Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Ianswer: Bps 4125/Chm 4123 Medicinal Chemistry Midterm 1 (October 5, 2018)Documento7 páginasIanswer: Bps 4125/Chm 4123 Medicinal Chemistry Midterm 1 (October 5, 2018)Halima AdenAinda não há avaliações
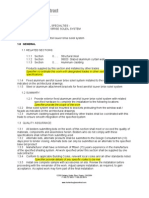
- Windows Specification SheetDocumento10 páginasWindows Specification Sheetpraveen0907Ainda não há avaliações
- Concept Presentation R0 (Compatibility Mode)Documento25 páginasConcept Presentation R0 (Compatibility Mode)praveen0907Ainda não há avaliações
- Lobby PresentationDocumento5 páginasLobby Presentationpraveen0907Ainda não há avaliações
- Dorma: Structural SolutionsDocumento20 páginasDorma: Structural Solutionspraveen0907Ainda não há avaliações
- Structural FittingsDocumento1 páginaStructural Fittingspraveen0907Ainda não há avaliações
- PC SKY DD DE 01 06 - Rve 00Documento1 páginaPC SKY DD DE 01 06 - Rve 00praveen0907Ainda não há avaliações
- PC SKY DD PE 01 00 - Rve 00Documento1 páginaPC SKY DD PE 01 00 - Rve 00praveen0907Ainda não há avaliações
- CFO Required Single Shutter O/O: With LockcaseDocumento12 páginasCFO Required Single Shutter O/O: With Lockcasepraveen0907Ainda não há avaliações
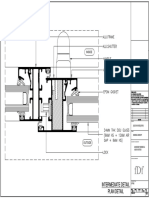
- Intermediate Detail Plan Detail: InsideDocumento1 páginaIntermediate Detail Plan Detail: Insidepraveen0907Ainda não há avaliações
- RODAN MANET LOOP Const PDFDocumento64 páginasRODAN MANET LOOP Const PDFpraveen0907Ainda não há avaliações
- Hinges: Side Hung WindowsDocumento24 páginasHinges: Side Hung Windowspraveen0907Ainda não há avaliações
- Side Jamb Detail Plan Detail: InsideDocumento1 páginaSide Jamb Detail Plan Detail: Insidepraveen0907Ainda não há avaliações
- Ufc 3 301 01 2013Documento168 páginasUfc 3 301 01 2013praveen0907Ainda não há avaliações
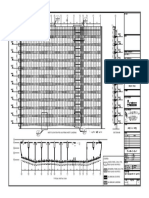
- Fic Ahm SD El 01 Glazing WestDocumento1 páginaFic Ahm SD El 01 Glazing Westpraveen0907Ainda não há avaliações
- Technical Catalogue E70 857Documento200 páginasTechnical Catalogue E70 857praveen0907Ainda não há avaliações
- Dorma: Structural SolutionsDocumento20 páginasDorma: Structural Solutionspraveen0907Ainda não há avaliações
- Fixed Aerofoil Louver Brise Soleil SpecDocumento4 páginasFixed Aerofoil Louver Brise Soleil Specpraveen0907Ainda não há avaliações
- Fic Ahm SD El 01 Aluform WestDocumento1 páginaFic Ahm SD El 01 Aluform Westpraveen0907Ainda não há avaliações
- Handrails and Railings Picket BalustersDocumento11 páginasHandrails and Railings Picket Balusterspraveen0907Ainda não há avaliações
- SINO 005 2016 - EngDocumento25 páginasSINO 005 2016 - EngilliaAinda não há avaliações
- Me6402 mt2 Notes Rejinpaul PDFDocumento227 páginasMe6402 mt2 Notes Rejinpaul PDFRajeshAinda não há avaliações
- Nucleo Ingles 2012 1 PDFDocumento6 páginasNucleo Ingles 2012 1 PDFNataly Falla ValderramaAinda não há avaliações
- Solubilization Solutions of BASFDocumento16 páginasSolubilization Solutions of BASFphamuyenthuAinda não há avaliações
- Current Electricity WorksheetDocumento6 páginasCurrent Electricity WorksheetRohan ChackoAinda não há avaliações
- CL31Documento8 páginasCL31Juan JuanAinda não há avaliações
- 9701 w03 QP 3Documento8 páginas9701 w03 QP 3Hubbak KhanAinda não há avaliações
- Hydrazine Analysis PDFDocumento4 páginasHydrazine Analysis PDFShanmuga SelvanAinda não há avaliações
- Astm E945 - 12Documento4 páginasAstm E945 - 12ChristianAinda não há avaliações
- Chm421 Experiment 5Documento6 páginasChm421 Experiment 5yaws0% (1)
- Chapter (5) : (Bus Bars)Documento28 páginasChapter (5) : (Bus Bars)Anirban SenAinda não há avaliações
- Problem Set 3-Chapter 6 - Failure Theories-Selected ProblemsDocumento22 páginasProblem Set 3-Chapter 6 - Failure Theories-Selected ProblemsIsmail DoğanAinda não há avaliações
- Steatite Material Property Chart 1pageDocumento1 páginaSteatite Material Property Chart 1pageviksoniAinda não há avaliações
- Steps To Design A CulvertDocumento18 páginasSteps To Design A CulvertOliver Brown67% (9)
- 1314 Lab - Single Replacement Lab As Inquiry BasedDocumento2 páginas1314 Lab - Single Replacement Lab As Inquiry Basedapi-239433858Ainda não há avaliações
- Drizo IranDocumento12 páginasDrizo IranDiego1980bAinda não há avaliações
- 10 Tips To Improve Your Pipetting TechniqueDocumento1 página10 Tips To Improve Your Pipetting TechniqueMihai IonitaAinda não há avaliações
- DocumentDocumento89 páginasDocumentRajeev Sharma100% (1)
- Msds Sigma Ecofleet 290 (Ecol 1154)Documento8 páginasMsds Sigma Ecofleet 290 (Ecol 1154)kumarAinda não há avaliações
- Automatic Grease Lubricators White PaperDocumento5 páginasAutomatic Grease Lubricators White PaperPaul RuckAinda não há avaliações
- Silicon ExicipientDocumento12 páginasSilicon ExicipientArif ShaikhAinda não há avaliações
- Continuous CastingDocumento11 páginasContinuous CastingakritiAinda não há avaliações
- Sunday Afternoon, October 27, 2013: TechnologyDocumento283 páginasSunday Afternoon, October 27, 2013: TechnologyNatasha MyersAinda não há avaliações
- History of Life On EarthDocumento10 páginasHistory of Life On Earthapi-355214789Ainda não há avaliações
- Materials Science: Lecture 1, Week 27: Module Introduction and S.I. UnitsDocumento83 páginasMaterials Science: Lecture 1, Week 27: Module Introduction and S.I. UnitsQwerty1992ABCAinda não há avaliações
- Experiment 2: Quantitative Color ReactionsDocumento5 páginasExperiment 2: Quantitative Color ReactionsIson DyAinda não há avaliações
- Experiment 3: Gravimetric Analysis of Chloride Salt: + (Aq) - (Aq) (S)Documento4 páginasExperiment 3: Gravimetric Analysis of Chloride Salt: + (Aq) - (Aq) (S)bianca uyAinda não há avaliações
- Introduction and Review: Organic Chemistry, 5Documento28 páginasIntroduction and Review: Organic Chemistry, 5anu MalikAinda não há avaliações
- Wet Air OxidationDocumento16 páginasWet Air OxidationcharlesAinda não há avaliações