Você também pode gostar
- Monitoreo de PTARDocumento20 páginasMonitoreo de PTARLisbet NoriegaAinda não há avaliações
- 08-Torres y Condensadores 2019Documento30 páginas08-Torres y Condensadores 2019Rodrigo Civetta MartinezAinda não há avaliações
- Lista de equipos y herramientas para obraDocumento2 páginasLista de equipos y herramientas para obraLisbet Noriega50% (2)
- Reporte 6 Torre de Enfriamientocon Modelo MatematicoDocumento21 páginasReporte 6 Torre de Enfriamientocon Modelo MatematicoMontserrat GuadarramaAinda não há avaliações
- T8 Rediseño de ProcesosDocumento74 páginasT8 Rediseño de ProcesosJanele PoxAinda não há avaliações
- Equipos Rotativos PDFDocumento53 páginasEquipos Rotativos PDFRicardoLauferAinda não há avaliações
- Psicrometría y aplicacionesDocumento3 páginasPsicrometría y aplicacionesLauroDelAguilaDavilaAinda não há avaliações
- Guia 1 - Humidificacion y DeshumidificacionDocumento10 páginasGuia 1 - Humidificacion y Deshumidificacionvic & asociados0% (1)
- Progresiones de Aprendizaje - Pensamiento Matemático 2Documento96 páginasProgresiones de Aprendizaje - Pensamiento Matemático 2ElProfe GuerreroAinda não há avaliações
- PAEVDocumento12 páginasPAEVRita Loayza GallegosAinda não há avaliações
- Platos PerforadosDocumento11 páginasPlatos PerforadosAyerim Valenz50% (4)
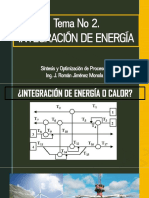
- Tema 2. Integración de EnergíaDocumento51 páginasTema 2. Integración de EnergíaPEDRO JOAQUIN S�NCHEZ TENORIOAinda não há avaliações
- Clasificación e intercambiadores de calor en la industria alimentariaDocumento17 páginasClasificación e intercambiadores de calor en la industria alimentarianeydaAinda não há avaliações
- Evaporador de Calandria PDFDocumento2 páginasEvaporador de Calandria PDFEricaAinda não há avaliações
- Estrategias Heurísticas en La Solución de ProblemasDocumento223 páginasEstrategias Heurísticas en La Solución de ProblemasAlhelí Ventas100% (2)
- Spray DryerDocumento106 páginasSpray DryerElvis Saavedra PonceAinda não há avaliações
- Enseñanza de La Matemática en El Nivel InicialDocumento5 páginasEnseñanza de La Matemática en El Nivel InicialLORENYALITHAinda não há avaliações
- Español 2 #7Documento5 páginasEspañol 2 #7Charluis ProphilAinda não há avaliações
- EJERCICIOS 2o, Inckuye Calculo de Diametro y Altura de Chimenea G.V., 2012Documento20 páginasEJERCICIOS 2o, Inckuye Calculo de Diametro y Altura de Chimenea G.V., 2012DieguitoOmarMoralesAinda não há avaliações
- Condensadores y Enfriadores Por AireDocumento26 páginasCondensadores y Enfriadores Por Aireandy abinadabAinda não há avaliações
- AdsorcionDocumento3 páginasAdsorcionAlanAinda não há avaliações
- Introducción a la refinación del petróleo y producción de ULSG y ULSDDocumento45 páginasIntroducción a la refinación del petróleo y producción de ULSG y ULSDchikvuccisAinda não há avaliações
- Evaporadores de Simple EfectoDocumento7 páginasEvaporadores de Simple Efecto3F3CT1V00Ainda não há avaliações
- Diseño de Una Torre de AbsorcionDocumento6 páginasDiseño de Una Torre de AbsorcionLuis AlorAinda não há avaliações
- Rectificación continua columna destilaciónDocumento16 páginasRectificación continua columna destilaciónMartin Nicolas Trinidad GonzalezAinda não há avaliações
- Diseño Mecánico de Torres de DestilaciónDocumento21 páginasDiseño Mecánico de Torres de DestilaciónMonica Cornejo GonzalezAinda não há avaliações
- Torres de EnfriamientoDocumento6 páginasTorres de EnfriamientoJL QuiñonezAinda não há avaliações
- US9156690B2 EspañolDocumento41 páginasUS9156690B2 EspañolAntony Abel Paredes ChunaAinda não há avaliações
- Cristerios para El Diseño de Una Torre de EnfriamientoDocumento1 páginaCristerios para El Diseño de Una Torre de EnfriamientomarianAinda não há avaliações
- ColumnaRectificaciónBencenoToluenoDocumento6 páginasColumnaRectificaciónBencenoToluenoRuddy LimaAinda não há avaliações
- C5 PDFDocumento126 páginasC5 PDFangel huillca orihuelaAinda não há avaliações
- Torre de Enfriamiento PDFDocumento102 páginasTorre de Enfriamiento PDFJorge Espinoza100% (1)
- Taller Calculo Torre de EnfriamientoDocumento15 páginasTaller Calculo Torre de EnfriamientoCamilo BohorquezAinda não há avaliações
- Manual - Instalacion Plantas Electricas EmergenciaDocumento18 páginasManual - Instalacion Plantas Electricas EmergenciaIkegabo Daza MartínezAinda não há avaliações
- Presentacion Valvulas de SeguridadDocumento32 páginasPresentacion Valvulas de SeguridadPam Ingenieria Construyendo IdeasAinda não há avaliações
- Diseño de Una Torre de Destilación Con Platos PerforadosDocumento9 páginasDiseño de Una Torre de Destilación Con Platos PerforadosAndrés Varela100% (1)
- Diseño de SecadoresDocumento19 páginasDiseño de SecadoresChilamBalamAinda não há avaliações
- Ejercicios Propuestos de EvaporacionDocumento2 páginasEjercicios Propuestos de EvaporacionErikaSolanoGomezAinda não há avaliações
- Boletín Tecnico #1 Mahild Drying Technologies (TBS, TBH, Dif Sicrometrica)Documento1 páginaBoletín Tecnico #1 Mahild Drying Technologies (TBS, TBH, Dif Sicrometrica)aleipezo100% (1)
- Practica Vitamina CDocumento7 páginasPractica Vitamina CJasibeMettaMizAinda não há avaliações
- Entalpia Del AireDocumento9 páginasEntalpia Del Airechatillo26Ainda não há avaliações
- Ventilador Centrífugo HVCCDocumento4 páginasVentilador Centrífugo HVCCDiego Sanmiguel VillacresesAinda não há avaliações
- Diseño Del SecadorDocumento11 páginasDiseño Del SecadorSofía Castro ValenzuelaAinda não há avaliações
- Condensadores PDFDocumento20 páginasCondensadores PDFLucius Larrea SagásteguiAinda não há avaliações
- Eficiencia Del Equipo de Destilacion Trabajo de Lab IIDocumento10 páginasEficiencia Del Equipo de Destilacion Trabajo de Lab IIloconodesAinda não há avaliações
- 1 DE2 - Equipo 4Documento22 páginas1 DE2 - Equipo 4Diego Alejandro Morales CortésAinda não há avaliações
- Rectificación de una mezcla de heptano-etilbencenoDocumento12 páginasRectificación de una mezcla de heptano-etilbencenoAbraham EdwinAinda não há avaliações
- Practica de Humidificacion - UntDocumento14 páginasPractica de Humidificacion - UntKevinJhoaoMirandaAlayo75% (4)
- Evaporación Linea Del TiempoDocumento5 páginasEvaporación Linea Del TiempoPriz Brito'Ainda não há avaliações
- Introducción A La Destilación Con ReflujoDocumento3 páginasIntroducción A La Destilación Con ReflujoFuerez A-yAinda não há avaliações
- Equipos de HumidificaciónDocumento13 páginasEquipos de HumidificaciónAlex's Sustaita100% (1)
- Tipos de columnasDocumento7 páginasTipos de columnasKarla PintadoAinda não há avaliações
- Consumo de VaporDocumento8 páginasConsumo de Vaporrouss1906Ainda não há avaliações
- Ejericio PreparcialDocumento6 páginasEjericio PreparcialPau SanchezAinda não há avaliações
- Autoclave: qué es, tipos y partesDocumento7 páginasAutoclave: qué es, tipos y partesMelissaMaraviAlvaradoAinda não há avaliações
- 1-2-Instalaciones Termomecanicas Tema1Documento76 páginas1-2-Instalaciones Termomecanicas Tema1Rodrigo EscuderoAinda não há avaliações
- Manual DestiladorDocumento23 páginasManual DestiladorronneypaulAinda não há avaliações
- MAN12 43237 Etna AP 2009-03Documento52 páginasMAN12 43237 Etna AP 2009-03Mauro TognocchiAinda não há avaliações
- Diseño mecánico de intercambiadores de calor tubo y corazaDocumento189 páginasDiseño mecánico de intercambiadores de calor tubo y corazaOscar Morato LópezAinda não há avaliações
- Practica de Filtracion-Filtro RotatorioDocumento4 páginasPractica de Filtracion-Filtro RotatorioRoberto Badillo TivoAinda não há avaliações
- Carta PsicrometricaDocumento11 páginasCarta PsicrometricaESTHEFANI PAOLA FONSECA MENDOZAAinda não há avaliações
- Valvulas de EstrangulaciónDocumento8 páginasValvulas de EstrangulaciónIzar Abdiel Cortazar PerezAinda não há avaliações
- Aire HumedoDocumento7 páginasAire HumedoGerardo Parra Gutierrez100% (1)
- Sistemas de Reactores MúltiplesDocumento7 páginasSistemas de Reactores MúltiplesXavier S. BerdialesAinda não há avaliações
- Calculo de Un Reactor Catalitico de Lecho FluidizadoDocumento39 páginasCalculo de Un Reactor Catalitico de Lecho Fluidizador2rovbAinda não há avaliações
- Diseño Agua Por BombeoDocumento6 páginasDiseño Agua Por Bombeoallyson ortuñoAinda não há avaliações
- Reglas HeuristicasDocumento17 páginasReglas HeuristicasMaria Ines JacomeAinda não há avaliações
- TRABAJO PRACTICO de BOMBA, COMPRESOR, VENTILADOR 2020 SEGUNDA Parte PDFDocumento8 páginasTRABAJO PRACTICO de BOMBA, COMPRESOR, VENTILADOR 2020 SEGUNDA Parte PDFjohannaAinda não há avaliações
- ProyecexploracionDocumento82 páginasProyecexploracionkelrzAinda não há avaliações
- Biorrremediación de Suelos Contaminados (1) ............Documento9 páginasBiorrremediación de Suelos Contaminados (1) ............Jonathan Mauro Lujan NinaAinda não há avaliações
- Tpdpi05 - Seminario N012016Documento6 páginasTpdpi05 - Seminario N012016Lisbet NoriegaAinda não há avaliações
- Tpdpi13 Ubicaplanta2016Documento3 páginasTpdpi13 Ubicaplanta2016Lisbet NoriegaAinda não há avaliações
- Tpdpi11 - Seminario N022016Documento8 páginasTpdpi11 - Seminario N022016Lisbet NoriegaAinda não há avaliações
- F2 Plan de SST para EECCDocumento4 páginasF2 Plan de SST para EECCLisbet NoriegaAinda não há avaliações
- 03 Charla 5 Minutos F-PREV-03Documento2 páginas03 Charla 5 Minutos F-PREV-03Lisbet NoriegaAinda não há avaliações
- Modelo Informe de Acto de Alto Riesgo.Documento1 páginaModelo Informe de Acto de Alto Riesgo.Lisbet NoriegaAinda não há avaliações
- Informe ConcretoDocumento17 páginasInforme ConcretoLisbet NoriegaAinda não há avaliações
- Aplicativo Registros SGSST RGDocumento13 páginasAplicativo Registros SGSST RGDavid Missly LopezAinda não há avaliações
- Reacciones Frente Al SubstratoDocumento5 páginasReacciones Frente Al SubstratoLisbet NoriegaAinda não há avaliações
- Tratamiento de agua con sulfato de aluminioDocumento5 páginasTratamiento de agua con sulfato de aluminioLisbet NoriegaAinda não há avaliações
- Mecánica de Chorros y ChimeneasDocumento24 páginasMecánica de Chorros y ChimeneasLisbet NoriegaAinda não há avaliações
- Tratamiento de agua con sulfato de aluminioDocumento5 páginasTratamiento de agua con sulfato de aluminioLisbet NoriegaAinda não há avaliações
- Razonamiento Matemático - PolyaDocumento87 páginasRazonamiento Matemático - PolyaSilvia Martinez QuijanoAinda não há avaliações
- Rubrica de Evaluación MatematDocumento3 páginasRubrica de Evaluación MatematKarina ZevallosAinda não há avaliações
- Texto 4. V de GowinDocumento23 páginasTexto 4. V de GowinEdnita ZzAinda não há avaliações
- Fichas de EvaluacionDocumento3 páginasFichas de EvaluacionLuis Wilder Huamán MantillaAinda não há avaliações
- 01 Introducción - Optimización de Sistemas IDocumento52 páginas01 Introducción - Optimización de Sistemas IJulianAinda não há avaliações
- Descubriendo habilidades a través de la magia de mamáDocumento13 páginasDescubriendo habilidades a través de la magia de mamáJheferson Bryan Palma RomanAinda não há avaliações
- PCIE 2016.docx RodoDocumento257 páginasPCIE 2016.docx RodoMichel IslaAinda não há avaliações
- Estado Del Arte o Cuestión Del ConocimientoDocumento29 páginasEstado Del Arte o Cuestión Del ConocimientoLuisAinda não há avaliações
- Textos Expositivos - TeoríaDocumento10 páginasTextos Expositivos - TeoríaJORGE ERLEY CORTES GALEANOAinda não há avaliações
- Actividad 2,3,4,5Documento11 páginasActividad 2,3,4,5Josue guillermo Vergara cobosAinda não há avaliações
- Aprendemos A Tomar Decisiones para Convivir en Armonía: Experiencia de Aprendizaje #01Documento10 páginasAprendemos A Tomar Decisiones para Convivir en Armonía: Experiencia de Aprendizaje #01api-5841718930% (1)
- UVE heurística: guía para resolver problemasDocumento13 páginasUVE heurística: guía para resolver problemasJuan NievesAinda não há avaliações
- Ascenso de ColinaDocumento7 páginasAscenso de ColinaVicky HuancahuireAinda não há avaliações
- 920253696.SABATIER - Se Necesitan Mejores Teorías PDFDocumento10 páginas920253696.SABATIER - Se Necesitan Mejores Teorías PDFPaolaRuizdeGalarretaAinda não há avaliações
- Método de VogelDocumento6 páginasMétodo de VogelPatrizio SantoyoAinda não há avaliações
- Cobo, Fortuny - 2007 - AgentGeom Un Sistema Tutorial para El Desarrollo de Competencias Argumentativas de Los Alumnos A Través de La ResolDocumento12 páginasCobo, Fortuny - 2007 - AgentGeom Un Sistema Tutorial para El Desarrollo de Competencias Argumentativas de Los Alumnos A Través de La ResoljuapanaAinda não há avaliações
- Clasificacion HeuristicosDocumento15 páginasClasificacion HeuristicosaitanagoesAinda não há avaliações
- (UOC / USABILITAT) PR2 - MejiasAlonso RubenDocumento27 páginas(UOC / USABILITAT) PR2 - MejiasAlonso RubenRubén Mejias AlonsoAinda não há avaliações
- Enseñanza de matemáticas centrada en la resolución de problemasDocumento24 páginasEnseñanza de matemáticas centrada en la resolución de problemasJUAN LEYVAAinda não há avaliações
- Problemas aritméticos elementales: historia y resoluciónDocumento35 páginasProblemas aritméticos elementales: historia y resoluciónJosue MartínezAinda não há avaliações
- Actividad 2: Tabla de Análisis: Enfoque Sistémico (Equipo 02)Documento7 páginasActividad 2: Tabla de Análisis: Enfoque Sistémico (Equipo 02)Denise IrachetaAinda não há avaliações
- Planificación de La I Unidad de AprendizajeDocumento6 páginasPlanificación de La I Unidad de AprendizajeMiguel Saenz ArellanAinda não há avaliações
- Modelo matemático para ruteo escolarDocumento22 páginasModelo matemático para ruteo escolarJulian SaldalaAinda não há avaliações
- Resumen Social L AscencioDocumento7 páginasResumen Social L AscencioJosefina FigueroaAinda não há avaliações