Você também pode gostar
- Hojuelas CedadaDocumento26 páginasHojuelas Cedadatere_eli100% (2)
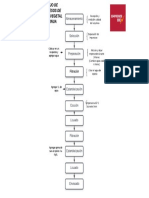
- DIAGRAMA DE BLOQUES MermeladaDocumento1 páginaDIAGRAMA DE BLOQUES MermeladaHelen Cardozo SerranoAinda não há avaliações
- TC 2 Procesos Quimicos Jimmy Raul Aporte2Documento14 páginasTC 2 Procesos Quimicos Jimmy Raul Aporte2Rodrigo SanabriaAinda não há avaliações
- Balance materia y energía producción néctar coconaDocumento3 páginasBalance materia y energía producción néctar coconaLesly LlerenaAinda não há avaliações
- Informe-Final-Hojuelas de Quinua - Diseño de PlantasDocumento42 páginasInforme-Final-Hojuelas de Quinua - Diseño de PlantasJhon Gutavo Paredes LlanosAinda não há avaliações
- Análisis de procesos productivos de harinaDocumento5 páginasAnálisis de procesos productivos de harinaMiguel Rodriguez0% (1)
- Balance de EnergiaDocumento13 páginasBalance de EnergiaRomario Beltran CoronelAinda não há avaliações
- Diagrama de Operaciones de Proceso Leche ChocolatadaDocumento4 páginasDiagrama de Operaciones de Proceso Leche ChocolatadaRicardo Franco Alfaro100% (1)
- Practica de DifusividadDocumento2 páginasPractica de DifusividadJhon Alex100% (1)
- Punto CrioscopicoDocumento9 páginasPunto CrioscopicolidiaAinda não há avaliações
- Ingenieria Del ProyectoDocumento83 páginasIngenieria Del Proyectomarcos paulo lizondo silva100% (1)
- Lab 03 - Metodo de Evaluacion Tratamiento TermicoDocumento16 páginasLab 03 - Metodo de Evaluacion Tratamiento TermicoLuis AngelAinda não há avaliações
- Ejercicio 2Documento3 páginasEjercicio 2dany condori crispinAinda não há avaliações
- Evaporación simple efecto: cálculos balance materia y entalpíaDocumento5 páginasEvaporación simple efecto: cálculos balance materia y entalpíaKeny Hans Ramos100% (1)
- Visita San JacintoDocumento26 páginasVisita San JacintoHernan RamosAinda não há avaliações
- Plan HACCP nectar mango Mannec S.A.CDocumento42 páginasPlan HACCP nectar mango Mannec S.A.CMayol Quispe Ccahuana100% (2)
- Flujo Grama de Procesos para La Elaboración de Almidon de YucanDocumento3 páginasFlujo Grama de Procesos para La Elaboración de Almidon de YucanIvan Diego Huanca100% (1)
- DIAGRAMA DE FLUJO PARA EL YOGURT BATIDO K 2Documento20 páginasDIAGRAMA DE FLUJO PARA EL YOGURT BATIDO K 2Dariana Gurbillon0% (1)
- Evaluacion de Proyectos 2Documento120 páginasEvaluacion de Proyectos 2Rafael JulcarimaAinda não há avaliações
- Diseño planta elaboración mantequilla optimizadaDocumento1 páginaDiseño planta elaboración mantequilla optimizadaHenry Paul Almache100% (3)
- Proyecto de Diseño de Planta de Galletas 1Documento55 páginasProyecto de Diseño de Planta de Galletas 1Jerry Ivan Ponce Lanchipa100% (1)
- Diagrama flujo queso capasDocumento1 páginaDiagrama flujo queso capasAzenet LópezAinda não há avaliações
- Crecimiento.5Documento84 páginasCrecimiento.5Yudith Rosaluz Imata CondoriAinda não há avaliações
- Proceso de Produccion de GalletasDocumento27 páginasProceso de Produccion de GalletasErwin Burgos Ramirez100% (1)
- Diagrama Flujo Leche Vegetal de QuinuaDocumento1 páginaDiagrama Flujo Leche Vegetal de QuinuaChristian CastroAinda não há avaliações
- Ejercicios de OPUDocumento10 páginasEjercicios de OPUEstudiante INGAinda não há avaliações
- Doc. BalancesDocumento6 páginasDoc. BalancesOliver Moncada PinoAinda não há avaliações
- DIAGRAMA DE BLOQUE. Proceso JamonDocumento3 páginasDIAGRAMA DE BLOQUE. Proceso Jamoninocencio albadan madridAinda não há avaliações
- Catalogo LacteosDocumento32 páginasCatalogo LacteosXavier HuatatocaAinda não há avaliações
- Escaldado MaracuyaDocumento6 páginasEscaldado MaracuyaMarilinAinda não há avaliações
- Diagrama de Flujo Del Dulce de YacónDocumento3 páginasDiagrama de Flujo Del Dulce de YacónLuz CoronadoAinda não há avaliações
- Refrigeración para ArandanosDocumento49 páginasRefrigeración para ArandanosMiguel Angel Pedemonte GrauAinda não há avaliações
- Conserva de Pera en AlmibarDocumento16 páginasConserva de Pera en Almibardany condori crispin100% (1)
- Flujo de Harina de Maiz MoradoDocumento4 páginasFlujo de Harina de Maiz MoradoPaolo Patric Maldonado OchoaAinda não há avaliações
- Diagrama de Flujo Cuantitativo de Operaciones en La Elaboración de Encurtido Se Setas de TinoDocumento2 páginasDiagrama de Flujo Cuantitativo de Operaciones en La Elaboración de Encurtido Se Setas de TinoEdith SolisAinda não há avaliações
- Tema 1. Destilación. Operaciones Unitarias Iii.Documento34 páginasTema 1. Destilación. Operaciones Unitarias Iii.Elías Peñaloza100% (1)
- Evaporadores DiscontinuosDocumento5 páginasEvaporadores DiscontinuosJustin VargasAinda não há avaliações
- Chorizo de Carne de PatoDocumento28 páginasChorizo de Carne de Patokerwin gomezAinda não há avaliações
- Maquinaria EsparragoDocumento24 páginasMaquinaria Esparragorenzo steven brandon herrera sanchezAinda não há avaliações
- Bateria 03Documento3 páginasBateria 03anon_947940915Ainda não há avaliações
- Tecnologia de AlmidonesDocumento19 páginasTecnologia de AlmidonesEliseo Sedano AponteAinda não há avaliações
- InsufladosDocumento4 páginasInsufladosMauricio MartinezAinda não há avaliações
- Diagrama de Flujo para La Elaboracion de Pina en AlmibarDocumento3 páginasDiagrama de Flujo para La Elaboracion de Pina en AlmibarRODOLFOAinda não há avaliações
- Diagramas de Flujo Bloques y Equipos Destilacion WiskyDocumento13 páginasDiagramas de Flujo Bloques y Equipos Destilacion WiskyArisaca AnaAinda não há avaliações
- Balance de Materia y Energia de Una MaquinaDocumento9 páginasBalance de Materia y Energia de Una MaquinaC M CAinda não há avaliações
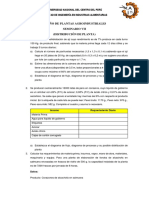
- Faiia - Seminario - Vii FinalDocumento8 páginasFaiia - Seminario - Vii FinalAnahí Auqui ArotomaAinda não há avaliações
- Dop de Leche PasteurizadaDocumento2 páginasDop de Leche PasteurizadaKevin Jorge SolanoAinda não há avaliações
- AlicoprDocumento26 páginasAlicoprjoseAinda não há avaliações
- Bio CSTRDocumento10 páginasBio CSTRleydi100% (1)
- Trabajo de Opu AzucarDocumento28 páginasTrabajo de Opu Azucaryordi cuzque100% (1)
- HojuelasDocumento24 páginasHojuelasL UAinda não há avaliações
- Ensayo Propiedades TermicasDocumento7 páginasEnsayo Propiedades TermicasEliana Guanoluisa33% (3)
- Balance de MasaDocumento9 páginasBalance de Masacarlos caceres ortuñoAinda não há avaliações
- San CarlosDocumento22 páginasSan CarlosAngélica JaramilloAinda não há avaliações
- Arbol de ProblemasDocumento2 páginasArbol de ProblemasWilma Yola MamaniAinda não há avaliações
- Balance de Materia de MortadelaDocumento18 páginasBalance de Materia de MortadelaChristian Pinedo Reategui100% (2)
- CuestionarioDocumento2 páginasCuestionarioeslaiter kenyu manyari mallmaAinda não há avaliações
- Tema 5 - Panificación 2017Documento38 páginasTema 5 - Panificación 2017inajiloAinda não há avaliações
- Unidad 2 Fase 3 - Angie Yela MejiaDocumento30 páginasUnidad 2 Fase 3 - Angie Yela MejiaAngie YelaAinda não há avaliações
- Diagrama flujo harina camoteDocumento4 páginasDiagrama flujo harina camotedaniel19922014Ainda não há avaliações
- Temario SPSSDocumento2 páginasTemario SPSSEduardo Mamani RoqueAinda não há avaliações
- 2.1 Enunciado de Ejercicios Ecuaciones Lineales - CuadráticasDocumento1 página2.1 Enunciado de Ejercicios Ecuaciones Lineales - CuadráticasEduardo Mamani RoqueAinda não há avaliações
- Temario SPSSDocumento1 páginaTemario SPSSEduardo Mamani RoqueAinda não há avaliações
- Temario SiscontDocumento2 páginasTemario SiscontEduardo Mamani RoqueAinda não há avaliações
- Igv VDocumento14 páginasIgv VEduardo Mamani RoqueAinda não há avaliações
- Estructura y Costo de Capital 2021Documento8 páginasEstructura y Costo de Capital 2021Eduardo Mamani RoqueAinda não há avaliações
- 1 Ecuaciones Lineales y CuadráticasDocumento2 páginas1 Ecuaciones Lineales y CuadráticasEduardo Mamani Roque100% (1)
- Mercado Financiero LecturaDocumento36 páginasMercado Financiero LecturaEduardo Mamani RoqueAinda não há avaliações
- Temario SiscontDocumento2 páginasTemario SiscontEduardo Mamani RoqueAinda não há avaliações
- Semana 4 - Finanzas y Gobierno CorporativoDocumento37 páginasSemana 4 - Finanzas y Gobierno CorporativoEduardo Mamani RoqueAinda não há avaliações
- Casos Practicos Igv IscDocumento7 páginasCasos Practicos Igv IscEduardo Mamani RoqueAinda não há avaliações
- Mercado de Valores Bolsa Fase II 2021Documento30 páginasMercado de Valores Bolsa Fase II 2021Eduardo Mamani RoqueAinda não há avaliações
- Material Practico Estatuto Independencia Objetividad - DesarrolladoDocumento6 páginasMaterial Practico Estatuto Independencia Objetividad - DesarrolladoEduardo Mamani RoqueAinda não há avaliações
- Semana 2 - Finanzas y El Sistema FinancieroDocumento33 páginasSemana 2 - Finanzas y El Sistema FinancieroEduardo Mamani RoqueAinda não há avaliações
- Semana 3 - Ambito de Las FinanzasDocumento25 páginasSemana 3 - Ambito de Las FinanzasEduardo Mamani RoqueAinda não há avaliações
- Cronograma de Temas (Clases) IDocumento1 páginaCronograma de Temas (Clases) IAEGES GroupAinda não há avaliações
- Estados Financieros Fase Ii 2021Documento1 páginaEstados Financieros Fase Ii 2021Eduardo Mamani RoqueAinda não há avaliações
- El Presupuesto de CapitalDocumento18 páginasEl Presupuesto de CapitalleslyAinda não há avaliações
- Principios financieros básicos para el crecimiento económicoDocumento9 páginasPrincipios financieros básicos para el crecimiento económicoEduardo Mamani RoqueAinda não há avaliações
- Fundamentos de ValuacionDocumento5 páginasFundamentos de ValuacionEduardo Mamani Roque100% (1)
- Debido Cuiado Profesional - DesarrolladoDocumento5 páginasDebido Cuiado Profesional - DesarrolladoAEGES GroupAinda não há avaliações
- Resumen NICSPDocumento3 páginasResumen NICSPEduardo Mamani RoqueAinda não há avaliações
- Generalidades Video 23Documento14 páginasGeneralidades Video 23Eduardo Mamani RoqueAinda não há avaliações
- Temario ProyectosDocumento3 páginasTemario ProyectosEduardo Mamani RoqueAinda não há avaliações
- Taller Sap Business One Version 20 - 1594078167Documento4 páginasTaller Sap Business One Version 20 - 1594078167Eduardo Mamani RoqueAinda não há avaliações
- Cuentas Por Pagar v13Documento22 páginasCuentas Por Pagar v13Eduardo Mamani RoqueAinda não há avaliações
- Cuentas Por Pagar v17Documento17 páginasCuentas Por Pagar v17AEGES GroupAinda não há avaliações
- PHNJzI4YYPACuTq 1625686339Documento1 páginaPHNJzI4YYPACuTq 1625686339Eduardo Mamani RoqueAinda não há avaliações
- Cuentas Por Pagar v15Documento16 páginasCuentas Por Pagar v15Eduardo Mamani RoqueAinda não há avaliações
- Cuentas Por Pagar v14Documento17 páginasCuentas Por Pagar v14Eduardo Mamani RoqueAinda não há avaliações
- Manual de Verificación V1Documento41 páginasManual de Verificación V1Mariana QuintasAinda não há avaliações
- Círculo Integral.Documento5 páginasCírculo Integral.Arturo Rubén Lozano PérezAinda não há avaliações
- Tarea 5 Prueba de Hipotesis para La MediaDocumento5 páginasTarea 5 Prueba de Hipotesis para La MediaPablo Ruiz100% (1)
- Et22ax13 1Documento4 páginasEt22ax13 1OMAR FELIPE HERRERA CÁCERESAinda não há avaliações
- Trabajo Final, Trigonometria Esferica. EricaDocumento11 páginasTrabajo Final, Trigonometria Esferica. EricaErica Hernández AlvaradoAinda não há avaliações
- Geometría de un balón de fútbolDocumento6 páginasGeometría de un balón de fútbolLuciana IturrizaAinda não há avaliações
- Contabilidad de Costo 000Documento17 páginasContabilidad de Costo 000Luis OrdoñezAinda não há avaliações
- Rapida Pronar - Clase - 2022Documento13 páginasRapida Pronar - Clase - 2022Luis Alberto Montero RodriguezAinda não há avaliações
- Proyecto 2Documento14 páginasProyecto 2Javier AlvarezAinda não há avaliações
- Elementos Del EnunciadoDocumento3 páginasElementos Del EnunciadoVickt VillanuevaAinda não há avaliações
- Prueba 3º Año RadicacionDocumento1 páginaPrueba 3º Año RadicacionAngie AzuajeAinda não há avaliações
- 69021056Documento8 páginas69021056CristianOmarHernandezGomezAinda não há avaliações
- Ejercicio 1Documento3 páginasEjercicio 1Zareth CifuentesAinda não há avaliações
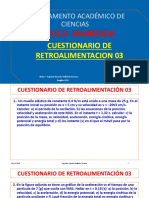
- 3.-Cuestionario de Retroalimentación 03Documento7 páginas3.-Cuestionario de Retroalimentación 03BRANDON BERLY VASQUEZ ORTEGAAinda não há avaliações
- Sesion de MATEMATICA 23 de Agosto.Documento5 páginasSesion de MATEMATICA 23 de Agosto.Roque Arteaga FloresAinda não há avaliações
- Acciomas Probabilidad PDFDocumento4 páginasAcciomas Probabilidad PDFMartita ApolonioAinda não há avaliações
- Informe de Dat5Documento2 páginasInforme de Dat5Yasmin Taype CuetoAinda não há avaliações
- Distribuciones MuestralesDocumento24 páginasDistribuciones Muestralesjose amilcar martinez sanchez50% (2)
- s07 Und 04 Tema 13 Flujo ExternoDocumento15 páginass07 Und 04 Tema 13 Flujo ExternoJose Luis Aliaga VilcaAinda não há avaliações
- Codificaciones Mas UtilizadasDocumento7 páginasCodificaciones Mas UtilizadasMarcelo Garcia HurtadoAinda não há avaliações
- Boletin 328Documento6 páginasBoletin 328Steve CastleAinda não há avaliações
- 2018 - Teoría Del Consumidor PDFDocumento2 páginas2018 - Teoría Del Consumidor PDFFrancisco Sanz de UrquizaAinda não há avaliações
- Determinación constante térmica calorímetroDocumento6 páginasDeterminación constante térmica calorímetroIz Remy100% (1)
- T2 AnalisisAlgoritmosDocumento30 páginasT2 AnalisisAlgoritmosCarlosAlbertoMestasEscarcenaAinda não há avaliações
- Facultad de Ingeniería Civil: Eloy AlfaroDocumento21 páginasFacultad de Ingeniería Civil: Eloy AlfaroZxside dixsonAinda não há avaliações
- Experimento Millikan PDFDocumento8 páginasExperimento Millikan PDFharry37Ainda não há avaliações
- Árboles FilogeneticosDocumento5 páginasÁrboles FilogeneticosMarcela Reyes GuioAinda não há avaliações
- Informe I10 Analisis Del Movimiento en Dos DimensionesDocumento11 páginasInforme I10 Analisis Del Movimiento en Dos DimensionesMaria Paula Pinzon DelgadoAinda não há avaliações
- Fase 5Documento8 páginasFase 5Marya Isa CAinda não há avaliações
- Tutorial Factorización de PolinomiosDocumento39 páginasTutorial Factorización de PolinomiosVidez Euceda AntoniaAinda não há avaliações