysPresencaVirtual100% (1)
- Process Interactions PDFDocumento1 páginaProcess Interactions PDFXionAinda não há avaliações
- CSA Report Fahim Final-1Documento10 páginasCSA Report Fahim Final-1Engr Fahimuddin QureshiAinda não há avaliações
- Sun Nuclear 3D SCANNERDocumento7 páginasSun Nuclear 3D SCANNERFranco OrlandoAinda não há avaliações
- Scope: Provisional Method - 1994 © 1984 TAPPIDocumento3 páginasScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваAinda não há avaliações
- Beam Deflection by Double Integration MethodDocumento21 páginasBeam Deflection by Double Integration MethodDanielle Ruthie GalitAinda não há avaliações
- Principles of SOADocumento36 páginasPrinciples of SOANgoc LeAinda não há avaliações
- HandbookDocumento194 páginasHandbookSofia AgonalAinda não há avaliações
- AkDocumento7 páginasAkDavid BakcyumAinda não há avaliações
- Fundamental RightsDocumento55 páginasFundamental RightsDivanshuSharmaAinda não há avaliações
- Ver Notewin 10Documento5 páginasVer Notewin 10Aditya SinghAinda não há avaliações
- Staircase and Lintel As-03Documento1 páginaStaircase and Lintel As-03Divith B SannakkiAinda não há avaliações
- WhatsApp Chat With JioCareDocumento97 páginasWhatsApp Chat With JioCareYásh GúptàAinda não há avaliações
- List of People in Playboy 1953Documento57 páginasList of People in Playboy 1953Paulo Prado De Medeiros100% (1)
- Amel Forms & Logging SheetsDocumento4 páginasAmel Forms & Logging SheetsisaacAinda não há avaliações
- Tate Modern London, Pay Congestion ChargeDocumento6 páginasTate Modern London, Pay Congestion ChargeCongestionChargeAinda não há avaliações
- Hitt PPT 12e ch08-SMDocumento32 páginasHitt PPT 12e ch08-SMHananie NanieAinda não há avaliações
- QCM Part 145 en Rev17 310818 PDFDocumento164 páginasQCM Part 145 en Rev17 310818 PDFsotiris100% (1)
- SDFGHJKL ÑDocumento2 páginasSDFGHJKL ÑAlexis CaluñaAinda não há avaliações