Você também pode gostar
- CAP 15 - 3 Design of Water Resource Recovery Facilities, Sixth Edition Nitrogen-Removal-Sidestream-Process-DesignDocumento4 páginasCAP 15 - 3 Design of Water Resource Recovery Facilities, Sixth Edition Nitrogen-Removal-Sidestream-Process-DesignNICOLAS SANCHEZ GOMEZAinda não há avaliações
- Suite 1 For Cello Solo For BB (Bass) Clarinet: Johann Sebastian Bach BWV 1007 PréludeDocumento7 páginasSuite 1 For Cello Solo For BB (Bass) Clarinet: Johann Sebastian Bach BWV 1007 Préludewolfgangerl2100% (1)
- Sizing Chemical Feed PumpDocumento2 páginasSizing Chemical Feed PumpVenkatAinda não há avaliações
- Coagulation-Flocculation: (Water and Wastewater Treatment)Documento28 páginasCoagulation-Flocculation: (Water and Wastewater Treatment)Shamsa KanwalAinda não há avaliações
- Anaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System WhichDocumento6 páginasAnaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System Whichnickao123Ainda não há avaliações
- The Combined Sharon Anammox Process-2001Documento72 páginasThe Combined Sharon Anammox Process-2001Hendra SusantoAinda não há avaliações
- Pilot Units From LiqTech - v2 PDFDocumento2 páginasPilot Units From LiqTech - v2 PDFGabriel Montoya CorreaAinda não há avaliações
- Paques Reactores Anaerobios PDFDocumento24 páginasPaques Reactores Anaerobios PDFGUido JUarezAinda não há avaliações
- Memcor UF CS CP Changi Singapore 45 D03679 enDocumento2 páginasMemcor UF CS CP Changi Singapore 45 D03679 enRiannaAinda não há avaliações
- Biofiltration Nitrification DesignDocumento54 páginasBiofiltration Nitrification DesignGokhanScribd100% (1)
- 1.03 MLD Sbr-Process DesignDocumento4 páginas1.03 MLD Sbr-Process DesignHemant KaleAinda não há avaliações
- A. Standard Membrane Bioreactor Computations: 2.1. Design Flowrates and Maximum Monthly Loading RatesDocumento7 páginasA. Standard Membrane Bioreactor Computations: 2.1. Design Flowrates and Maximum Monthly Loading RatesshekharshindeAinda não há avaliações
- Chapter-14 Final Aerobic-DigestionDocumento18 páginasChapter-14 Final Aerobic-DigestionIrvin joseAinda não há avaliações
- Study Guide Suspended GrowthDocumento44 páginasStudy Guide Suspended GrowthVineet ChaudharyAinda não há avaliações
- UASB-Process Design For Various Types of WastewatersDocumento21 páginasUASB-Process Design For Various Types of WastewatersapitbhuAinda não há avaliações
- Applying Internal Circulation Anaerobic Reactor FoDocumento8 páginasApplying Internal Circulation Anaerobic Reactor FoAlvaro HueteAinda não há avaliações
- Aqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsDocumento2 páginasAqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsNithin BharathiAinda não há avaliações
- FlocculationDocumento13 páginasFlocculationTimto1984Ainda não há avaliações
- Biological Nutrient RemovalDocumento30 páginasBiological Nutrient Removalsurajp333Ainda não há avaliações
- Flat Plate Membrane Bioreactor (MBR) System TrainingDocumento56 páginasFlat Plate Membrane Bioreactor (MBR) System TrainingmarvilouAinda não há avaliações
- 100 PF01Documento87 páginas100 PF01Việt Hoàng Bùi100% (2)
- Wastewater Treatment Plant Construction (Package E)Documento270 páginasWastewater Treatment Plant Construction (Package E)Glen GuxhoAinda não há avaliações
- Nitrogen Cycle ReportDocumento26 páginasNitrogen Cycle ReportDom GudezAinda não há avaliações
- Uasb/egsb Applications For Industrial Wastewater TreatmentDocumento10 páginasUasb/egsb Applications For Industrial Wastewater Treatmentalberto_03Ainda não há avaliações
- Activated Sludge DesignDocumento37 páginasActivated Sludge DesignSweety0901Ainda não há avaliações
- Safety Data Sheet: 1 IdentificationDocumento7 páginasSafety Data Sheet: 1 IdentificationJia Jun VooAinda não há avaliações
- Journal of Water Process Engineering: SciencedirectDocumento8 páginasJournal of Water Process Engineering: SciencedirectOmar GameelAinda não há avaliações
- A Study On Industrial Waste Effluents and Their Management at Selected Food and Beverage Industries of BangladeshDocumento5 páginasA Study On Industrial Waste Effluents and Their Management at Selected Food and Beverage Industries of BangladeshAbiodun GbengaAinda não há avaliações
- Nijhuis Water ConservationDocumento2 páginasNijhuis Water ConservationDaniel PérezAinda não há avaliações
- STP PDFDocumento16 páginasSTP PDFhumaidjafriAinda não há avaliações
- Conversion Table For Wastewater TreatmentDocumento5 páginasConversion Table For Wastewater TreatmentAG-Metal /Tretman Otpadnih Voda/Wastewater TreatmentAinda não há avaliações
- Report of Membrane Bioreactor System (MBR) For Wastewater TreatmentDocumento10 páginasReport of Membrane Bioreactor System (MBR) For Wastewater TreatmentJulie MahadiAinda não há avaliações
- Wastewater IrrigationDocumento28 páginasWastewater IrrigationZindai WazirAinda não há avaliações
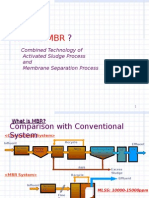
- What Is ?: Combined Technology of Activated Sludge Process and Membrane Separation ProcessDocumento15 páginasWhat Is ?: Combined Technology of Activated Sludge Process and Membrane Separation Processyo5208Ainda não há avaliações
- SBR DesignDocumento10 páginasSBR DesignQuốc TuyênAinda não há avaliações
- 8a-Advanced Waste Water TreatmentDocumento43 páginas8a-Advanced Waste Water TreatmentSathish GlAinda não há avaliações
- ENVI Trickling FiltersDocumento23 páginasENVI Trickling FiltersbaBy daBy AnNetTeAinda não há avaliações
- Trickling FilterDocumento7 páginasTrickling FilterTasirmistAinda não há avaliações
- Role of Microorganisms in Waste Water Treatment FinalDocumento12 páginasRole of Microorganisms in Waste Water Treatment FinalAhmad AhmadAinda não há avaliações
- Internal Circulation Reactor Pushing The LimitsDocumento9 páginasInternal Circulation Reactor Pushing The LimitsAbhishek TripathiAinda não há avaliações
- AQUAPONICSDocumento24 páginasAQUAPONICSJessabelAinda não há avaliações
- Rotating Biological ContactorsDocumento18 páginasRotating Biological Contactorsjjiménez_142046Ainda não há avaliações
- Lesson 17 - Activated SludgeDocumento8 páginasLesson 17 - Activated SludgeShane RodriguezAinda não há avaliações
- Lamella Clarifier Leopold TexlerDocumento4 páginasLamella Clarifier Leopold TexlerAntony ThanosAinda não há avaliações
- Technical Paper SiC Ceramic MembranesDocumento5 páginasTechnical Paper SiC Ceramic MembranesEman El DsoukyAinda não há avaliações
- Specific Energy Consumption of Membrane Bioreactor (MBR) For SewageDocumento14 páginasSpecific Energy Consumption of Membrane Bioreactor (MBR) For Sewagesulihah12Ainda não há avaliações
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocumento8 páginasTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaAinda não há avaliações
- Active Sludge PDFDocumento8 páginasActive Sludge PDFDark_KiroAinda não há avaliações
- Aerated Lagoon: Types of Aerated Lagoons or BasinsDocumento4 páginasAerated Lagoon: Types of Aerated Lagoons or BasinsRaajiv MenonAinda não há avaliações
- AeroAsia AOP-STP PresentationDocumento29 páginasAeroAsia AOP-STP PresentationJonathan Quilang Obiena100% (1)
- DAF DGF SeparatorsDocumento8 páginasDAF DGF SeparatorsDylan RamasamyAinda não há avaliações
- HeadworksBio (2) - Latest - Eg - Ro - 047543 PDFDocumento40 páginasHeadworksBio (2) - Latest - Eg - Ro - 047543 PDFrjohnson277100% (1)
- De NitrificationDocumento3 páginasDe Nitrificationkiran raghukiranAinda não há avaliações
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocumento5 páginasMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairAinda não há avaliações
- 77 Two Stage Uasb Treatment of Industrial Wastewater With Internal CirculationDocumento10 páginas77 Two Stage Uasb Treatment of Industrial Wastewater With Internal CirculationngocdungmtAinda não há avaliações
- Sludge PollutantsDocumento273 páginasSludge PollutantsRod LondonAinda não há avaliações
- 002 Water Settling - Bo Mon - Xu - Ly - Nuoc - Thai - Sinh - HoatDocumento35 páginas002 Water Settling - Bo Mon - Xu - Ly - Nuoc - Thai - Sinh - HoatDaisy100% (3)
- Municipal Wastewater Treatment: Evaluating Improvements in National Water QualityNo EverandMunicipal Wastewater Treatment: Evaluating Improvements in National Water QualityAinda não há avaliações
- Sanitary Engineer II: Passbooks Study GuideNo EverandSanitary Engineer II: Passbooks Study GuideAinda não há avaliações
- Yoder 2000Documento12 páginasYoder 2000Ignacio VeraAinda não há avaliações
- Jurczyk Et Al-2015-Journal of Agronomy and Crop ScienceDocumento8 páginasJurczyk Et Al-2015-Journal of Agronomy and Crop ScienceAzhari RizalAinda não há avaliações
- Goa Excise Duty Amendment Rules 2020Documento5 páginasGoa Excise Duty Amendment Rules 2020saritadsouzaAinda não há avaliações
- Nava V Artuz AC No. 7253Documento7 páginasNava V Artuz AC No. 7253MACASERO JACQUILOUAinda não há avaliações
- Sow English Year 4 2023 2024Documento12 páginasSow English Year 4 2023 2024Shamien ShaAinda não há avaliações
- Services Marketing-Unit-Ii-ModifiedDocumento48 páginasServices Marketing-Unit-Ii-Modifiedshiva12mayAinda não há avaliações
- Safety Management in Coromandel FertilizerDocumento7 páginasSafety Management in Coromandel FertilizerS Bharadwaj ReddyAinda não há avaliações
- Revised Poea Rules and Regulations Governing RecruitmentDocumento8 páginasRevised Poea Rules and Regulations Governing RecruitmenthansAinda não há avaliações
- CE GATE'2017 Paper 02 Key Solution PDFDocumento29 páginasCE GATE'2017 Paper 02 Key Solution PDFgolaAinda não há avaliações
- Crimiology MCQ 2Documento15 páginasCrimiology MCQ 2varunendra pandeyAinda não há avaliações
- Halai Entu: Kohhrana Thuhril (Sermon) Chungchang - IiDocumento4 páginasHalai Entu: Kohhrana Thuhril (Sermon) Chungchang - IiRollick LalnuntluangaAinda não há avaliações
- All About Me - RubricDocumento3 páginasAll About Me - Rubricapi-314921155Ainda não há avaliações
- Teaching Students With High Incidence Disabilities Strategies For Diverse Classrooms 1St Edition Prater Test Bank Full Chapter PDFDocumento35 páginasTeaching Students With High Incidence Disabilities Strategies For Diverse Classrooms 1St Edition Prater Test Bank Full Chapter PDFvaleriewashingtonfsnxgzyjbi100% (6)
- Oral Communication in Context - Week 8Documento22 páginasOral Communication in Context - Week 8Sheldon Jet PaglinawanAinda não há avaliações
- Sol2e Printables Unit 5ADocumento2 páginasSol2e Printables Unit 5AGeorgio SentialiAinda não há avaliações
- Windows Server Failover Clustering On HPE SimpliVity Technical White Paper-A50000833enwDocumento15 páginasWindows Server Failover Clustering On HPE SimpliVity Technical White Paper-A50000833enwYeraldo MarinAinda não há avaliações
- Research ProposalDocumento14 páginasResearch ProposalMhal Dane DinglasaAinda não há avaliações
- Direct Method (Education) : Navigation SearchDocumento5 páginasDirect Method (Education) : Navigation Searcheisha_91Ainda não há avaliações
- Aluminium, Metal and The SeaDocumento186 páginasAluminium, Metal and The SeaMehdi GhasemiAinda não há avaliações
- Choco Cherry BonbonDocumento2 páginasChoco Cherry BonbonYarina MoralesAinda não há avaliações
- Assignment On How To Increase Own Brand Mantras: Submition Date: January 29,2021Documento5 páginasAssignment On How To Increase Own Brand Mantras: Submition Date: January 29,2021Ferari DroboAinda não há avaliações
- Rule 108 Republic Vs TipayDocumento1 páginaRule 108 Republic Vs TipayShimi Fortuna100% (1)
- The Sacred Bee: Ancient Egypt: by Planet Bee FoundationDocumento4 páginasThe Sacred Bee: Ancient Egypt: by Planet Bee Foundationsoha elmahdyAinda não há avaliações
- Stoke Rehabilitation NICE GuidelinesDocumento591 páginasStoke Rehabilitation NICE GuidelinesHardeep Singh BaliAinda não há avaliações
- CWWDocumento2 páginasCWWmary joy martinAinda não há avaliações
- Article WritingDocumento10 páginasArticle WritingmutabargaybullayevnaAinda não há avaliações
- Micro Fibra Sintetica at 06-MapeiDocumento2 páginasMicro Fibra Sintetica at 06-MapeiSergio GonzalezAinda não há avaliações
- Frugal Innovation in Developed Markets - Adaption o - 2020 - Journal of InnovatiDocumento9 páginasFrugal Innovation in Developed Markets - Adaption o - 2020 - Journal of InnovatiGisselle RomeroAinda não há avaliações
- Kenneth Dean Austin v. Howard Ray, Warden, Jackie Brannon Correctional Center and Attorney General of The State of Oklahoma, 124 F.3d 216, 10th Cir. (1997)Documento8 páginasKenneth Dean Austin v. Howard Ray, Warden, Jackie Brannon Correctional Center and Attorney General of The State of Oklahoma, 124 F.3d 216, 10th Cir. (1997)Scribd Government DocsAinda não há avaliações