Você também pode gostar
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocumento4 páginasCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisAinda não há avaliações
- Protective DTM Acrylic Primer/Finish Product DescriptionDocumento4 páginasProtective DTM Acrylic Primer/Finish Product DescriptionVernon Jiménez FonsecaAinda não há avaliações
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocumento4 páginasProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraAinda não há avaliações
- Protective & Marine Coatings: Polysiloxane 1KDocumento4 páginasProtective & Marine Coatings: Polysiloxane 1KAna CabreraAinda não há avaliações
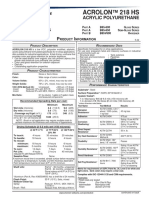
- Acrolon 218 HsDocumento4 páginasAcrolon 218 HsKARENAinda não há avaliações
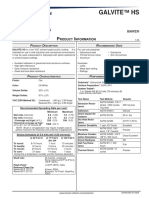
- Protective & Marine Coatings: Galvite™ HsDocumento4 páginasProtective & Marine Coatings: Galvite™ HsAna CabreraAinda não há avaliações
- Acrolon 218 HS Acrylic PolyurethaneDocumento4 páginasAcrolon 218 HS Acrylic PolyurethaneJohn ReevesAinda não há avaliações
- Acrolon 218 FTDocumento4 páginasAcrolon 218 FTEdwin VSAinda não há avaliações
- Protective & Marine Coatings: Acrolon™ 218 HsDocumento4 páginasProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraAinda não há avaliações
- Especificaciones Pintura Macropoxi NavalDocumento4 páginasEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonAinda não há avaliações
- DTM Acrylic Coating: Protective & Marine CoatingsDocumento4 páginasDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraAinda não há avaliações
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocumento4 páginasFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraAinda não há avaliações
- Protective & Marine Coatings: Zinc Clad XIDocumento4 páginasProtective & Marine Coatings: Zinc Clad XIfdpc1987Ainda não há avaliações
- Hi Solid PolyurethaneDocumento4 páginasHi Solid PolyurethaneafvasquezAinda não há avaliações
- Protective & Marine Coatings: Acrolon™ 218 HsDocumento4 páginasProtective & Marine Coatings: Acrolon™ 218 Hshector gomezAinda não há avaliações
- Carboguard 890 PDSDocumento5 páginasCarboguard 890 PDScrisAinda não há avaliações
- Macropoxy 646 FF 2022Documento4 páginasMacropoxy 646 FF 2022nellyAinda não há avaliações
- Protective & Marine Coatings: MetalatexDocumento4 páginasProtective & Marine Coatings: MetalatexAna CabreraAinda não há avaliações
- DATA SHEET Industrial Enamel BlancoDocumento4 páginasDATA SHEET Industrial Enamel BlancoAlfredo OrellanaAinda não há avaliações
- Polylon 1900 (3853091)Documento4 páginasPolylon 1900 (3853091)JOCELYN MEDINAAinda não há avaliações
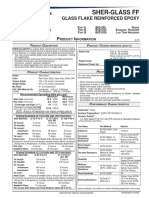
- Sherglass FFDocumento4 páginasSherglass FFJhose BonillaAinda não há avaliações
- Carboguard 890 PDSDocumento5 páginasCarboguard 890 PDSAchraf BoudayaAinda não há avaliações
- Carboguard 893: Selection & Specification DataDocumento5 páginasCarboguard 893: Selection & Specification DataQuy RomAinda não há avaliações
- DTM Bonding Primer: Protective & Marine CoatingsDocumento4 páginasDTM Bonding Primer: Protective & Marine CoatingsAna CabreraAinda não há avaliações
- Macropoxy 646 SEDocumento4 páginasMacropoxy 646 SESleyda MunozAinda não há avaliações
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocumento4 páginasPintura Epoxica Sherwin Willians Hoja Seguridad1Ainda não há avaliações
- Carboguard 891 Product Data SheetDocumento4 páginasCarboguard 891 Product Data SheetPrakashAinda não há avaliações
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDocumento8 páginasZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreAinda não há avaliações
- Carboguard 890N PDSDocumento5 páginasCarboguard 890N PDScorey jacobsAinda não há avaliações
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocumento4 páginasProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraAinda não há avaliações
- Carboguard 893 PDSDocumento5 páginasCarboguard 893 PDSUtomoAinda não há avaliações
- Carboguard 893 PDSDocumento5 páginasCarboguard 893 PDSTrịnh Minh KhoaAinda não há avaliações
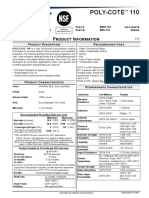
- Poly-Cote 110 (Aug'22)Documento4 páginasPoly-Cote 110 (Aug'22)David cAinda não há avaliações
- Exceed XP 8784 SeriesDocumento2 páginasExceed XP 8784 SeriesAli RazuAinda não há avaliações
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocumento4 páginasProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraAinda não há avaliações
- Carboguard 1209: Selection & Specification DataDocumento4 páginasCarboguard 1209: Selection & Specification DataQuy Dom100% (2)
- 226NDocumento2 páginas226NUmaibalanAinda não há avaliações
- Envirolastic 980 PADocumento4 páginasEnvirolastic 980 PAdneradAinda não há avaliações
- Macropoxy 646 PW 2021Documento4 páginasMacropoxy 646 PW 2021Jeisson BravoAinda não há avaliações
- HojaTecnica Heat Flex Hi Temp 1200Documento4 páginasHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENOAinda não há avaliações
- Exceed™ XP 6056ML: Performance PolymerDocumento2 páginasExceed™ XP 6056ML: Performance PolymerkjmontilAinda não há avaliações
- Carbozinc 11 PDSDocumento5 páginasCarbozinc 11 PDSSUBODHAinda não há avaliações
- Carbozinc 859: Selection & Specification DataDocumento5 páginasCarbozinc 859: Selection & Specification DataFrancis BautistaAinda não há avaliações
- Carboguard 893 PDSDocumento2 páginasCarboguard 893 PDSNguyễn Thị Châu TâyAinda não há avaliações
- Industrial Aluminum Paint: Protective & Marine CoatingsDocumento4 páginasIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraAinda não há avaliações
- WBEpoxyCoating Data SheetDocumento2 páginasWBEpoxyCoating Data SheetkaleshAinda não há avaliações
- Enable 3505MCDocumento2 páginasEnable 3505MCNicho Francisco WiryonoAinda não há avaliações
- Carbozinc - 859 - PDS JapanDocumento4 páginasCarbozinc - 859 - PDS JapanFreddyAinda não há avaliações
- DuraplateDocumento4 páginasDuraplatelovaldes62Ainda não há avaliações
- Protective & Marine Coatings: Sher-Clear™Documento4 páginasProtective & Marine Coatings: Sher-Clear™Ana CabreraAinda não há avaliações
- Carbozinc 11Documento4 páginasCarbozinc 11DuongthithuydungAinda não há avaliações
- Carbozinc 11: Selection & Specification DataDocumento5 páginasCarbozinc 11: Selection & Specification DataQuy RomAinda não há avaliações
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocumento4 páginasSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceAinda não há avaliações
- Carbomastic 15 PDSDocumento4 páginasCarbomastic 15 PDSRiyaz Basheer100% (1)
- Protective Industrial Enamel CoatingDocumento4 páginasProtective Industrial Enamel CoatingAna CabreraAinda não há avaliações
- Exceed S 9243MLDocumento2 páginasExceed S 9243MLzhen liuAinda não há avaliações
- Ficha Tecnica Castrol Optigear BM RangeDocumento3 páginasFicha Tecnica Castrol Optigear BM RangeVictor Manuel Gonzalez PerezAinda não há avaliações
- Exceed 3518PA Cast PDFDocumento2 páginasExceed 3518PA Cast PDFchinchotarngAinda não há avaliações
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingNo EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingAinda não há avaliações
- Protective Coatings Performance Test DataDocumento1 páginaProtective Coatings Performance Test DataImam Situmeang100% (1)
- Paint consumption calculation summaryDocumento10 páginasPaint consumption calculation summaryImam Situmeang100% (1)
- UNISEAL GALVA ZN B (New EN)Documento1 páginaUNISEAL GALVA ZN B (New EN)ramdhaniAinda não há avaliações
- Engineering Data Sheet: UST Ullet TandardDocumento1 páginaEngineering Data Sheet: UST Ullet TandardImam SitumeangAinda não há avaliações
- Environment Test Sheet: Waktu Item TanggalDocumento3 páginasEnvironment Test Sheet: Waktu Item TanggalImam Situmeang100% (1)
- Technical Data Sheet for Barrier 80 Zinc Epoxy PrimerDocumento5 páginasTechnical Data Sheet for Barrier 80 Zinc Epoxy PrimerBalaji GuruAinda não há avaliações
- Zinc Rich Cold Galvanizing (UZZIEL 215) : Product DescriptionDocumento1 páginaZinc Rich Cold Galvanizing (UZZIEL 215) : Product DescriptionImam SitumeangAinda não há avaliações
- Interzinc 52+td+eng PDFDocumento2 páginasInterzinc 52+td+eng PDFImam Situmeang100% (1)
- Interthane 990 Test Data PDFDocumento2 páginasInterthane 990 Test Data PDFImam Situmeang100% (2)
- RB Engineering Data PDFDocumento1 páginaRB Engineering Data PDFImam SitumeangAinda não há avaliações
- CV Imam 2017Documento2 páginasCV Imam 2017Imam SitumeangAinda não há avaliações
- QCPC Pmi FanDocumento44 páginasQCPC Pmi FanBagas Dewo septian100% (1)
- RB Standard Engineering Data PDFDocumento1 páginaRB Standard Engineering Data PDFImam SitumeangAinda não há avaliações
- Rounded Brush (Kuas Bulat) Diameter " 10pcsDocumento1 páginaRounded Brush (Kuas Bulat) Diameter " 10pcsImam SitumeangAinda não há avaliações
- Data Persiapan Panel Uji (Pelat 3Mm) Pull Off TestDocumento1 páginaData Persiapan Panel Uji (Pelat 3Mm) Pull Off TestImam SitumeangAinda não há avaliações
- Painting Istructions Accroding ISO 12944-5Documento40 páginasPainting Istructions Accroding ISO 12944-5giulioiussich100% (5)
- Rounded Brush (Kuas Bulat) Diameter " 10pcsDocumento1 páginaRounded Brush (Kuas Bulat) Diameter " 10pcsImam SitumeangAinda não há avaliações
- Trial Repair Galvanized Surface of Box Girder: Use Zinc Rich Primer PaintDocumento4 páginasTrial Repair Galvanized Surface of Box Girder: Use Zinc Rich Primer PaintImam SitumeangAinda não há avaliações
- Corrothane I Zinc PrimerDocumento4 páginasCorrothane I Zinc PrimerImam SitumeangAinda não há avaliações
- RB Standard Engineering Data PDFDocumento1 páginaRB Standard Engineering Data PDFImam SitumeangAinda não há avaliações
- PPG PMC Sigmaprime Offen Case Study A4 Jun2016 Glob en LRDocumento2 páginasPPG PMC Sigmaprime Offen Case Study A4 Jun2016 Glob en LRImam SitumeangAinda não há avaliações
- Galvanized Steel Vs Zinc Rich PaintDocumento2 páginasGalvanized Steel Vs Zinc Rich PaintImam SitumeangAinda não há avaliações
- PPG PMC Sigmaprime Brochure A4 Feb2016 Glob en LRSPDocumento8 páginasPPG PMC Sigmaprime Brochure A4 Feb2016 Glob en LRSPImam SitumeangAinda não há avaliações
- Interseal 670 HSDocumento4 páginasInterseal 670 HSFikru DdienAinda não há avaliações
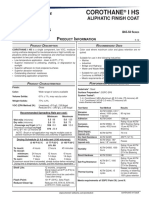
- Protective & Marine Coatings: Corothane IHSDocumento4 páginasProtective & Marine Coatings: Corothane IHSImam SitumeangAinda não há avaliações
- Technical Data Sheet for Penguard Express Epoxy CoatingDocumento5 páginasTechnical Data Sheet for Penguard Express Epoxy CoatingImam SitumeangAinda não há avaliações
- Corrothane I Zinc PrimerDocumento4 páginasCorrothane I Zinc PrimerImam SitumeangAinda não há avaliações
- Penguard Universal PDFDocumento5 páginasPenguard Universal PDFImam SitumeangAinda não há avaliações
- Rust Bullet AI & GuideDocumento32 páginasRust Bullet AI & GuideImam SitumeangAinda não há avaliações
- PreheatDocumento2 páginasPreheatScott TrainorAinda não há avaliações
- Supplier price offer for brake partsDocumento5 páginasSupplier price offer for brake partsashish kasanaAinda não há avaliações
- Effect of Tempering Temperature On MechaDocumento3 páginasEffect of Tempering Temperature On Mechadhani bux jamaliAinda não há avaliações
- ASME IX P5 (P22 Tube) To P43 (Inconel 625)Documento3 páginasASME IX P5 (P22 Tube) To P43 (Inconel 625)mohdfirdausAinda não há avaliações
- Understanding Sour Service Performance of Coiled Tubing After H2S ExposureDocumento12 páginasUnderstanding Sour Service Performance of Coiled Tubing After H2S ExposureMubeenAinda não há avaliações
- Jackson SafetyDocumento40 páginasJackson SafetyMarisol Gonzalez (Soly)Ainda não há avaliações
- Section 09260 Gypsum Board AssembliesDocumento10 páginasSection 09260 Gypsum Board AssembliesMØhãmmed ØwięsAinda não há avaliações
- Ball Mills: Quantum Nanostructures (QDS) : AnDocumento11 páginasBall Mills: Quantum Nanostructures (QDS) : AnLamzav UlziibayarAinda não há avaliações
- GTAW (TIG) Welding GuideDocumento14 páginasGTAW (TIG) Welding GuideSwapnil ModakAinda não há avaliações
- Transfer Mold Design TipsDocumento13 páginasTransfer Mold Design TipsRANJEET CHAUHANAinda não há avaliações
- Primacorelw-71 en PDFDocumento2 páginasPrimacorelw-71 en PDFsattar12345Ainda não há avaliações
- Physical Metallurgy of Aluminium AlloysDocumento13 páginasPhysical Metallurgy of Aluminium AlloysKaanMertAinda não há avaliações
- Notes - Injection MoldingDocumento10 páginasNotes - Injection MoldingNaveen VasanthAinda não há avaliações
- Steel SpecDocumento82 páginasSteel Specmglp54Ainda não há avaliações
- MIR Log - ElectricalDocumento5 páginasMIR Log - ElectricalAnonymous yniiLtiAinda não há avaliações
- Government of Telangana Government of Telangana Government of TelanganaDocumento524 páginasGovernment of Telangana Government of Telangana Government of Telanganafarhan sdAinda não há avaliações
- Canalta DBB Disassembly and Reassembly Guide - REV 09.2019Documento102 páginasCanalta DBB Disassembly and Reassembly Guide - REV 09.2019Rodolfo PiancaAinda não há avaliações
- Sand CastingDocumento92 páginasSand CastingDhananjay ShimpiAinda não há avaliações
- Identification and TraceabilityDocumento6 páginasIdentification and Traceabilityandruta1978Ainda não há avaliações
- Mesh Micron Sizes Chart Ebook From IsmDocumento7 páginasMesh Micron Sizes Chart Ebook From IsmPratik JainAinda não há avaliações
- Glass Partition Wall SystemsDocumento18 páginasGlass Partition Wall Systemsneeraj kumar100% (1)
- Unique 4Documento23 páginasUnique 4kavitapatil12Ainda não há avaliações
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Documento2 páginasSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisAinda não há avaliações
- X350 ManualDocumento40 páginasX350 Manualdika anggaraAinda não há avaliações
- Cathodic Protection of Reinforced Concrete Structures: Prepared by Ravi Kumar Ankan BairagiDocumento28 páginasCathodic Protection of Reinforced Concrete Structures: Prepared by Ravi Kumar Ankan BairagiMateen AhmedAinda não há avaliações
- D-Sander SwacoDocumento5 páginasD-Sander SwacoJuan Sebastian Diaz CuadrosAinda não há avaliações
- Resicon anchor studs and chemical anchoringDocumento2 páginasResicon anchor studs and chemical anchoringbastonspestalodeAinda não há avaliações
- Astm A416-A416m-05Documento5 páginasAstm A416-A416m-05NadhiraAinda não há avaliações
- Welding Symbols (AWS-VS-ISO)Documento9 páginasWelding Symbols (AWS-VS-ISO)sayed67% (3)
- ASTM G103 1997 (Reapproved 2005)Documento4 páginasASTM G103 1997 (Reapproved 2005)Cíntia Torres100% (1)