Você também pode gostar
- Itp For Steel Structure Erection (Content) Rev.1Documento3 páginasItp For Steel Structure Erection (Content) Rev.1Anonymous nLMJGu100% (6)
- ITP - Fabrication of Structural SteelDocumento2 páginasITP - Fabrication of Structural Steelsahad100% (6)
- Itp Civil WorkDocumento9 páginasItp Civil WorkChristian Albert Sinaga RumajarAinda não há avaliações
- ITP - Steel Structure Rev. 03Documento3 páginasITP - Steel Structure Rev. 03horascanman100% (3)
- Inspection and Test Plan For Structural Steel Erection: ITP NO: 7979-ITP-ME-019 Rev.2Documento8 páginasInspection and Test Plan For Structural Steel Erection: ITP NO: 7979-ITP-ME-019 Rev.2Santosh Kumar Bogela100% (12)
- QA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)Documento10 páginasQA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)miaicarba100% (2)
- Owner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionDocumento5 páginasOwner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionLuqman OsmanAinda não há avaliações
- Steel Structure Fabrication Inspection ReportDocumento1 páginaSteel Structure Fabrication Inspection ReportFerhan Dikilitaş86% (14)
- Larsen & Toubro Limited: Ecc DivisionDocumento4 páginasLarsen & Toubro Limited: Ecc Divisionmanu_gite100% (2)
- ItpDocumento7 páginasItpJose Sherin100% (1)
- 026-Itp For Structural Steel PDFDocumento18 páginas026-Itp For Structural Steel PDFKöksal Patan100% (11)
- Itp StructureDocumento47 páginasItp StructureMohammed Ady Ganjar100% (4)
- Preparation of Inspection & Test Plans For Civil & Steelworks, Rev.0 Foster Wheeler Energy LTD Work Practice Construction OperationsDocumento5 páginasPreparation of Inspection & Test Plans For Civil & Steelworks, Rev.0 Foster Wheeler Energy LTD Work Practice Construction Operationssateeshsingh100% (2)
- ITP Inspection Test Plan FormatDocumento1 páginaITP Inspection Test Plan FormatArthur50% (6)
- Inspection Test Plan For FabricationDocumento4 páginasInspection Test Plan For FabricationAshwani Dogra100% (9)
- Fabrication Procedure Steel Structure TSEDocumento21 páginasFabrication Procedure Steel Structure TSEspazzbgt67% (6)
- ITP Steel StructureDocumento2 páginasITP Steel StructureEndyAinda não há avaliações
- Request For Inspection of MaterialDocumento3 páginasRequest For Inspection of MaterialSopi Labu100% (1)
- ITP For Steel Structure1Documento3 páginasITP For Steel Structure1吴兴泊Ainda não há avaliações
- X6 Structural Steel Erection Inspection Test PlanDocumento11 páginasX6 Structural Steel Erection Inspection Test PlanNoor A Qasim100% (1)
- Inspection Test Plan - Piping FabricationDocumento5 páginasInspection Test Plan - Piping Fabricationhassan_ndt80% (5)
- Erection and Painting of Steel StructureDocumento11 páginasErection and Painting of Steel StructureomarcadAinda não há avaliações
- Itp For Fabrication Steel Structure of Warehouse and WorkshopDocumento6 páginasItp For Fabrication Steel Structure of Warehouse and WorkshopPhong Do100% (1)
- ITP AllDocumento1 páginaITP AllMuhammadIqbalMughalAinda não há avaliações
- Inspection & Test Plan: DistributionDocumento12 páginasInspection & Test Plan: DistributionAhamed Naufal Ca0% (1)
- Inspection and Test Plan ConcreteDocumento2 páginasInspection and Test Plan ConcreteStephen Vivek100% (10)
- Anchor Bolt Inspection ReportDocumento4 páginasAnchor Bolt Inspection Reportyudo heru100% (2)
- Material Inspection RequestDocumento4 páginasMaterial Inspection RequestmakeencvAinda não há avaliações
- ITP - Concrete Works PDFDocumento2 páginasITP - Concrete Works PDFntah8483% (35)
- Fabrication Inspection ProcedureDocumento11 páginasFabrication Inspection Procedurewill_herry100% (6)
- Inspection and Test Plan For Structure Steel Erection WorksDocumento11 páginasInspection and Test Plan For Structure Steel Erection WorksVijaya BaraniAinda não há avaliações
- ITP For Steel StructureDocumento3 páginasITP For Steel Structuretrey100% (4)
- Method Statement For Steel Structure & Erection PDFDocumento16 páginasMethod Statement For Steel Structure & Erection PDFDomie Neil Bucag Salas83% (24)
- Material Inspection Report (Steel) FormDocumento1 páginaMaterial Inspection Report (Steel) Formfoxeylady80% (15)
- Itp For Structural Steel WorkDocumento12 páginasItp For Structural Steel Worknguyen thangAinda não há avaliações
- Procedure For WQTDocumento13 páginasProcedure For WQTdevikar8umAinda não há avaliações
- ITP C 005 (Structural Concrete)Documento4 páginasITP C 005 (Structural Concrete)segun ajibolaAinda não há avaliações
- Check List of Steel Structure ErectionDocumento1 páginaCheck List of Steel Structure ErectionUtku Can Kılıç67% (3)
- ITP-001 Steelwork Fabrication Rev ADocumento5 páginasITP-001 Steelwork Fabrication Rev AMarcus Cox100% (2)
- QAP StructureDocumento2 páginasQAP Structureayoki100% (1)
- FM-D-01 Steel Structure ErectionDocumento1 páginaFM-D-01 Steel Structure ErectionG Vamsi ChandAinda não há avaliações
- Inspection Plan TemplateDocumento1 páginaInspection Plan Templatedennis386100% (1)
- Punchlist: Punchlist No.: Rev.: Date: Page ..... of ....Documento1 páginaPunchlist: Punchlist No.: Rev.: Date: Page ..... of ....kerons100% (1)
- ITP 001 Fencing, CurbingDocumento19 páginasITP 001 Fencing, CurbingMikiRoniWijaya50% (2)
- Procedure - Fit-Up & AssemblyDocumento8 páginasProcedure - Fit-Up & AssemblyRakesh RanjanAinda não há avaliações
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Documento9 páginasMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Structural Steel Procedure.Documento9 páginasStructural Steel Procedure.Janardhan Surya100% (1)
- Concrete Work: (Please Provide Detail of Repair Activities E.G)Documento2 páginasConcrete Work: (Please Provide Detail of Repair Activities E.G)Eze NonsoAinda não há avaliações
- Piping Fabrication and Erection ProcedureDocumento15 páginasPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- Construction ProcedureDocumento36 páginasConstruction ProcedureJagdish Busa100% (2)
- QC Welding Inspector NotesDocumento26 páginasQC Welding Inspector NotesSohail Aziz Ahmad MalikAinda não há avaliações
- Afton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionDocumento28 páginasAfton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionIsprotec IngenieriaAinda não há avaliações
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocumento15 páginasAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiAinda não há avaliações
- Inspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Documento4 páginasInspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Delta akathehuskyAinda não há avaliações
- 25045-A1000-18-ITP-E-006r004 - ITP For Installation of Building Wires and CablesDocumento12 páginas25045-A1000-18-ITP-E-006r004 - ITP For Installation of Building Wires and CablesmsmkhanAinda não há avaliações
- Itp & Material Inspection For Concrete RehabilitationDocumento3 páginasItp & Material Inspection For Concrete RehabilitationImho TepAinda não há avaliações
- Project Vendor: Customer: P.O. NO: MR No MR P.O. Description: Document Title: Vendor Doc - No: Rev. Vendor Signature DateDocumento5 páginasProject Vendor: Customer: P.O. NO: MR No MR P.O. Description: Document Title: Vendor Doc - No: Rev. Vendor Signature DateNobar GulajanAinda não há avaliações
- Itp For Fabn. & Erection of Structural WorksDocumento4 páginasItp For Fabn. & Erection of Structural Workscrm 2Ainda não há avaliações
- R05323 P 001a X009 0042 PDFDocumento464 páginasR05323 P 001a X009 0042 PDFcquibajoAinda não há avaliações
- ITP For Installation For PVC Perforated Pipes of Underdrain SystemDocumento3 páginasITP For Installation For PVC Perforated Pipes of Underdrain SystemImho Tep75% (4)
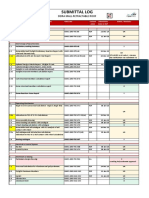
- Submittal Log: Deira Mall-Retractable RoofDocumento2 páginasSubmittal Log: Deira Mall-Retractable RoofGhayas RanjhaAinda não há avaliações
- Controlling Projects CostsDocumento10 páginasControlling Projects CostsGhayas RanjhaAinda não há avaliações
- Shop Drawing (Abu Dhabi Plaza)Documento1 páginaShop Drawing (Abu Dhabi Plaza)Ghayas RanjhaAinda não há avaliações
- Shop Drawing BBS (Abu Dhabi Plaza)Documento3 páginasShop Drawing BBS (Abu Dhabi Plaza)Ghayas RanjhaAinda não há avaliações
- Piling: Ghayas JawedDocumento17 páginasPiling: Ghayas JawedGhayas RanjhaAinda não há avaliações
- Patrick Meyer Reliability Understanding Statistics 2010Documento160 páginasPatrick Meyer Reliability Understanding Statistics 2010jcgueinj100% (1)
- Wholesale Terminal Markets - Relocation and RedevelopmentDocumento30 páginasWholesale Terminal Markets - Relocation and RedevelopmentNeha Bhusri100% (1)
- Fire Protection in BuildingsDocumento2 páginasFire Protection in BuildingsJames Carl AriesAinda não há avaliações
- Latched, Flip-Flops, and TimersDocumento36 páginasLatched, Flip-Flops, and TimersMuhammad Umair AslamAinda não há avaliações
- Tesco True Results Casing Running in China Results in Total Depth PDFDocumento2 páginasTesco True Results Casing Running in China Results in Total Depth PDF123456ccAinda não há avaliações
- LP For EarthquakeDocumento6 páginasLP For Earthquakejelena jorgeoAinda não há avaliações
- IMCI Chart BookletDocumento43 páginasIMCI Chart Bookletmysticeyes_17100% (1)
- SASS Prelims 2017 4E5N ADocumento9 páginasSASS Prelims 2017 4E5N ADamien SeowAinda não há avaliações
- Man and Historical ActionDocumento4 páginasMan and Historical Actionmama.sb415Ainda não há avaliações
- Head Coverings BookDocumento86 páginasHead Coverings BookRichu RosarioAinda não há avaliações
- Design of Penstock: Reference Code:IS 11639 (Part 2)Documento4 páginasDesign of Penstock: Reference Code:IS 11639 (Part 2)sunchitk100% (3)
- Music 10 (2nd Quarter)Documento8 páginasMusic 10 (2nd Quarter)Dafchen Villarin MahasolAinda não há avaliações
- Eloy-Stock English Full PDFDocumento0 páginaEloy-Stock English Full PDFR.s. WartsAinda não há avaliações
- National Anthems of Selected Countries: Country: United States of America Country: CanadaDocumento6 páginasNational Anthems of Selected Countries: Country: United States of America Country: CanadaHappyAinda não há avaliações
- Buried PipelinesDocumento93 páginasBuried PipelinesVasant Kumar VarmaAinda não há avaliações
- Global Divides: The North and The South: National University Sports AcademyDocumento32 páginasGlobal Divides: The North and The South: National University Sports AcademyYassi CurtisAinda não há avaliações
- W25509 PDF EngDocumento11 páginasW25509 PDF EngNidhi SinghAinda não há avaliações
- Close Enough To Touch by Victoria Dahl - Chapter SamplerDocumento23 páginasClose Enough To Touch by Victoria Dahl - Chapter SamplerHarlequinAustraliaAinda não há avaliações
- 01 托福基础课程Documento57 páginas01 托福基础课程ZhaoAinda não há avaliações
- Bullshit System v0.5Documento40 páginasBullshit System v0.5ZolaniusAinda não há avaliações
- The Covenant Taken From The Sons of Adam Is The FitrahDocumento10 páginasThe Covenant Taken From The Sons of Adam Is The FitrahTyler FranklinAinda não há avaliações
- Miguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Documento22 páginasMiguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Immigrant & Refugee Appellate Center, LLCAinda não há avaliações
- Cable To Metal Surface, Cathodic - CAHAAW3Documento2 páginasCable To Metal Surface, Cathodic - CAHAAW3lhanx2Ainda não há avaliações
- Modlist - Modlist 1.4Documento145 páginasModlist - Modlist 1.4Tattorin vemariaAinda não há avaliações
- 1 - 2020-CAP Surveys CatalogDocumento356 páginas1 - 2020-CAP Surveys CatalogCristiane AokiAinda não há avaliações
- Nanolithography - Processing Methods PDFDocumento10 páginasNanolithography - Processing Methods PDFNilesh BhardwajAinda não há avaliações
- postedcontentadminuploadsFAQs20for20Organization PDFDocumento10 páginaspostedcontentadminuploadsFAQs20for20Organization PDFMohd Adil AliAinda não há avaliações
- Lecture 14 Direct Digital ManufacturingDocumento27 páginasLecture 14 Direct Digital Manufacturingshanur begulaji0% (1)
- DBMS Lab ManualDocumento57 páginasDBMS Lab ManualNarendh SubramanianAinda não há avaliações
- 8051 NotesDocumento61 páginas8051 Notessubramanyam62Ainda não há avaliações