Você também pode gostar
- 5 Presentacion Endulzamiento Con AminasDocumento31 páginas5 Presentacion Endulzamiento Con AminasWilliam Alexander Ortiz100% (3)
- Ley - 3058 - Ley de HidrocarburosDocumento66 páginasLey - 3058 - Ley de Hidrocarburosjota1973Ainda não há avaliações
- Remoción Del Co2 FinalDocumento36 páginasRemoción Del Co2 FinalJens De La Fuente100% (3)
- Formulario 2do ParcialDocumento3 páginasFormulario 2do ParcialHebert YaniqueAinda não há avaliações
- La Construcción de La Planta Río GrandeDocumento14 páginasLa Construcción de La Planta Río GrandeHerland Roca100% (1)
- Unidad III Transporte de HidrocarburosDocumento23 páginasUnidad III Transporte de HidrocarburosGerman YaibonaAinda não há avaliações
- Shale Gas-Document. WordDocumento33 páginasShale Gas-Document. WordnijnebAinda não há avaliações
- Ciclo de Refrigeración Por GasDocumento3 páginasCiclo de Refrigeración Por GasDano VillamarAinda não há avaliações
- Metano Con Vapor de AguaDocumento21 páginasMetano Con Vapor de AguaFlor Ayma GuzmánAinda não há avaliações
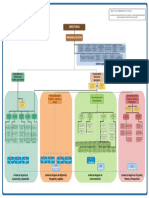
- Organigrama Ypfb 20171201Documento1 páginaOrganigrama Ypfb 20171201mariela caisana riberaAinda não há avaliações
- Pec Ypfb 2015 20191 150623222722 Lva1 App6892Documento180 páginasPec Ypfb 2015 20191 150623222722 Lva1 App6892Branden933100% (2)
- Deshidratación Del Gas NaturalDocumento20 páginasDeshidratación Del Gas NaturalBetzaLicyChavezAinda não há avaliações
- Plantas de Extraccion de LicuablesDocumento6 páginasPlantas de Extraccion de LicuablesJHUCEAinda não há avaliações
- La Eliminación de ParafinaDocumento2 páginasLa Eliminación de ParafinaAna GamasAinda não há avaliações
- Procesamiento Del Gas Natural-PetroquimicaDocumento33 páginasProcesamiento Del Gas Natural-PetroquimicaMirko Franco Velasco Muñoz100% (1)
- Fraccionamiento Del Gas NaturalDocumento35 páginasFraccionamiento Del Gas NaturalOmar TarquiAinda não há avaliações
- San Alberto CronologiaDocumento4 páginasSan Alberto CronologiaErika Nicol Calizaya ChavezAinda não há avaliações
- Planta de Amoniaco y UreaDocumento7 páginasPlanta de Amoniaco y UreaDavid J. Montaño Silva0% (1)
- Propuesta Técnica - Equipo 2 - Grupo ADocumento43 páginasPropuesta Técnica - Equipo 2 - Grupo AedmarAinda não há avaliações
- Tecnología Del Gas NaturalDocumento25 páginasTecnología Del Gas NaturalClaudiaAinda não há avaliações
- REFRIGERACIONDocumento40 páginasREFRIGERACIONMilenka VargasAinda não há avaliações
- Glicol 2015 InegasDocumento87 páginasGlicol 2015 InegasOlvis GuillenAinda não há avaliações
- El Decreto Supremo 26366Documento2 páginasEl Decreto Supremo 26366monicaAinda não há avaliações
- Boletín Estadístico de HidrocarburosDocumento108 páginasBoletín Estadístico de HidrocarburosBernardo PradoAinda não há avaliações
- Industrializacion Del Gas Natural Boliviano 082002Documento55 páginasIndustrializacion Del Gas Natural Boliviano 082002aaaa_aaaAinda não há avaliações
- Endulzamiento Del Gas Natural.Documento24 páginasEndulzamiento Del Gas Natural.Francisco RuedaAinda não há avaliações
- Informe - 3 NACIONALIZACIONESDocumento20 páginasInforme - 3 NACIONALIZACIONESEstefani RuthAinda não há avaliações
- Gas Natural AsociadoDocumento8 páginasGas Natural AsociadoVerónicaAinda não há avaliações
- Acidificacion MatricialDocumento16 páginasAcidificacion MatricialJesus Mendoza100% (1)
- Control de PresionesDocumento15 páginasControl de Presionesmarcelorod100% (1)
- Produccion de Diesel A Partir de GTLDocumento31 páginasProduccion de Diesel A Partir de GTLJose Luis Cachi SalamancaAinda não há avaliações
- Informe Final CarrascoDocumento30 páginasInforme Final CarrascoDavidAinda não há avaliações
- Roselyn Zenteno Soliz SRS-12DDocumento17 páginasRoselyn Zenteno Soliz SRS-12DDaniel RodriguezAinda não há avaliações
- Estudio de Mercado-ImpDocumento15 páginasEstudio de Mercado-ImpVíctor Fernandez HPAinda não há avaliações
- Evaluación Del Sistema de Deshidratación Con Glicol DelDocumento144 páginasEvaluación Del Sistema de Deshidratación Con Glicol DelWilfredo Suarez TorresAinda não há avaliações
- Almacenamiento de Gas NaturalDocumento44 páginasAlmacenamiento de Gas NaturalROSMER100% (1)
- Tamices MolecularesDocumento10 páginasTamices MolecularesJose David CastroAinda não há avaliações
- Tecnologia Techip TealarcDocumento25 páginasTecnologia Techip TealarcFlor Ayma GuzmánAinda não há avaliações
- Recuperación Hidrocarburos 2Documento12 páginasRecuperación Hidrocarburos 2Miguel Vallejos MelendresAinda não há avaliações
- Produccion de MetanolDocumento15 páginasProduccion de MetanolDaniel Márquez EspinozaAinda não há avaliações
- GAS de ESQUISTO TrabajoDocumento5 páginasGAS de ESQUISTO TrabajomaribelAinda não há avaliações
- Control de Parafinas 1. IntroduccionDocumento67 páginasControl de Parafinas 1. IntroduccionMarianela Velasco DelgadilloAinda não há avaliações
- Correlaciones Empíricas para La Formación de HidratosDocumento7 páginasCorrelaciones Empíricas para La Formación de Hidratosjahircz100% (1)
- Presentacion Gas Ypfb CochabambaDocumento26 páginasPresentacion Gas Ypfb CochabambaOsmar Torrico Crespo100% (1)
- Endulzamiento Por Aminas ExpoDocumento11 páginasEndulzamiento Por Aminas ExpoLuisa AmayaAinda não há avaliações
- Proyecto TenorDocumento16 páginasProyecto TenorwilliamAinda não há avaliações
- Sobreproducción Aceleró Declinación de Campo San AlbertoDocumento4 páginasSobreproducción Aceleró Declinación de Campo San Albertocristian ceaAinda não há avaliações
- Deshidratación Con Glicol - Planta de Gas CamiriDocumento18 páginasDeshidratación Con Glicol - Planta de Gas CamiriJose Manuel MoscosoAinda não há avaliações
- Unidad 3 - Transporte de Los Fluidos - INEGAS 2020.rev PDFDocumento67 páginasUnidad 3 - Transporte de Los Fluidos - INEGAS 2020.rev PDFdelmarjesusAinda não há avaliações
- Monografia Del Endulzamiento y Acondicionamiento El Gas Natural (Torres)Documento8 páginasMonografia Del Endulzamiento y Acondicionamiento El Gas Natural (Torres)Clever TorresAinda não há avaliações
- Proyecto Final 2Documento92 páginasProyecto Final 2Marco OliverAinda não há avaliações
- Red SecundariaDocumento7 páginasRed SecundariaFreddy Alfaro FloresAinda não há avaliações
- Parte 4. - Endulzamiento Del GasDocumento36 páginasParte 4. - Endulzamiento Del GasMartin GiraldoAinda não há avaliações
- 6 Endulzamiento 2008 ColorDocumento55 páginas6 Endulzamiento 2008 ColorRudy Mario Quiroga VelascoAinda não há avaliações
- EndulzamientoDocumento45 páginasEndulzamientoLucia Peña50% (2)
- Presentación. ENDULZAMIENTODocumento35 páginasPresentación. ENDULZAMIENTOIvan Alejandro Perez ClarosAinda não há avaliações
- 01 Introduccion Tratamiento de GasDocumento43 páginas01 Introduccion Tratamiento de GasMx AlkviarAinda não há avaliações
- Ejemplos EndulzamientoDocumento60 páginasEjemplos EndulzamientoTatiana GomezAinda não há avaliações
- Planteamientos Generales Endulzamiento-Guillermo Medda - Brenntag Argentina PDFDocumento171 páginasPlanteamientos Generales Endulzamiento-Guillermo Medda - Brenntag Argentina PDFMLuis777Ainda não há avaliações
- MF1165_3 - Instalaciones de ventilación-ExtracciónNo EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAinda não há avaliações
- Especificaciones Tcnicas - ConstruccionDocumento82 páginasEspecificaciones Tcnicas - ConstruccionAlberto Ariel BatistaAinda não há avaliações
- Las 4 Fuerzas FundamentalesDocumento11 páginasLas 4 Fuerzas FundamentalesPedro PeñasAinda não há avaliações
- Aditivos SuperplastificantesDocumento2 páginasAditivos SuperplastificantesPaul Carlos Seguil HuamanAinda não há avaliações
- PÉTREOSDocumento19 páginasPÉTREOScatalinaAinda não há avaliações
- Protocolo 2Documento5 páginasProtocolo 2Jhon GuzmanAinda não há avaliações
- Intercambio IonicoDocumento23 páginasIntercambio IonicoSantos Guerrero CslAinda não há avaliações
- Descp Sistemas Mall El ParqueDocumento4 páginasDescp Sistemas Mall El ParqueCorporativo InstacomAinda não há avaliações
- PapelDocumento7 páginasPapelGildardo PorrasAinda não há avaliações
- Medicion de Iluminacion Interiores PracticaDocumento7 páginasMedicion de Iluminacion Interiores PracticaEmilio Daniel Villalba LozanoAinda não há avaliações
- Ecuación de Pierlens NabarroDocumento6 páginasEcuación de Pierlens NabarroDiego Frias ParedesAinda não há avaliações
- Tema 4 - Colchones Lavadores y EspaciadoresDocumento15 páginasTema 4 - Colchones Lavadores y EspaciadoresDiego Ponce de León50% (2)
- GUIA DE ESTUDIO DIRIGIDO No. 5 (PARCIAL)Documento9 páginasGUIA DE ESTUDIO DIRIGIDO No. 5 (PARCIAL)edwin daniel palacios salgueroAinda não há avaliações
- Huachin Albujar Jacksey Américo 2016Documento63 páginasHuachin Albujar Jacksey Américo 2016Nancy Perez MendezAinda não há avaliações
- Piezas EspecialesDocumento9 páginasPiezas EspecialesjosueAinda não há avaliações
- Certificacion de EntregaDocumento26 páginasCertificacion de Entregaluis gomezAinda não há avaliações
- Obtencion Del Carbon ActivadoDocumento8 páginasObtencion Del Carbon ActivadoDayana Saavedra MaldonadoAinda não há avaliações
- Porcelanite2019 CompressedDocumento191 páginasPorcelanite2019 CompressedJOSE FELIPE RAMIREZ CANDELARIOAinda não há avaliações
- Tercer Ensayo de Olimpiada Del ConocimientoDocumento21 páginasTercer Ensayo de Olimpiada Del ConocimientoDulce Airam JZ Cullen0% (1)
- Tema 1. Operaciones UnitariasDocumento176 páginasTema 1. Operaciones UnitariasJuan RodriguezAinda não há avaliações
- Control Gap - Fija PDFDocumento10 páginasControl Gap - Fija PDFJaime Andres Pardo QuinteroAinda não há avaliações
- 2014 Retos Del Movimiento Ecologista HerreroDocumento21 páginas2014 Retos Del Movimiento Ecologista HerreroJoshua BeneiteAinda não há avaliações
- Actividad de Evaluación 1 JuanDocumento10 páginasActividad de Evaluación 1 JuanM3NCHOAinda não há avaliações
- Catálogo Ssenda Diciembre 2022Documento37 páginasCatálogo Ssenda Diciembre 2022robinson catro castrobenaventeAinda não há avaliações
- Tarea QuimicaDocumento2 páginasTarea QuimicaAdanParedesTarazona100% (1)
- PRACTICA 4 de Maquinas Eléctricas IDocumento5 páginasPRACTICA 4 de Maquinas Eléctricas ILuis Benjamin Mendoza BallinesAinda não há avaliações
- Relacion 2Documento5 páginasRelacion 2HotakuAinda não há avaliações
- NeumaticaDocumento15 páginasNeumaticaesteban rojasAinda não há avaliações
- Chirimoya CorregidoDocumento22 páginasChirimoya CorregidoAlizon Jhisel Valeriano Choquevillca100% (1)
- Grupo9 MCIDocumento12 páginasGrupo9 MCIMoyse Alejandro VigilAinda não há avaliações
- Practica 2 Fisico Quimicos Influencia de Temperatura en La Velocidad de ReaccionDocumento5 páginasPractica 2 Fisico Quimicos Influencia de Temperatura en La Velocidad de ReaccionDiego Roesch0% (1)